Изобретение касается станка для обработки бревен в цилиндрическую форму путем проведения укрепленного на центрах в тележках бревна вдоль оси патрона с резцами внутри него. В предлагаемом станке внутри неподвижного патрона помещены круговой конический резец для оформления, бревна в цилиндр и радиально расположенные резцы для разделения на части удаляемой древесины. Обрабатываемое бревно укрепляется на тележке, перемещаемой при помощи электромотора.
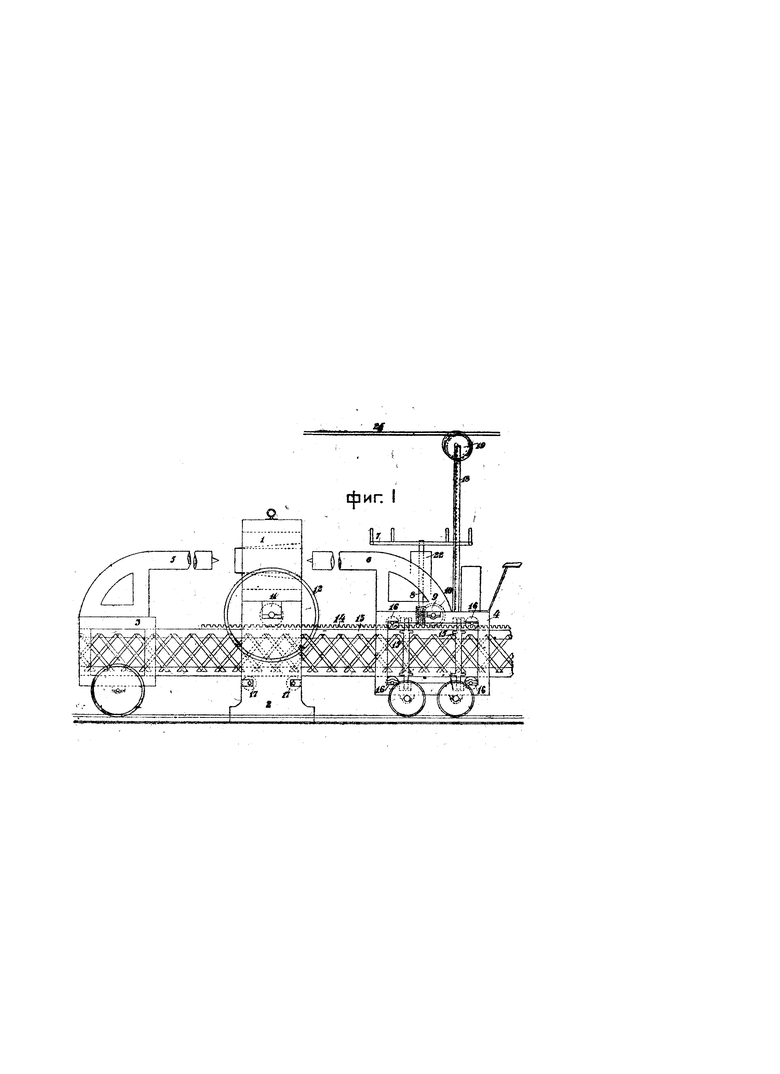
На прилагаемом чертеже фиг. 1 изображает вид станка сбоку; фиг. 2 - вид спереди патрона с резцами; фиг. 3 - продольный разрез патрона по А-В на фиг. 2.
На станине 2 (фиг. 1) укреплен патрон 1, внутри которого помещены круговой конический резец 23 (фиг. 2 и 3) и радиальные резцы 24. Для поддержания обрабатываемого бревна служит тележка, состоящая из бабки 3, к которой прикреплена балка 13, проходящая сквозь станину 2, и из бабки 4, охватывающей балку 13. Длина балки 13 должна соответствовать наибольшей длине подлежащих обработке бревен. В бабке 4 балка проходит между горизонтальными роликами 16 и вертикальными 15; другой конец балки, во избежание перевеса, поддерживается парой колес на общей оси. К бабкам 3 и 4 прикреплены шпиндели 5 и 6 такой длины, чтобы при приближении той или другой бабки вплотную к станине 2 концы шпинделей выступали из патрона 1 по другую его сторону.
Для передвижения балки 13 внутри бабки 4 служит ручной маховичок 7, ось которого помещена в выступе 22 бабки 4 и снабжена бесконечным винтом 8, приводящим во вращение червячное колесо 9, сидящее на общей оси с зубчатым колесом 10, которое сцепляется с зубчатой рейкой 14, укрепленной на балке 13.
