Изобретение относится к термической обработке проката.
Известно устройство для охлаждения, закалки и гидротранспортирования прокатных изделий, состоящее из секций, в каждую из которых входит инжекционная форсунка, камера охлаждения и камера принудительного сброса воды, выполненная в виде защитного кожуха, внутри которого на конце камеры охлаждения установлено гидравлическое сопло [1].
Недостатками такого устройства являются: повышенный расход воды высокого давления, обусловленный ее подачей через отсекающее сопло; неполный сброс отработанной воды одним отсекающим соплом при больших скоростях ее движения; пониженная скорость охлаждения и повышенная выработка камеры охлаждения, вызванные прижатием раската отсекающей струей к стенке камеры охлаждения.
При охлаждении в прямоточной камере катанки диаметром 6,5 мм на современных проволочных станах скорость охлаждающего потока составляет около 60 м/с. Надежный сброс отработанной воды достигается при такой же скорости потока из отсекающего сопла. При диаметре выходного сечения отсекающего сопла, равном 16 мм, сила, прижимающая раскат к стенке камеры, составит (Рабинович Е.З. Гидравлика. М.: Недра, 1974, с.296)
W = CF ρ V2/2, где С - безразмерный коэффициент, равный 0,9;
F - площадь проекции омываемого участка раската на плоскость, нормальную к направлению движения отсекающего потока;
ρ - плотность воды;
V - скорость отсекающего потока,
W = 0,9·6,5·10-3·16·10-3·  = 168 (H).
= 168 (H).
Известно устройство, содержащее форсунку, направляющую трубу, камеру, сужающуюся насадку и отсекающее сопло, соединенное направляющим каналом с камерой, а диаметр камеры и ее длина составляют 1,4-2 и 8-12 внутреннего диаметра направляющей трубы соответственно [2], позволяющее для сброса воды использовать энергию обработанного потока.
Наиболее близким по технической сущности к предлагаемому является устройство, содержащее форсунку, камеры охлаждения и участок отводы воды, состоящий из нескольких последовательно расположенных в одной плоскости отсекающих сопел, направленных в одну сторону, между которыми установлены направляющие воронки, выполняющие также функции дополнительных отсекающих элементов [3].
При таком расположении отсекающих сопел раскат прижимается к одной стороне охлаждающей камеры и проходных отверстий воронок, что обусловливает быстрый износ камеры и воронок, уменьшение скорости и неравномерность охлаждения по периметру.
Кроме того, при высокой скорости движения отработанной воды ее полного сброса не происходит из-за того, что часть потока, поступающая из выводного отверстия камеры охлаждения со стороны, противоположной отсекающим соплам, движется под прикрытием поверхности раската, а поэтому подвержена отклоняющему воздействию отсекающих потоков, что вынуждает ограничивать скорость потока, а следовательно, и скорость охлаждения.
Целью изобретения является увеличение срока службы устройства, повышение надежности сброса отработанного потока, увеличение скорости и повышение равномерности охлаждения изделия.
Цель достигается тем, что в известном устройстве для термической обработки и гидротранспортирования проката, содержащем форсунку, прямоточную камеру охлаждения, расположенные за ней в одной плоскости перпендикулярно к оси прокатки отсекающие сопла, между которыми установлены направляющие воронки, отсекающие сопла установлены по обе стороны продольной оси устройства в шахматном порядке в вертикальной плоскости, а суммы диаметров выходных отверстий противоположно направленных отсекающих сопел равны между собой.
Предлагаемое изобретение обладает рядом существенных отличий.
Расположение отсекающих сопел в вертикальной плоскости создает условие для компенсации силы тяжести раската путем изменения силового воздействия на него отсекающих потоков.
Расположение отсекающих сопел в шахматном порядке значительно повышает эффективность сброса отработанной воды, так как часть отработанного потока, скрытая от воздействия отсекающей струи предыдущего отсекающего сопла поверхностью раската, удаляется потоком последующего противолежащего сопла.
Расположение сопел по обе стороны от оси прокатки позволяет взаимно компенсировать действие противоположно направленных струй, что исключает прижатие раската к стенкам камеры охлаждения, а следовательно, повышает равномерность и скорость охлаждения металла. Исключение прижатия металла к стенкам камеры и направляющих воронок повышает срок службы устройства в 3-4 раза.
Условия, необходимые для уравновешивания силовых воздействий противоположно направленных струй, выполняются в том случае, если суммы диаметром выводных отверстий противолежащих отсекающих сопел равны между собой. Это объясняется тем, что сила воздействия отсекающего потока на раскат прямопропорциональна площади проекции омываемого участка на плоскость, нормальную к направлению движения отсекающего потока, а равенство сумм площадей, подверженных воздействию противоположно направленных потоков, практически достигается при равенстве сумм диаметров противоположно расположенных сопел.
Так планиметрический анализ показывает, что в случае обработки профиля диаметром 8 мм при одном нижнем отсекающем сопле диаметром 32 мм и двух верхних отсекающих соплах диаметром 16 мм различие проекций омываемых площадей раската составляет всего около 10%, что может быть легко скомпенсировано незначительным изменением напора отсекающих потоков.
Снабжение устройства элементом для регулирования напора воды в коллекторе верхнего ряда отсекающих сопел позволяет устранять смещение раската относительно его оси, вызванное действием неучтенных сил (например, силой тяжести раската, различием потерь напора и др.).
Перед верхним рядом отсекающих сопел установлен элемент для регулирования напора воды. Этот элемент позволяет регулировать направление вниз силы, действующие на раскат.
