Изобретеиие относится к области обработки металлов давлением и может быть использовано для полугорячего деформирования стальных заготовок.
В настоящее время для полугорячего деформирования стальных заготовок применяегся устройство - штамп, содержащий пуапсон и матрицу, выполненную из немагнитного материала и оснащенную двумя коаксиальными обмотками, одна из которых подключена к сети неременного тока, а другая является источником электрического сигнала начала фазового превращения.
Однако, существующее устройство обладает рядом существенных недостатков: оно не позволяет получать большие конечные деформации ввиду кратковременности нребывания стальной заготовки в состоянии сверхнластичиости из-за быстрого снижения температуры заготовки и окончания процесса фазового превращения в ней, особенно при штамповке сталей, имеющих небольшой температурный интервал превращения. Устройство имеет сложную конструкцию матрицы штампа, содержащей специальную кольцевую полость и электрические обмотки в ней. Такая конструкция матрицы услол няет н удорожает ее изготовление, а нодключение одной из обмоток к сетн неременного тока новышает требование техники безопасности нри работе с такими штампами.
Кроме того, для такого устройства характериа технологическая ограниченность, т. е. невозможность его прнменения, нанример, ири включении, редуцировании, прессовании и т. д. Данное изобретение позволяет исключить указаииые недостатки за счет увеличения выдержки заготовки при температуре фазового
превращения и автоматического поддержания заданного температурного режима. При этом обмотка, подающая сигнал начала фазового превращения, электрически связана с источником переменного тока через промежуточные
элементы: трансформатор, выпрямитель, компенсатор, усилитель, анализатор, реле времени и контактор. Одна обмотка трансформатора соедннена с диагональю выпрямительного моста, а другая диагональ моста присоедииена через последовательно соединенные компенсатор, усилитель и анализатор к пусковой системе пресса и к реле времени, причем реле времени связано с контактором в цепи питания обмотки переменным током.
Примененная в устройстве конструкцня обеспечивает длительное (в течение цикла деформирования) формоизменение заготовки в режнме сверхпластичности, что позволяет осуществлять формоизменение с большими стеной конфигурации из высокопрочных сталей с высокой степенью точности и с малообезуглероженной поверхностью.
Кроме того, значительно увеличивается стойкость матрицы и пуансона вследствие снижения температурных интервалов штамповки и удельных давлений в полости штампа.
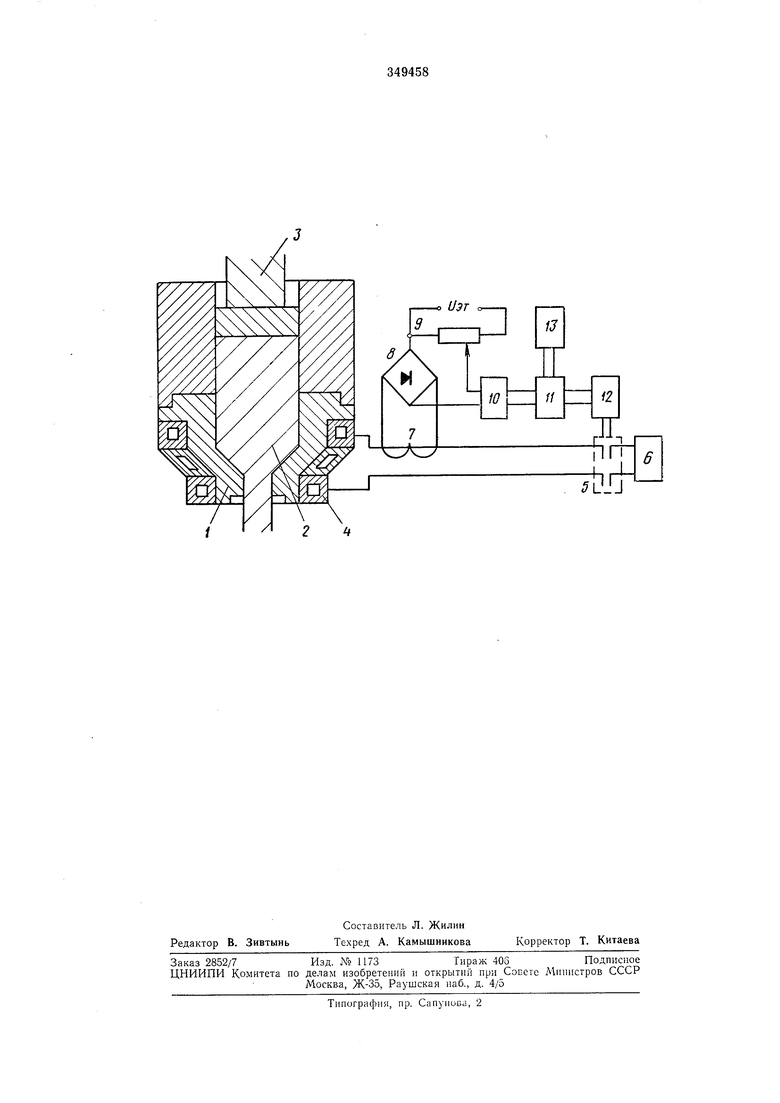
Предлагаемое устройство схематически изображено на чертеже. Устройство состоит из матрицы }, в которую помещают стальную заготовку 2, пуансона 3 и обмотки переменного тока 4, соединенной через контактор 5 с источником переменного тока 6. Устройство включает в себя также трансформатор 7, связанный с обмоткой 4 и с диагональю выпрямительного моста 8. Вторая диагональ моста соединена через компенсатор 9, усилитель 10 и анализатор 11 с реле времени /2 и с электромагнитным реле 13 в системе включения пресса. Реле времени 12 также связано с контактором 5 в цепи питания обмотки переменным током.
