1Установки для радиочастотной сварки труб широко применяются в промышленности. Известны конструкции самоустанавливающихся контактных токоподводов с креплением рычажного и шарнирного типа.
Предлагается головка, отличающаяся от известных тем, что токоподводы снабжены пружинами для поджатия их к заготовке гибкими шинами для подвода -к ним тока, что компенсирует неточность формовки трубной заготовки и расположением конденсаторной батареи нагрузочного контура генератора рядом с трансформатором, непосредственно на сварочной головке, благодаря чему сокращаются потери мощности.
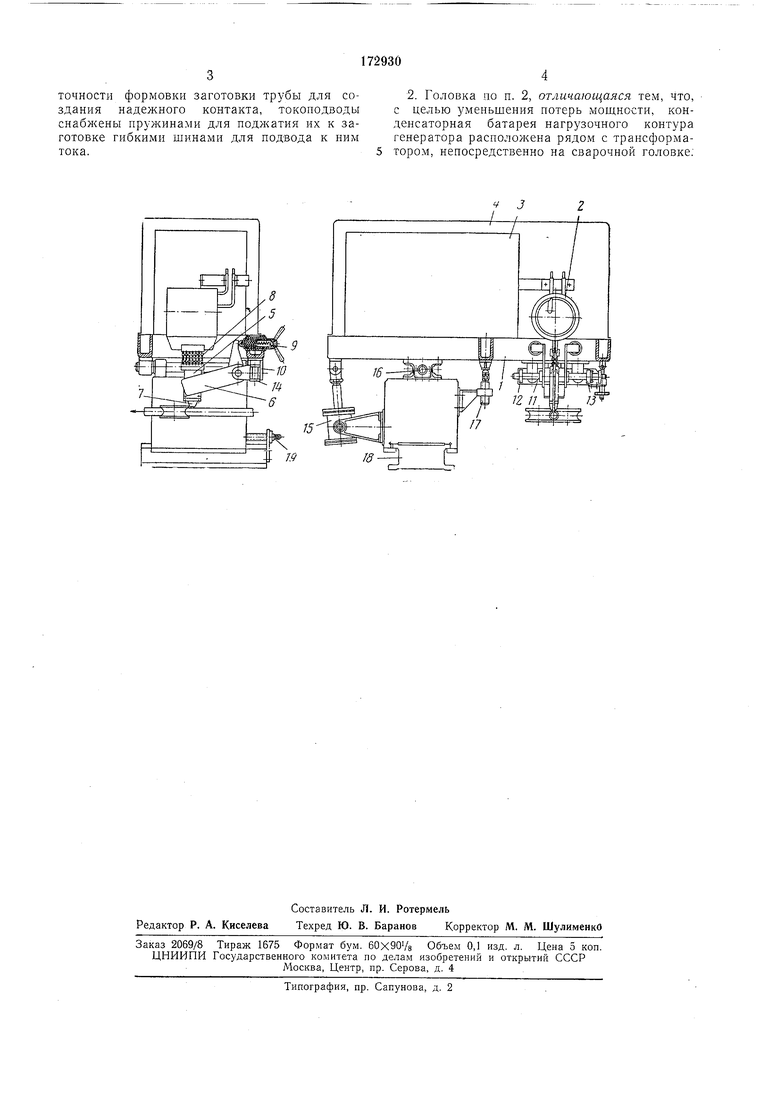
На чертеже представлена схема сварочной головки.
Сварочная головка содержит раму 1, на которой смонтированы понижающий трансформатор 2 и конденсаторная батарея 3, закрытые кожухом 4, и кондуктор. Последний состоит из следующих основных элементов: токоподводов 5, закрепленных на рычагах 6 из непроводящего материала, сменных контактов 7, гибких шин 8, пружин 9 и кронштейна 10.
Рычаги б независимо один от другого могуТ поворачиваться вокруг вала 11, поджимая под действием 9 контакты к кромкам заготовки. Вал 11 может перемещаться (а значит, перемещаются и контакты) и фиксироваться в требуемом положении в корпусах 12 и 13, закрепленных на траверсе 14.
С помощью цилиндра 15 сварочная головка может откидываться и поворачиваться вокруг оси 16 на угол, равный примерно 30°.
При переходе от одного диаметра свариваемой трубы к другому сварочная головка с помощью винта 17 поднимается, если диаметр увеличивается, и опускается, если диаметр уменьщается.
Для изменения расстояния от контактов до точки схода кромок сварочная головка может перемещаться по направляющим 18 с помощью винта 19.
Предмет изобретения
1. Головка для радиочастотной сварки труб, содержащая конденсаторную батарею, понижающий трансформатор и шарнирно проворачивающиеся вокруг оси токоподводы, отличающаяся тем, что, с целью компенсации неточности формовки заготовки трубы для создания надежного контакта, токоподводы снабл ены пружинами для поджатия их к заготовке гибкими шинами для подвода к ним
тока.
2. Головка по п. 2, отличающаяся тем, что, с целью уменьшения потерь мощности, конденсаторная батарея нагрузочного контура генератора расположена рядом с трансформатором, непосредственно на сварочной головке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАДИОЧАСТОТНОЙ | 1968 |
|
SU206778A1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| Устройство для высокочастотной сварки | 1974 |
|
SU503675A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| Машина для импульсной шовной контактной сварки | 1988 |
|
SU1731530A1 |