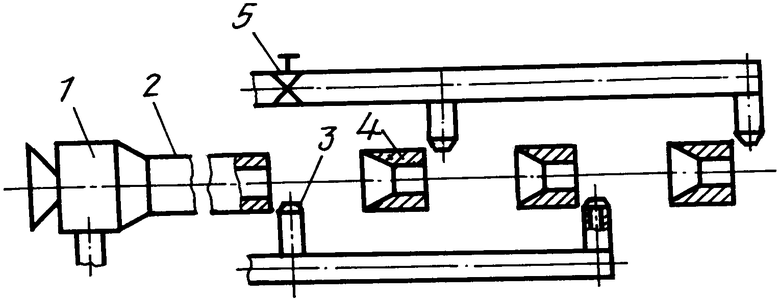
На чертеже показано устройство для термической обработки и гидротранспортирования проката, продольный вертикальный разрез.
Устройство содержит форсунку 1, камеру 2 охлаждения, на выходе из которой расположены отсекающие сопла 3, расположенные по обе стороны продольной оси устройства в шахматном порядке в вертикальной плоскости. За каждым отсекающим соплом по продольном оси устройства установлены направляющие воронки 4. Коллектор верхнего ряда отсекающих сопел содержит элемент 5 для регулирования напора воды.
Устройство работает следующим образом.
Поток отработанной воды после выхода из камеры 2 охлаждения отклоняется от прямолинейного движения потоком воды отсекающего сопла 3, часть воды сбрасывается сразу, не попадая в направляющую воронку 4, расположенную за соплом 3 по оси устройства, а часть воды отклоненного потока ударяется о конусную поверхность приемной части воронки 4, отражается от нее и также сбрасывается из устройства. Часть потока, прошедшего через воронку, отсекается потоком из второго отсекающего сопла, отражается от второй воронки и также удаляется из устройства и т.д. Количество отсекающих сопел и, соответственно, воронок, обеспечивающих полный сброс отработанной воды, выбирается в зависимости от параметров прокатки и системы водоснабжения. Расположение отсекающих сопел в шахматном порядке по обе стороны оси прокатки позволяет центрировать раскат при прохождении его через устройство потоками воды из отсекающих сопел, что обеспечивает повышение интенсивности и равномерности охлаждения и повышение срока службы, так как исключает контакт раската со стенками камеры охлаждения и направляющих воронок. Условия, необходимые для центровки раската, выполняются в том случае, когда суммы диаметров выходных отверстий противолежащих отсекающих сопел равны между собой.
В настоящее время на проволочных станах намечается тенденция к значительному увеличению скорости прокатки, что требует повышения интенсивности процесса охлаждения. Использование предлагаемого устройства позволяет повысить интенсивность охлаждения путем увеличения скорости охлаждающего потока воды, что невозможно без организации надежного сброса отработанного охладителя. Это дает возможность без увеличения длины зоны активного охлаждения достигать необходимой температуры конца ускоренного охлаждения обрабатываемого проката, кроме того центровка раската относительно оси устройства также увеличивает интенсивность охлаждения.
Применение устройства для повышения относительной скорости потока воды увеличивает гидротранспортирующую способность устройства и позволяет транспортировать прокат от чистовой клети к моталкам без дополнительных механических устройств типа трайб-аппаратов, что облегчает обслуживание и может способствовать повышению производительности труда.
Охлаждение проката периодического профиля, например, бунтовой арматуры, значительно усложняет процесс сброса воды. При охлаждении такого проката в условиях непрерывного стана, который характеризуется небольшим расстоянием между чистовой клетью и моталками, исключающим возможность снижения температуры обрабатываемого металла за счет увеличения длины зоны активного охлаждения, использование предлагаемого устройства позволяет снизить температуру конца охлаждения на 100-150оС. Понижение температуры конца охлаждения до такого уровня позволяет формировать структурное состояние углеродистой стали, обеспечивающей повышение прочности изготовляемой из нее бунтовой арматуры периодического профиля диаметром 8 мм до уровня не менее 590 н/мм2, что позволяет заменить низколегированную спокойную сталь марки 35 ГС равнопрочной термоупрочненной полуспокойной углеродистой сталью марки Ст5 пс.
Предлагаемое устройство обладает новизной и существенными отличиями, которые придают техническому решению новые свойства и положительный эффект, т.е. соответствуют критерию изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для охлаждения проката | 1977 |
|
SU734296A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОУПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2006 |
|
RU2313586C1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2003 |
|
RU2253681C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2010 |
|
RU2419657C1 |
| Устройство для охлаждения проката | 1989 |
|
SU1721101A1 |
| Устройство для охлаждения, закалки и гидротранспортирования прокатных изделий | 1970 |
|
SU303891A1 |
Сущность: устройство для термической обработки и гидротранспортирования проката содержит форсунку, камеру охлаждения, коллектор с последовательно расположенными в одной плоскости отсекающими соплами и размещенные между ними направляющие воронки. При этом отсекающие сопла расположены в вертикальной плоскости в шахматном порядке по обе стороны от оси прокатки, суммы диаметров выходных отверстий противоположно направленных отсекающих сопел равны между собой, а верхний коллектор выполнен с регулятором напора воды. Устройство позволяет увеличить надежность сброса отработанного потока, скорость и равномерность охлаждения и срок службы устройства. 1 з.п. ф-лы, 1 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А.И.Целиков | |||
| Машины и агрегаты металлургических заводов | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машины и агрегаты для производства и отделки проката, М.: Металлургия, 1981, с.472-473, рис.ХП.17. | |||
