(54) РАСТОЧНАЯ ОПРАВКА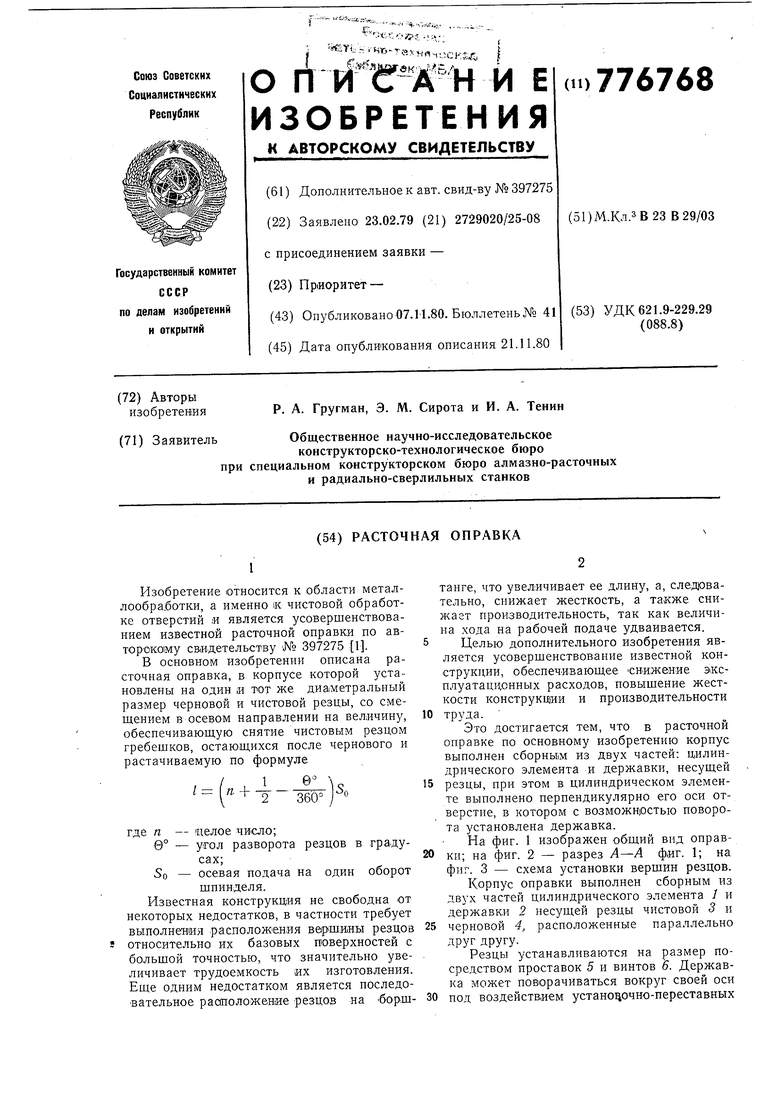
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ОПРАВКА | 1973 |
|
SU397275A1 |
| Росточная оправка | 1979 |
|
SU872045A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| КОНСОЛЬНАЯ РАСТОЧНАЯ ОПРАВКА U | 1971 |
|
SU319391A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Расточная оправка | 1980 |
|
SU994141A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
Изобретение относится к области металлообра.ботки, а именно к чистовой обработке отверстий ;и является усовершенствованием известной расточной оправки по авторскому свидетельству № 397275 {.
В основном изобретении описана расточная оправка, в корпусе которой установлены на один и тот же диаметральный размер черновой и чистовой резцы, со смещением в осевом направлении на величину, обеспечивающую снятие чистовым резцом гребешков, остающихся после чернового и растачиваемую по формуле
где л - целое
6° - угол разворота резцов в градусах;So - осевая подача на один оборот
шпинделя.
Известная конструкция не свободна от некоторых недостатков, в частности требует выполнения расположения вершины резцов относительно их базовых П10верхностей с большой точностью, что значительно увеличивает трудоемкость их изготовления. Еще одним недостатком является последовательное расположение резцов на борштанге, что увеличивает ее длину, а, следовательно, снижает жесткость, а также снижает производительность, так как величина хода на рабочей подаче удваивается.
5 Целью дополнительного изобретения является усоверщенствование известной конструкции, обеспечивающее снижение эксплуатаци/онных расходов, повышение жесткости КОНСТРУКЦИЕЙ и производительности
10 труда.
Это достигается тем, что в расточной оправке по основному изобретению корпус выполнен сборным из двух частей: цилиндрического элемента и державки, несущей
15 резцы, при этом в цилиндрическом элементе выполнено перпендикулярно его оси отверстие, в котором с возможн10стью поворота установлена державка.
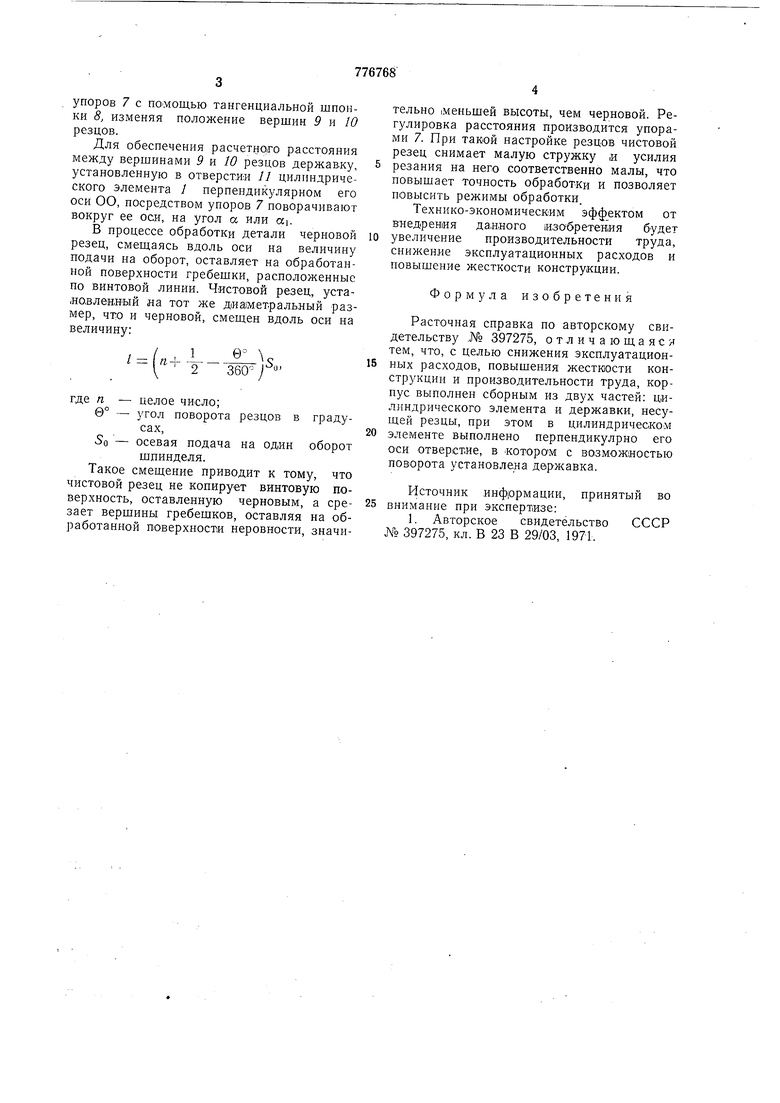
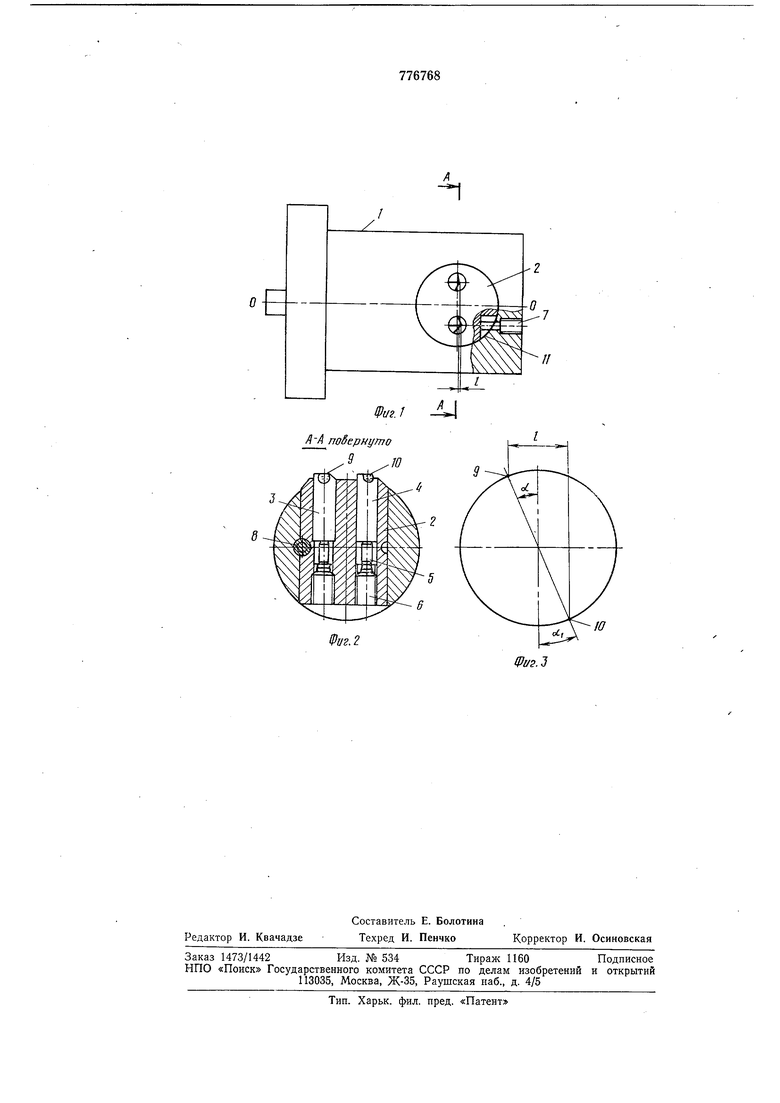
На фиг. 1 изображен общий вид оправ20 ки; на фиг. 2 - разрез А-А фиг. 1; на
фиг. 3 - схема установки вершин резцов.
Корпус оправки выполнен сборным из
двух частей цилиндрического элемента / и
державки 2 несущей резцы чистовой 3 и
25 черновой 4, расположенные параллельно друг другу.
Резцы устанавливаются на размер посредством проставок 5 и винтов 6. Державка может поворачиваться вокруг своей оси
30 под воздействием устанодочно-переставных
упоров 7 с по-мощью тангенциальной шпонки 8, изменяя положение вершин 9 и 10 резцов.
Для обеспечения расчетного расстояния между вершинами 9 и 10 резцов державку, установленную в отверстии // цилиндрического элемента / перпендикулярном его оси ОО, посредством упоров 7 поворачивают вокруг ее оси, на угол а или aj.
В процессе обработки детали черновой резец, смещаясь вдоль оси на величину подачи на оборот, оставляет на обработанной поверхности гребешки, расположенные по винтовой линии. Чистовой резец, уста.новленлый на тот же диаметральный размер, что и черновой, смещен вдоль оси на величину:
l-U ® S .-,- 2
где п - целое число;
6° - угол поворота резцов в градусах, So - осевая подача на один оборот
шпинделя.
Такое смещение приводит к тому, что чистовой резец не копирует винтовую поверхность, оставленную черновым, а срезает вершины гребешков, оставляя на обработанной поверхности неровности, значительно Меньшей высоты, чем черновой. Регулировка расстояния производится упорами 7. При такой настройке резцов чистовой резец снимает малую стружку ,и усилия
резания на него соответственно малы, что повышает точность обработки и позволяет повысить режимы обработки.
Технико-экономическям эффектом от внедрения да нного |ИзОбретен1НЯ будет
увеличение производительности труда, снижение эксплуатационных расходов и повышение жесткости конструкции.
Формула изобретения
Расточная справка по авторскому свидетельству .№ 397275, отличающаяся тем, что, с целью снижения эксплуатационных расходов, повышения жесткости конструкции и производительности труда, корпус выполнен сборным из двух частей: цилиндрического элемента и державки, несущей резцы, при этом в цилиндрическом
элементе выполнено перпендикулрно его оси отверстие, в «отором с возможностью поворота установлена державка.
Источник инфррмации, принятый во внимание при экспертизе:
ЯА побернуто -Ю
Фиг. 2
10
