(54) ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ
1
Изобретение относится к кузнечно-штамповочному производству.
Известен штамп для деформирования металлов в процессе фазовых превращений, содержащий пуансон, установленные на нижней плите матрицу с нагревателем и магнитометр для регистрации фазовых превращений.
Одлако известный щтамп не позволяет осуществлять нагрев заготовки непосредственно в щтампе и деформирование в состоянии фазовых превращений немагнитных материалов, а также термоциклирование для создания мелкодисперсной структуры металла.
С целью расширения технологических возможностей предлагаемый щтамп снабжен смонтированными на плите внутри корпуса магнитометра дополнительным регистратором фазовых превращений по изменению электрического сопротивления и электроконтактным нагревателем заготовки, расположенными с двух диаметрально противоположных сторон последней. Для обеспечения равномерного нагрева корпус магнитометра выполнен с радиальными отверстиями, обеспечивающими подачу воздуха в зону нагрева заготовки.
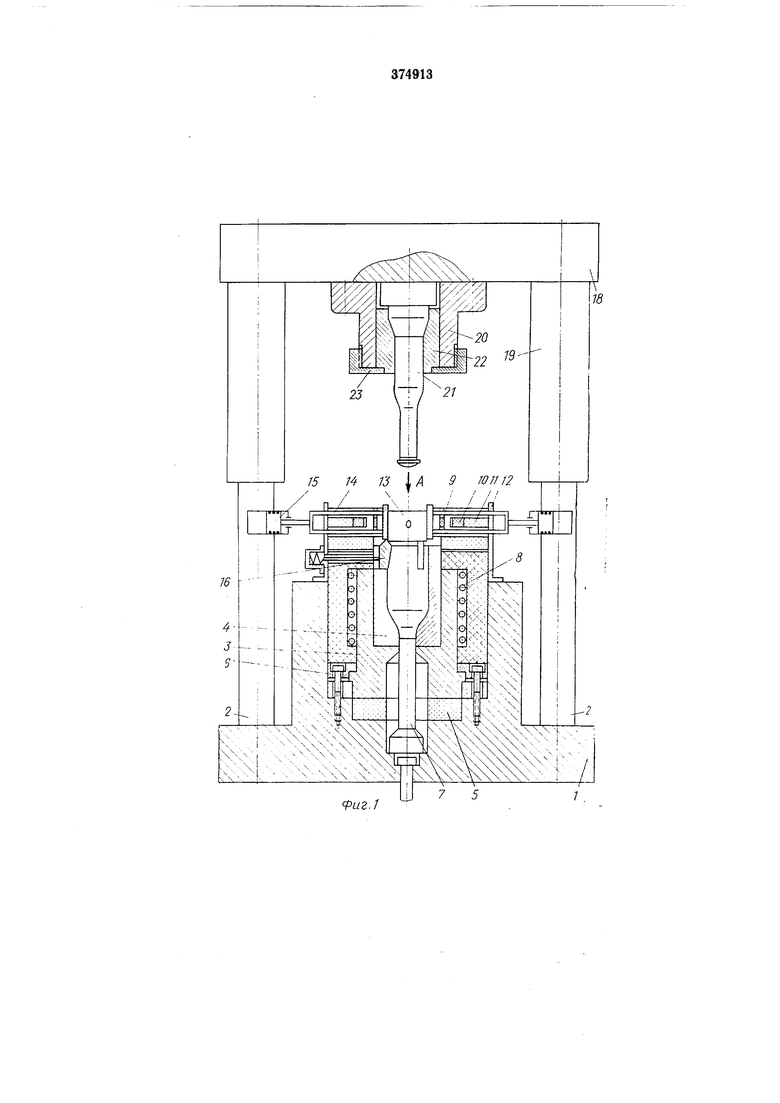
На фиг. 1 представлен предлагаемый штамп, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
Штамп содержит нижнюю плиту 1, в которой установлены направляющие колонки 2, матрица, состоящая из внешнего бандажа 3 и внутренней вставки 4, смонтированных на теплоизолирующей прокладке 5, а также
прижим 6 и выталкиватель 7. Вокруг матрицы расположен электрический нагреватель 8. Сверху матрицы соосно с ее ручьем установлена катушка 9 магнитометра, выполненная в виде резервуара, внутрь которого подается
под давлением |Воздух. В корпусе магнитометра выполнены радиальные отверстия, обеспечивающие подачу воздуха в зону нагрева заготовки. На корпусе катушки намотаны первичная 10 и вторичная 11 обмотки,
служащие для регистрации фазовых превращений по изменению магнитной проницаемости заготовки. Внутри корпуса расположены контакты 12 электронагревателя для нагрева заготовки 13. Контакты соединены посредством тяг 14 с пневмоцилиндрами 15, обеспечивающими подвод и отвод их от заготовки.
