il
Штампы для полугорячей штамповки стальных заготовок, содержаш ие пуансон и матрицу, известны.
Предлагаемый штамп отличается от известных тем, что матрица выполнена из немагнитного материала и оснащена двумя коаксиальными обмотками, одна из которых подключена к сети переменного тока, а другая является источником электрического сигнала начала фазового преврашения.
Такая конструкция штампа обеспечивает повышение пластичности штампуемого металла и снижение деформирующего усилия путем штамповки точно в интервале фазового превращения.
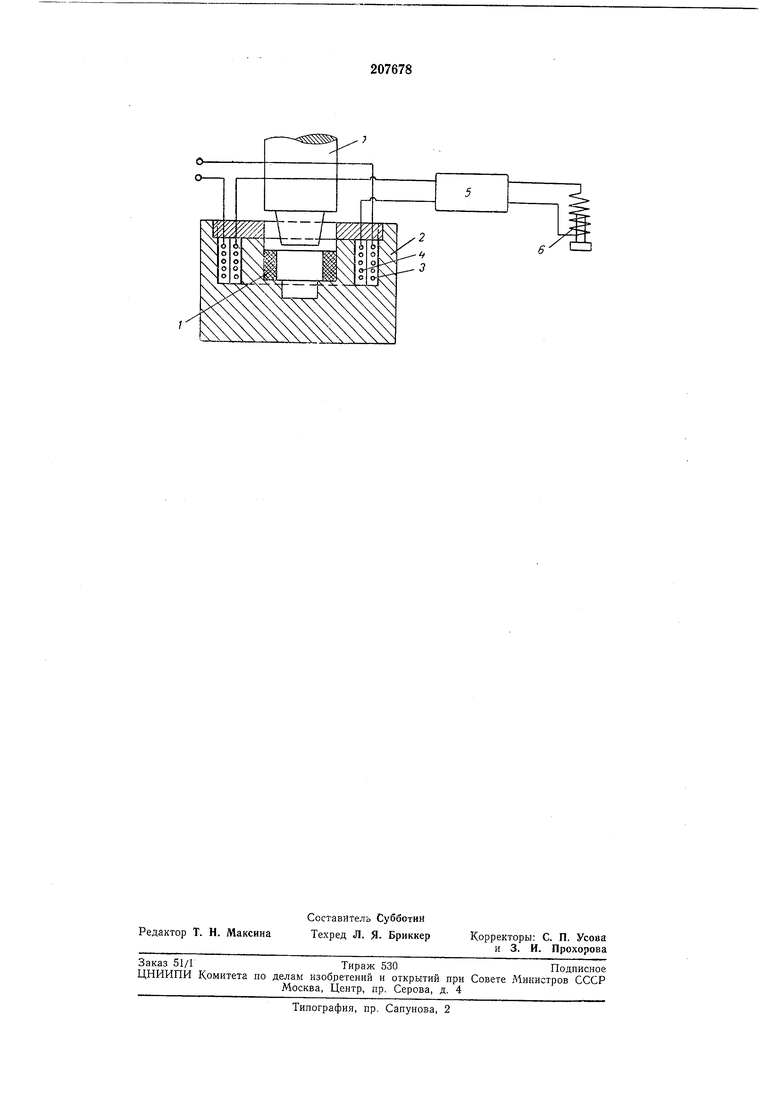
Схема предложенного штампа изображена на чертеже.
Штамп работает следующим образом. Заготовку 1, нагретую до температуры, несколько выше интервала фазового превращения, помещают в матрицу 2, выполненную из немагнитного материала.
В теле матрицы вокруг ручья имеется специальная кольцевая полость, внутри которой в соответствующей электрической изоляции уложены две коаксиальные обмотки 3 к 4.
ка в первичную обмотку 3 во вторичной обмотке 4 индуцируется ток, величина которого пропорциональна величине магнитной проницаемости материала сердечника (в данном случае - стальной заготовки).
Охладившись в штампе до температуры начала фазового превращения, стальная заготовка начинает переходить из парамагнитного состояния в ферромагнитное, в результате
чего начинает резко меняться магнитная проницаемость заготовки, а следовательно, и ток во вторичной обмотке. Этот ток усиливается усилителем 5 и подается на обмотку электромагнитного реле 6 в системе включения пресса, после чего пуансон 7 производит деформацию заготовки.
Предмет изобретения
Штамп для полугорячей штамповки стальных заготовок, содержащий пуансон и матрицу, отличающийся тем, что, с целью повышепия пластичности штампуемого металла и снижения деформирующего усилия путем щтамповки точно в интервале фазового превращения, матрица выполнена из немагнитного материала и оснащена двумя коаксиальными обмотками, одна из которых подключена к сети переменного тока, а другая является источником электрического сигнала начала фазового превращения.
г-
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОЛУГОРЯЧЕГО ДЕФОРМИРОВАНИЯ СТАЛЬНЫХ ЗАГОТОВОК | 1972 |
|
SU349458A1 |
| ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ ——пд/;-;п'--^О~'~ЧА1 ^^ -. ! , / ^«^ I .._ » t Лл | 1971 |
|
SU305004A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Штамп для деформирования металлов | 1970 |
|
SU374913A1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ УДАЛЕНИЯ ПОКОВКИ ИЗ ШТАМПА | 2017 |
|
RU2662280C1 |
| Способ испытания листового материала на штампуемость | 1991 |
|
SU1791058A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |