Известны расточные оправки для обработки отверстий черновым и чистовым резцами, расположенными на одном стержне.
Однако прогиб, получающийся при обработке черновым резцом, сказывается на точности обработки чистовым резцом.
Предложенная оправка выполнена в виде трубы, на которой закреплен один резец, и стержня, расположенного внутри трубы и несущего другой резец. Такая конструкция повыщает точность и производительность обработки деталей.
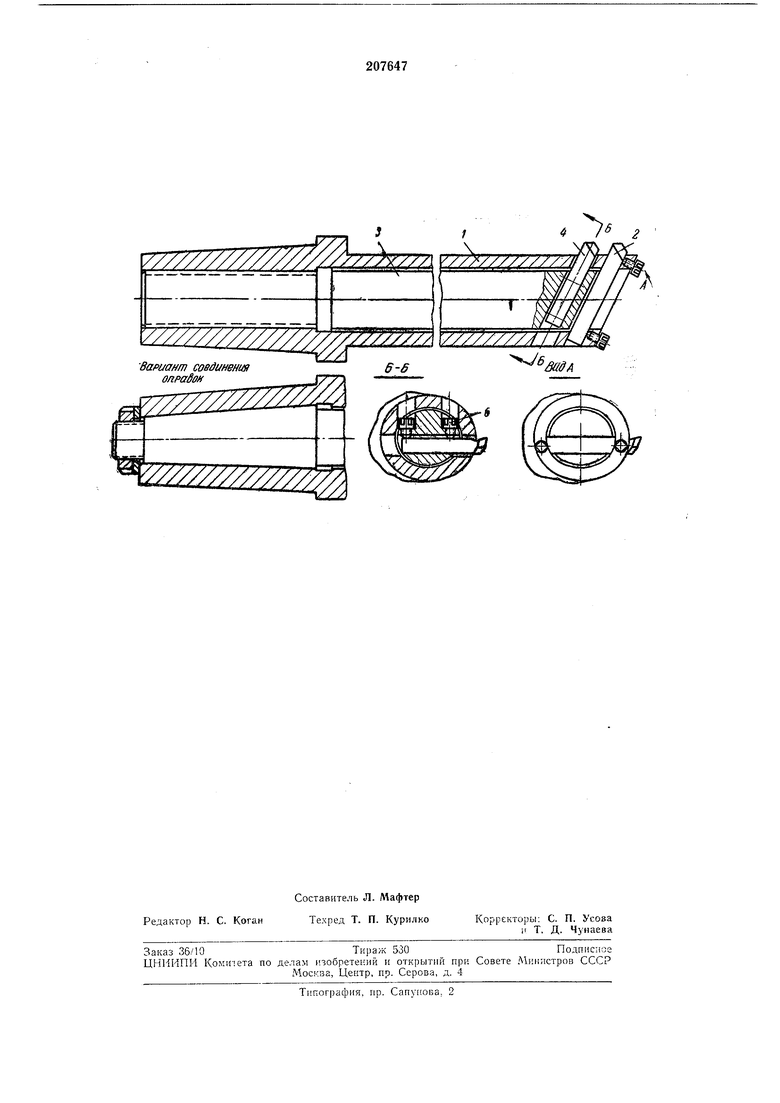
На чертеже изображена описываемая оправка.
Оправка состоит из трубы 1, на которой закреплен резец 2, и стержня 3, расположенного внутри трубы и несущего резец 4.
Резцы могут быть расположены диаметрально противоположно со смещением, равным величине продольной подачи на оборот, и закреплены в оправке винтами 5.
Предмет изобретения
Расточная оцравка для одновременной обработки черновым и чистовым резцами, отличающаяся тем, что, с целью повыщения точности и производительности обработки деталей, оправка выполнена в виде трубы, на которой закреплен один резец, и стержня, расположенного внутри трубы и несущего другой резец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Динамометрическая оправка | 1990 |
|
SU1830303A1 |
| РАСТОЧНАЯ ОПРАВКА | 1972 |
|
SU332931A1 |
| Расточная оправка | 1979 |
|
SU776768A2 |
| Росточная оправка | 1979 |
|
SU872045A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| КОНСОЛЬНАЯ РАСТОЧНАЯ ОПРАВКА U | 1971 |
|
SU319391A1 |