Станки для обработки лопастей гребных винтов способом строгания известны.
В предлагаемом станке резцедержатели боковых супортов располагаются так, что при движении ползуна вперед обрабатывается резцом рабочая сторона лопасти, а при движении ползуна назад обрабатывается тыльная сторона лопасти, т. е. в станке предусмотрено использование хода станка в обоих направлениях.
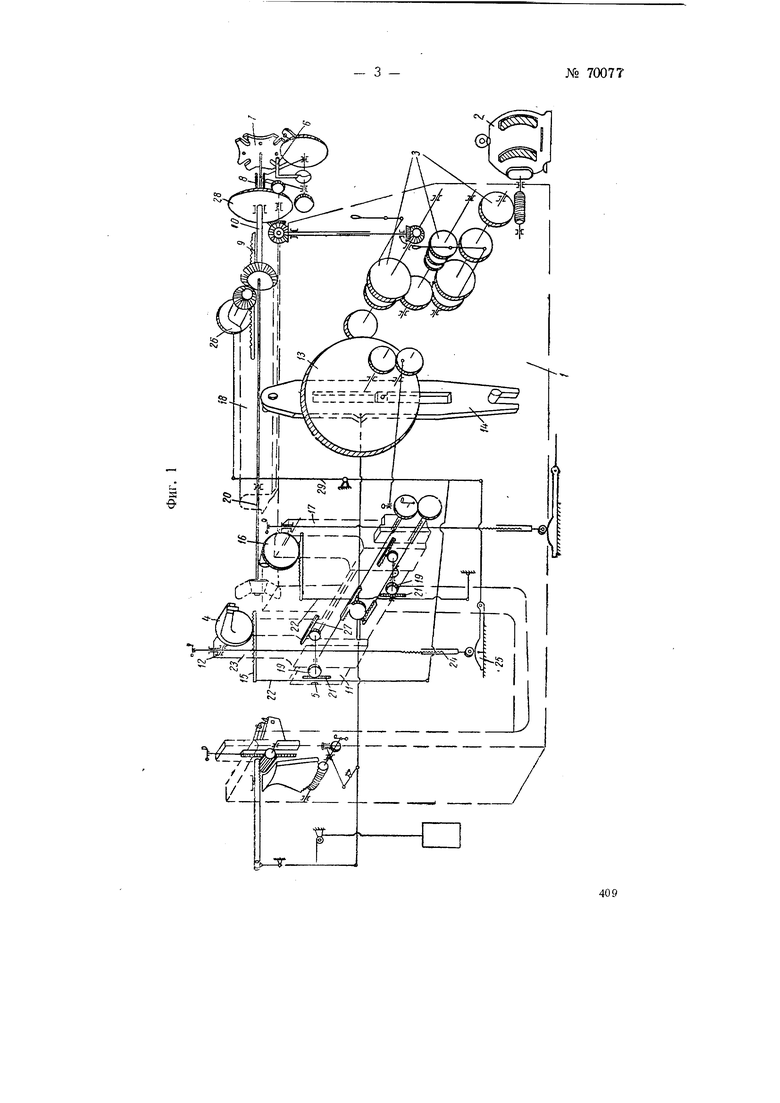
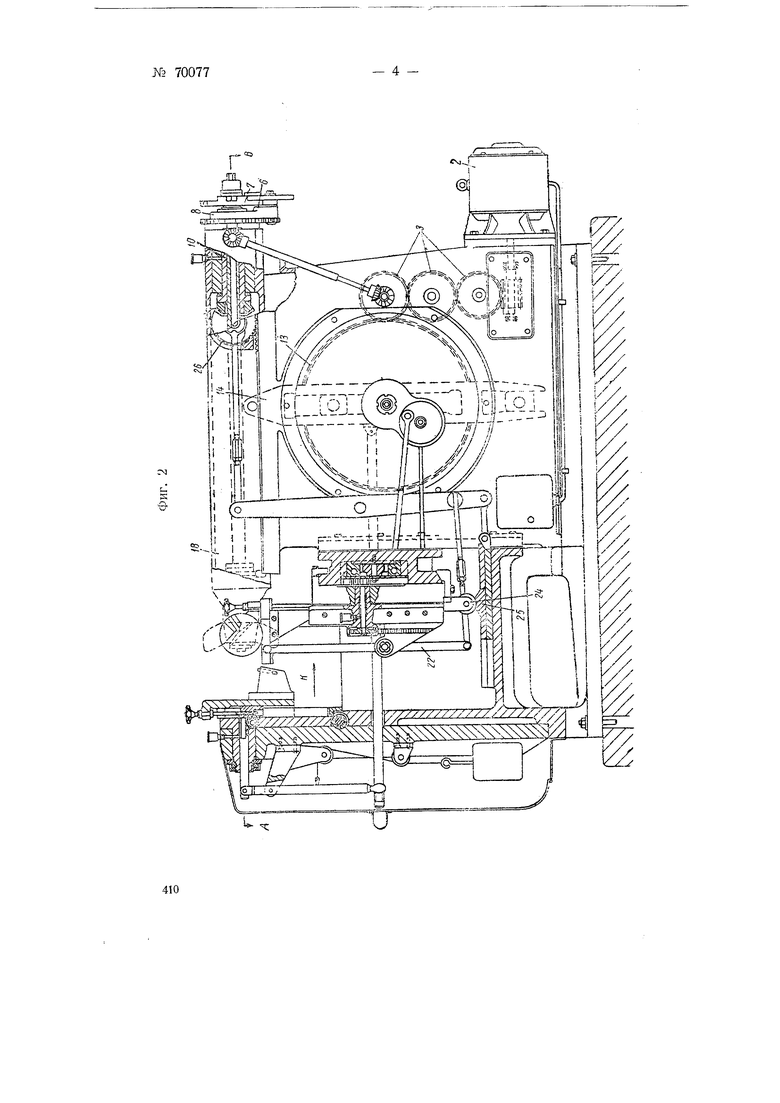
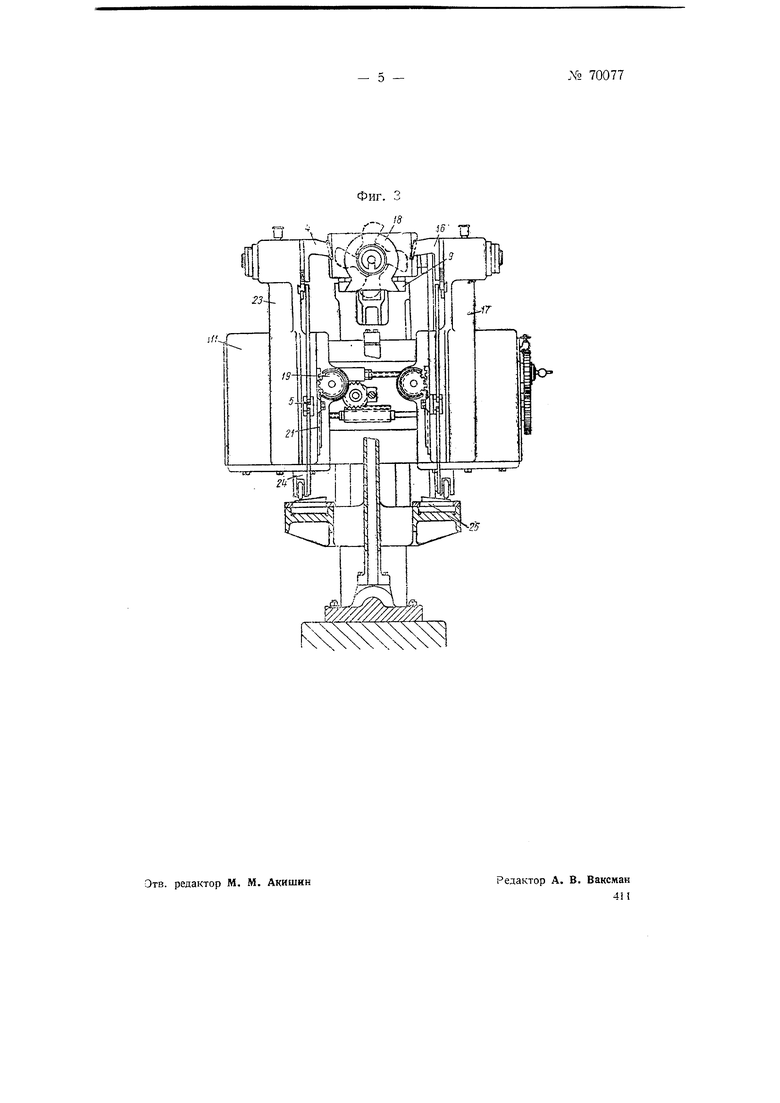
На фиг. 1 изображена кинeмaтичeJ екая схема станка, на фиг. 2 - общий вид станка сбоку и на фиг. 3 - вид станка по стрелке К.
К станине 7 станка прикреплен электромотор 2 или шкив, передающий через коробку скоростей 3 движение кулисной шестерне 73 кулисы 14, которая приводит в возвратнопоступательное движение ползун 18, перемещающийся в направляющих станины 1.
В подшипниках ползуна 18 установлен шпиндель 20, на переднем конце которого укрепляется обрабатываемый гребной винт.
Во время движения ползуна 18 шпиндель 20, перемещаясь вместе с
ползуном, получает еще вращательное движение. Клинья 9 ползуна на верхней своей части имеют нарезанную зубчатую рейку, сцепляющуюся с шестерней 26, через коническую шестерню передающую вращение шестерне 28, насаженной на втулке 10, на другом конце которой укреплен кронштейн 8, соединенный через фиксатор 6 с делительным диском 7, закрепленном на шпинделе 20.
На траверсе, укрепленной на вертикальных направляющих станины 7, с двух сторон установлены правый и левый резцовые супорты, один из которых предназначен для обработки рабочей стороны лопасти, а другой - для обработки тыльной.
Для обработки рабочей стороны лопастей на горизонтальных направляющих траверсы установлена бабка. На вертикальных направляющих бабки помещен супорт 23, перемещающийся в вертикальном направлении при помощи винта и маточной гайки 24.
В супорте 23 имеется поворотная ось 72, к которой прикрепляется сменный (правый и левый) резцедержатель 4. Для сохранения заданных
407
углов резания в любой точке обрабатываемой поверхности положение резца в процессе резания автоматически регулируется, при этом резец устанавливается в резцедержателе так, чтобы его вершина совпадала с поворотной осью последнего, тогда вершина резца остается неизменной по отношению к оси шпинделя.
На конце оси 72 резцедержателя посажена шестерня, сцепляюш;аяся с рейкой 15, которая перемещается в направляющих супорта 23. С рейкой 15 соединен также рычаг 22, имеющий на салазках 77 переменную ось качания 5 и другим концом соединенный, в случае обработки тыльной стороны лопасти, с рычагом 29. В месте прохода салазок 11 супорта на траверзе укреплена зубчатая рейка 27, с которой сцепляется шестерня, помещенная на кронштейне салазок. На валу этой шестерни укреплена шестерня 19, сцепляющаяся с рейкой 21, связанной с осью 5 качания рычага, в целях осуществления переменного положения оси качания рычага.
Перемещение оси 5 качания рычага заставляет рычаг 22 перемещать рейку 15, тем самым поворачивать ось 72 вместе с резцедержателем 4.
Для обработки тыльной стороны лопастей на горизонтальных направляющих траверзы установлена вторая бабка с супортом 77, несущим резцедержатель 16. Для обеспечения выпуклости тыльной стороны лопасти и изменения положения резца по высоте в каждом отдельном лопастном сечении, резцовый супорт устроен перемещающимся под воздействием подвижного копира 25, кинематически связанного с ползуном 18.
Для окончательной обработки поверхностей лопастей в каретки супортов 23 vi 17 вместо осей 72 резцедержателей устанавливаются быстроходные шлифовальные головки с индивидуальными электромоторами. Станок допускает вместо строгания лопастей осуществлять фрезерование. Для этого в каретки супортов 23 w. 17 нужно поместить фрезерные головки с индивидуальными электромоторами..
Предмет изобретения
1.Станок для обработки гребных винтов, закрепляемых на шпинделе, вращение которого кинематически связано с возвратно-поступательным движением несущего его ползуна, о тличающийся тем, что с целью использования ходов ползуна 18 в обоих направлениях для резания применены два боковых резцовых супорта, расположенных относительно обрабатываемого винта так, что при ходе ползуна в одном направлении один супорт обрабатывает рабочую сторону лопасти, а при ходе ползуна в обратном направлении второй супорт обрабатывает тыльную сторону лопасти.
2.Форма выполнения станка по п. 1, отличающаяся тем, что с целью обеспечения вьтуклости тыльной стороны лопасти обрабатывающий ее резцовый супорт устроен перемещающимся под воздействием подвижного копира 25, кинематически связанного с ползуном 18.
3.Форма выполнения станка по пп. 1 и 2, отличающаяся тем, что с целью сохранения углов резания резцов неизменными в любой точке обрабатываемой поверхности лопасти каждый супорт снабжен поворотной резцедержавкой, имеющей зубчатую нарезку для сцепления с рейкой, соединенной с одним концом рычага 22, имеющего переменную ось качания и соединенного в случае обработки тыльной стороны лопасти вторым концом с рычагом 29, являющимся элементом кинематической связи ползуна 18 с копиром 25.
u S
S e