Известны устройства для непрерывной ра диочастотной сварки нродольных швов труб из ленточных заготовок, предварительно нагретых в печи, содержащие корпус, в котором размещены конденсаторная батарея, понижа-юш,нй трансформатор и кольцевой разъемный индуктор.
Предложенное устройство отличается тем, что вывод вторичной обмотки понижающего трансформатора выполнен в виде коаксиального щинонровода, слшщенного относительно оси трансформатора в направлении подачи трубной заготовки, а индуктор смонтирован на коаксиальном шннопроводе.
Это улучшает условия эксплуатации.
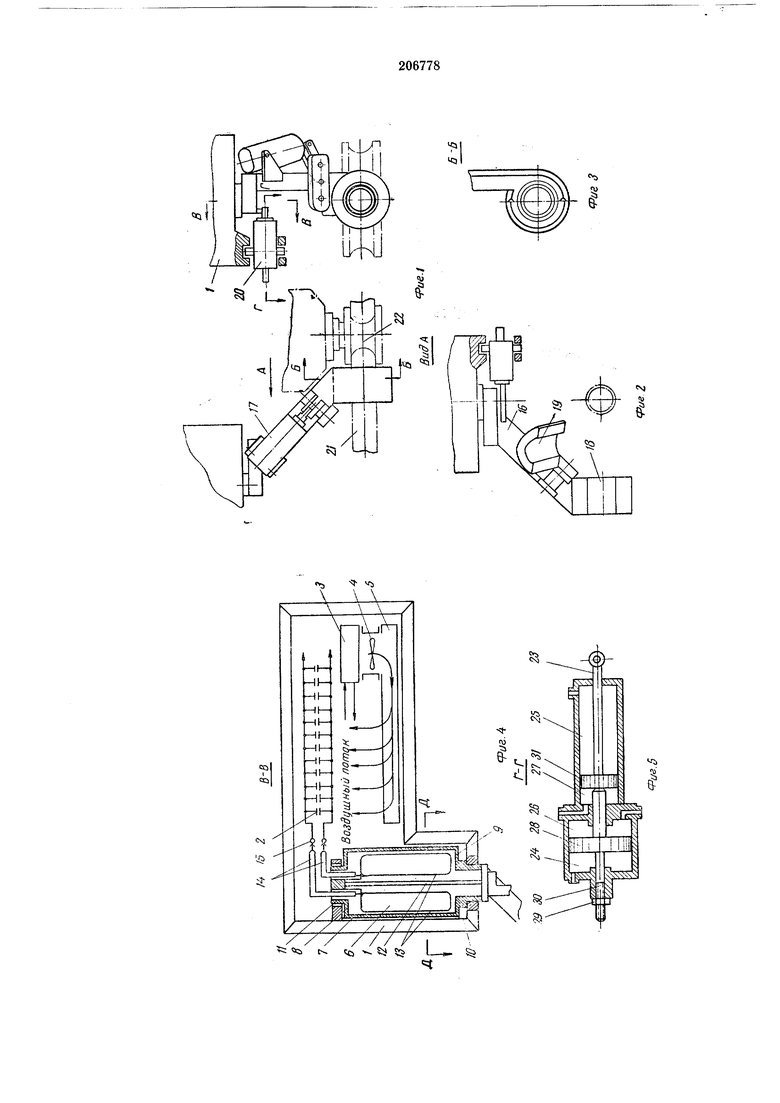
На фиг. 1 изображено устройство для сварки труб, вид спереди и сбоку; на фиг. 2 - то же с раскрытым индуктором, вид Л; на фиг. 3 - индуктор, разрез но Б-Б фиг. 1; на фиг. 4 - устройство в разрезе но В-б; на фиг. 5 - цилиндр поворота индуктора, разрез по Г-Г фиг. 1; на фиг. 6 - новоротная платформа устройства для сварки, вид сбоку; на фиг. 7 - понижающий трансформатор, разрез по Д-Д фиг. 4.
В корпусе 1 устройства расположены конденсаторная батарея 2, водяной радиатор 5, вентилятор 4, воздуховод 5 и понижающий сварочный трансформатор 6.
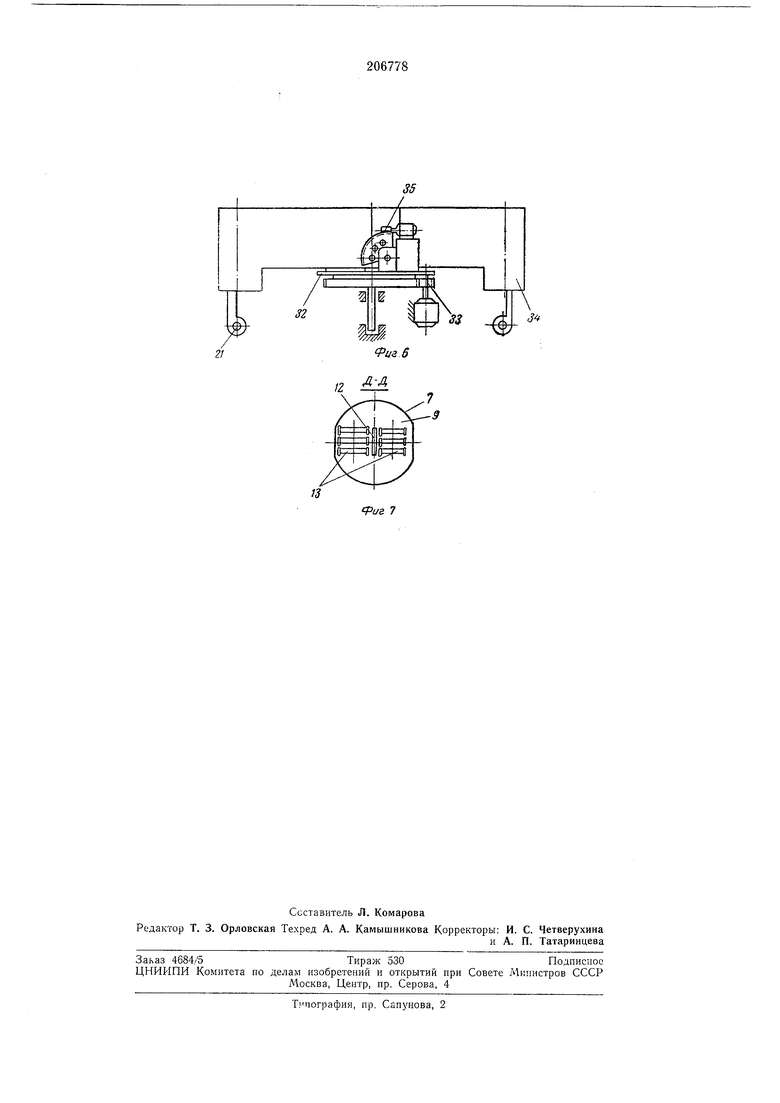
ческий корпус 7 с днищами 5 и Я герметизирующими его внутреннюю полость. К днищам трансформатора крепятся подщипники 10 и //, в которых он может поворачиваться. Через ось цилиндрического корпуса трансформатора пропущена центральная шина 12, электрически соединенная с днищем 8. Выходя через виляний подшипник 10, щина переходит в центральный вывод коаксиального шинопровода, вывод вторичной обмотки, смещенный относительно оси трансформатора в направлении подачи трубной заготовки.
Две первичные обмотки 13 расположены по обе стороны центральной щины так, что создаваемый ими магнитный поток окружает центральную шину. Магнитный поток не выходит за пределы корпуса трансформатора. Через верхний подшипник И нроходят выводы 14 первичной обмотки, которые при повороте трансформатора могут выходить из щтепсельных разъемов 15 конденсаторной батареи.
К нижнему подшипнику крепится коаксиальный щинопровод 16, на котором смонтирован привод раскрытия /7 индуктора и индуктор, состоящий из неподвил ного 18 и подвижного 19 полуколец. На корпусе / установлен цилиндр 20 для поворота трансформатора, шинопровода и индуктора. Подогретый в печи щтрипс сворачивается в
трубную заготовку 21, которая подается в обжимную клеть 22. Перед клетью расположен кольцево ь-разъемный индуктор. Поскольку процесс сварки непрерывен, кольцевой индуктор устанавливается в рабочее положение и возвращается в исходное с помощью механизма 17 раскрытия индуктора и цилиндра 20, который поворачивает индуктор совместно с шинопроводом и сварочным трансформатором относительно конденсаторной батареи 2. Прк повороте трансформатора индуктор максимально приближается к месту сварки. Охлаждается конденсаторная батарея поступающим по воздуховоду воздухом, который прогоняется вентилятором через водяной радиатор.
В процессе сварки возможно выбивание щтрипса из сварочного калибра. Чтобы предотвратить при этом поломку устройства и своевременно отключить сварочный ток, привод поворота трансформатора с индуктором выполнен таким образом, что при ударе штрипса об индуктор последний может без особого усилия повернуться в сторону удара. В момент отклонения индуктора дается команда на автоматическое отключение сварочного тока, индуктор раскрывается и отводится от трубной заготовки. .
Плавающая подвеска индуктора, шинопровода и сварочного трансформатора обеспечивается применением цилиндра поворота специальной конструкции (фиг. 5). Цилиндр поворота 20 шарнирпо закреплен на корпусе 1, шток 23 цилиндра с помощью шарнира связан, с щинопроводом.
В рабочем положении индуктора воздух подается одновременно в две полости цилиндра 24, 25; полости 26 и 27 соединены с атмосферой. При этом поршень 28 занимает среднее положение, которое может быть отрегулировано гайкой 29, сидящей на конце щтока 30.
Поршень 31 занимает левое положение и упирается в шток поршня 28. Площадь поршня 28 в два раза больше площади поршня 31, поэтому усилия, которые нужно приложить к
штоку 23 при перемещении его влево и вправо от среднего положения, равны между собой. Величина этого усилия регулируется давлением воздуха. Таким образом, в момент удара щтрипса об
индуктор последний вместе с порщнем 31 сдвинуться как вправо, так и влево, в результате сварочный ток отключается, нпдуктор раскрывается и отводится от трубной заготовки.
Для быстрой замены индукторов устройство для сварки дублируется. С этой целью оно установлено на поворотной платформе 32, имеющей механизм поворота 33. На этой же платформе установлено дублирующее устройство 34. Для поворота платформы 32 при смене устройства для сварки на платформе смонтированы два механизма подъема 35, которые устанавливают устройства в вертикальное положение и отводят их от формовочного стака.
;П р е д м е т и 3 о б р е т е н и я
; Устройство для непрерывной радиочастотной сварки продольных швов труб из ленточных заготовок, предварительно нагретых в пе чи, содержащее корпус, в котором размещены конденсаторная батарея, понижающий трансформатор и кольцевой разъемный индуктор, отличающееся тем, что, с целью улучщения условий эксплуатации, вывод вторичной обмотки трансформатора выполнен в виде коаксиального щинопровода, смещенного относительно оси трансформатора в направлении подачи трубной заготовки, а индуктор смонтирован на коаксиальном шинопроводе.
ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ РОЛИКОВЫМИ ЭЛЕКТРОДАМИ | 1970 |
|
SU286102A1 |
| СИСТЕМА ПИТАНИЯ ПОСТОВ | 1969 |
|
SU246750A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1970 |
|
SU274280A1 |
| ГОЛОВКА ДЛЯ РАДИОЧАСТОТНОЙ СВАРКИ ТРУБI ,•'..'^11-1 ' ' Ibl/.h-'.^-'-L../,,.Di'ioAp'lcKAПЖ- -i№ • г^ТГ^--'"'"'^-* т^дд-ддаьтшняе! | 1965 |
|
SU172930A1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1972 |
|
SU415248A1 |
| ТОКОПОДВОД ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1973 |
|
SU420145A1 |
«v,- v
Oi
N4
-Q -5/XX/ / / / //