Работа устройства осуш,ествляется следуюш,им образом.
Стальную заготовку помещают в матрицу, а затем нагревают ее обмоткой. По мере нагрева температура заготовки приближается к интервалу температур фазового превращения, которое сопровождается резким изменением магнитной проницаемости заготовки, что вызывает соответствующее уменьшение тока обмотки. Уменьшение тока обмотки вызывает, в свою очередь, пропорциональное уменьшение напряжения на обмотке трансформатора. Выпрямленное напряжение трансформатора сравнивается с эталонным напряжением компенсатора, где падение напряжения трансформатора за счет резкого уменьшения магнитной проницаемости заготовки выделяется как сигнал фазового превращения. Этот сигнал усиливается при помощи усилителя и подается на анализатор, представляющий собою пороговое устройство, выполненное по схеме триггера Шмидта. В определенный момент анализатор подает импульс, определяя начало деформирования заготовки путем включения пусковой системы пресса. Одновременно импульс анализатора подается на реле времени, которое, срабатывая, отключает контактором питание обмотки переменным током. Начинающееся
формоизменение в интервале фазового превращения происходит в процессе остывания заготовки, которому способствует водоохлаждаемая обмотка.
Через некоторое время, определяемое скоростью остывания заготовки или времени обратного фазового превращения, реле времени включает контактор. На обмотку поступает напряжение от источника питания, и процесс
формоизменения заготовки в интервале фазового превращения продолжается, но уже в процессе нагрева, т. е. в процессе прямого фазового превращения. В процессе нагрева вновь падает магнитная проницаемость заготовки и устройство повторяет свою работу.
Процесс деформирования стальной заготовки
в состоянии сверхпластичности продолжается
до полного формоизменения.
Данное изобретение может быть использовано для многих технологических операций обработки металлов давлением, таких, как прессование, выдавливание, высадка, редуцирование, формовка, волочение, калибровка и др.
Предмет изобретения
Устройство для полугорячего деформирования стальных заготовок, содержащее пуансон
и матрицу со встроенной в нее обмоткой, подающей сигнал начала фазового превращения, усилитель и электромагнитное реле, встроенное в пусковую систему пресса, отличающееся тем, что, с целью увеличения выдержки заготовки при температуре фазового превращения и автоматического поддержания заданного температурного режима, обмотка, подающая сигнал начала фазового превращения, электрически связана с источником переменного тока посредством промежуточны-: элементов: трансформатора, выпрямителя, компенсатора, усилителя, анализатора, реле времени и контактора, при этом одна обмотка трансформатора соединена с диагональю выпрямительного моста, другая диагональ моста присоединена через последовательно соединенные компенсатор, усилитель и анализатор к пусковой системе пресса и к реле времени, причем реле времени связано с контактором в
цепи питания обмотки переменным током.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство полугорячего деформирования заготовок | 1972 |
|
SU499134A1 |
| ШТАМП ДЛЯ ПОЛУГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНЫХЗАГОТОВОК | 1968 |
|
SU207678A1 |
| ШТАМП ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ ——пд/;-;п'--^О~'~ЧА1 ^^ -. ! , / ^«^ I .._ » t Лл | 1971 |
|
SU305004A1 |
| Установка для прямого силицирующего обжига карбидкремниевых электронагревателей | 1982 |
|
SU1072290A1 |
| Электропривод стабилизированной частоты вращения | 1983 |
|
SU1149362A2 |
| ЭЛЕКТРОПРИВОД НАМАТЫВАЮЩЕГО УСТРОЙСТВА | 1973 |
|
SU386471A1 |
| Устройство для автоматического регулирования и распределения мощности между агрегатами электростанции | 1949 |
|
SU81227A2 |
| УСТРОЙСТВО для ЗАЩИТЫ и УПРАВЛЕНИЯ ФИДЕРОМ | 1968 |
|
SU207965A1 |
| УСТРОЙСТВО для РАСКАЧКИ СЛЕДЯЩИХ СИСТЕМ"— | 1972 |
|
SU331369A1 |
| Осветительное устройство | 1978 |
|
SU764155A1 |