Для передвижения всей тележки служит электромотор, передающий вращение шкиву 12 с шестерней 11, сцепленной с зубчатой рейкой 14. Установленные в станине 2 ролики 17 служат для предупреждения прогиба балки 13.
Бревно, предназначенное для обработки, подкатывается к патрону на лежнях, находящихся на одном уровне со шпинделями 5 и 6; с лежней бревно при помощи талей приводится в такое положение, чтобы заранее, намеченные на его торцах центры приходились против центров шпинделей; после этого бабку 4 посредством ручного маховичка 7, червячной передачи 8, 9 и реечного 10, придвигают к бабке 3 настолько, чтобы бревно оказалось между шпинделями 5 и 6, между которыми его и зажимают. После укрепления бревна вся поддерживающая его система под действием электромотора посредством шкива 12, шестерни 11 и зубчатой рейки 14 передвигается слева направо (рабочий ход), при чем зажатое бревно проходит сквозь патрон 1 с резцами, оформляется ими и принимает стандартный вид. Затем обработанное бревно освобождается от зажимов и удаляется из установки. Для приема следующего бревна мотору сообщается обратный ход, и тележка передвигается в обратную сторону.
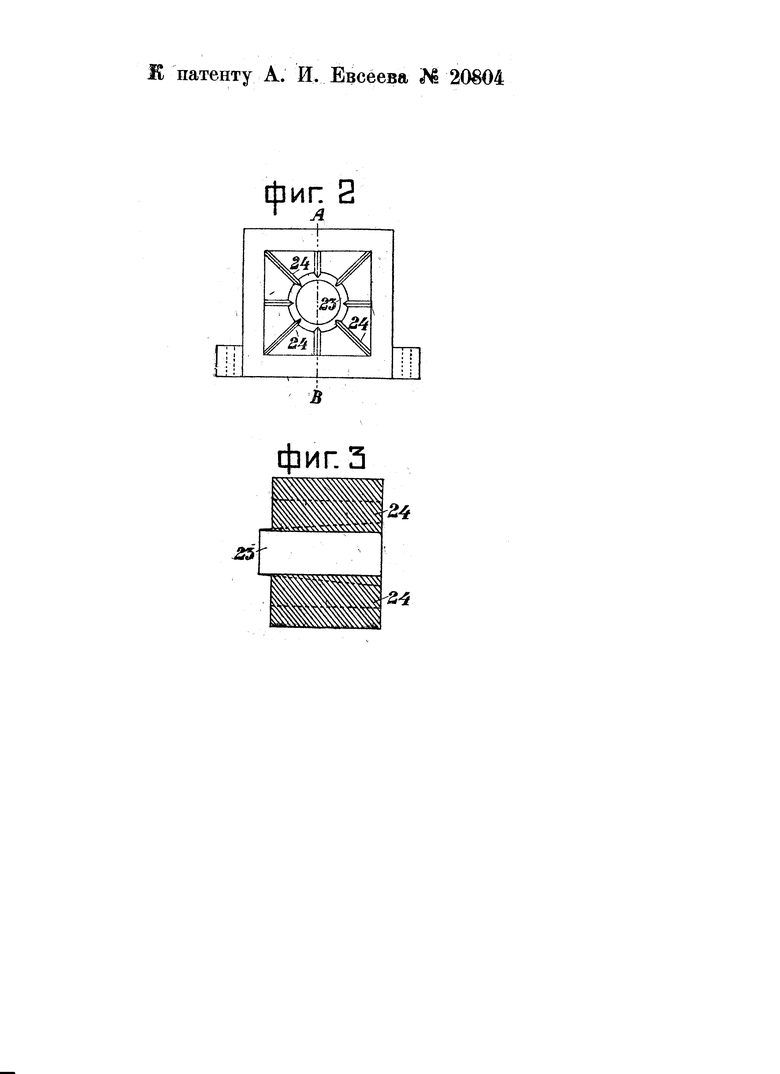
1. Станок для обработки бревен в цилиндрическую форму путем проведения укрепленного на центрах в тележках бревна вдоль оси патрона с резцами внутри него, характеризующийся применением помещенных в неподвижном патроне 1, кругового конического резца 23 (фиг. 2 и 3) для оформления бревна в цилиндр и радиально расположенных резцов 24 - для разделения на полосы излишков над оформленной частью.
2. В охарактеризованном в п. 1 станке применение тележки для поддержки и продвижения обрабатываемого бревна, состоящей из бабки 3, скрепленной с балкой 13, и бабки 4, охватывающей балку 13 и переставляемой в зависимости от длины бревна вдоль нее при помощи роликов 15 и 16 и передачи 8, 9, 10, 14, при чем для перемещения всей тележки от мотора служат шкив 12 и реечная передача 11, 14.