Заготовки в зоне нагрева удерживаются посредством подпружиненных иолзушек 16. Для регистрации фазовых превращений немагнитных материалов внутри корпуса магнитометра расположен дополнительный регистратор фазовых превращений по изменению электрического сопротивления, выполненный в виде двух контактов 17. Электроконтактный
нагреватель и дополнительный регистратор
расположены с двух диаметрально противоположных сторон заготовки. Контакты этих узлов охлаждаются водой. Подвод и отвод контактов дополнительного регистратора производятся посредством пневмоцилиндров (на чертеже не показаны).
На верхней плите 18 закреплены две направляющие втулки 19, а также пуансонодержатель 20 с пуансоном 21, центрирующее кольцо 22 и прил имная гайка 23.
Штамп работает следующим образом.
Заготовку устанавливают в зону нагрева, где она удерл :ивается подпружиненными ползущками. Посредством нневмоцилиндров к заготовке подводятся контакты 12, включенные в цепь. Происходит нагрев заготовки. Для равномерного нагрева по сечению заготовки поверхность ее охлаждается воздухом, подаваемым через отверстия в корпусе магнитометра. После нагрева заготовки до температуры Асз + 30° эти контакты отводят и подводят контакты 17, регистрирующие изменение электросопротивления в интервале фазовых превращений. Для магнитных материалов одновременно регистрируется и изменение магнитной проницаемости магнитометром.
Матрица нагревается до темнературы, несколько меньшей, чем температура отпуска (-550°С) материала матрицы.
Для получения мелкозернистой структуры производят термоциклирование, для чего заготовку нагревают до температуры, Асз + 30°, затем охлаждают струей воздуха до Ас, после чего повторяют нагрев и охлаждение. Для различных материалов количество циклов различное. Пагрев до заданных температур
контролируется реле, которое включено в цепь питания контактов для нагрева заготовки. Управление отводом и подводом контактов
12 и 17 осуществляется посредством реле времени, подающего сигналы на рабочие органы механизмов включения пневмоцилиндров. После термоциклирования подача воздуха прекращается.
По достижении заготовкой температуры начала фазовых превращений регистрирующие устройства изменения электросопротивления или магнитной проницаемости лодают сигналы на отвод контактов и включение пресса
на рабочий ход. Заготовка дефор мируется точно в интервале фазовых превращений.
Формула изобретения
1.Штамп для деформирования металлов в процессе фазовых превращений, содержащий
пуансон, установленные на нижней плите матрицу с нагревателем и магнитометр для регистрации фазовых превращений, отличающийся тем, что, с целью расширения технологических возможностей, штамп снабжен смонтированными на плите внутри корпуса магнитометра дополнительньш регистратором фазовых превращений по изменению электрического сопротивления и электроконтактным нагревателем заготовки, расположенными с двух диаметрально противоположных сторон последней.
2.Штамп по п. 1, отличающийся тем, что, с целью обеспечения равномерного нагрева, корпус магнитометра выцолнен с радиальными отверстиями, обеспечивающими подачу воздуха в зону нагрева заготовки.
иг.1
7 5
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ ——пд/;-;п'--^О~'~ЧА1 ^^ -. ! , / ^«^ I .._ » t Лл | 1971 |
|
SU305004A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ | 1973 |
|
SU372780A1 |
| Способ пульсирующей холодной штамповки истечением и устройство для его осуществления | 1957 |
|
SU113652A1 |
| Способ изготовления биметаллических изделий | 1980 |
|
SU941084A1 |
| Способ изготовления полых конических изделий с дном | 1980 |
|
SU1053941A1 |
| Способ изготовления деталей из полых полуфабрикатов | 1986 |
|
SU1423226A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |