Снятие облоя методом штамловки в большинстве случаев производится на штампах с матрицей, имеюш,ей достоянные размеры вырубного гнезда, причем габариты вырубного гнезда для постановки любой (по размерам) детали должны быть выполнены ло максимальным размерам детали. В силу этого при снятии облоя у деталей с размерами меньшими, чем максимальный, .возникает изгибаюш,ий
р момент М- I, который тем больше, чем мень i
ше габарит детали, то есть, чем больше зазор / между деталью и режуш,ими кром1ками матрицы. Так как сопротивление термореактивных материалов на изгиб меньше, чем на срез, то этим и объясняются частые сколы. В силу того, что при наличии зазоров изделие может смеш,аться в ту или иную сторону в гнезде матрицы и именно там, где зазор / будет максимальным, и появятся сколы.
В предлагаемом устройстве матрица состоит из 4-х частей, которые разводятся перед постановкой изделия (постоянного по конфигурации, но различного из-за неравномерной усадки материала и др.) и сводятся после ее постановки. Так как упором при смыкании является са-мо обрабатываемое изделие, то никаких зазоров между изделием и режуш:ими кромками матрицы -не остается, то есть нет |причин для возникновения сколов, а снятие
облоя идет за счет чистого среза его. Гнездо матрицы в сомкнутом состоянии, без изделия, равно контуру изделия по минимальным размерам.
Для того, чтобы не оставался грат в местах разъема матрицы, они (разъемы) выполнены косыми.
Съем облоя в отверстиях детали осуш,ествляется в Предложенном блоке с помош,ью плавающих пуансонов с косыми режущими кромками, что позволяет производить МНОГОИНСТ1рументальную наладку на обрабатываемую деталь с отверстиями любой конфигурации и произвольного расположения.
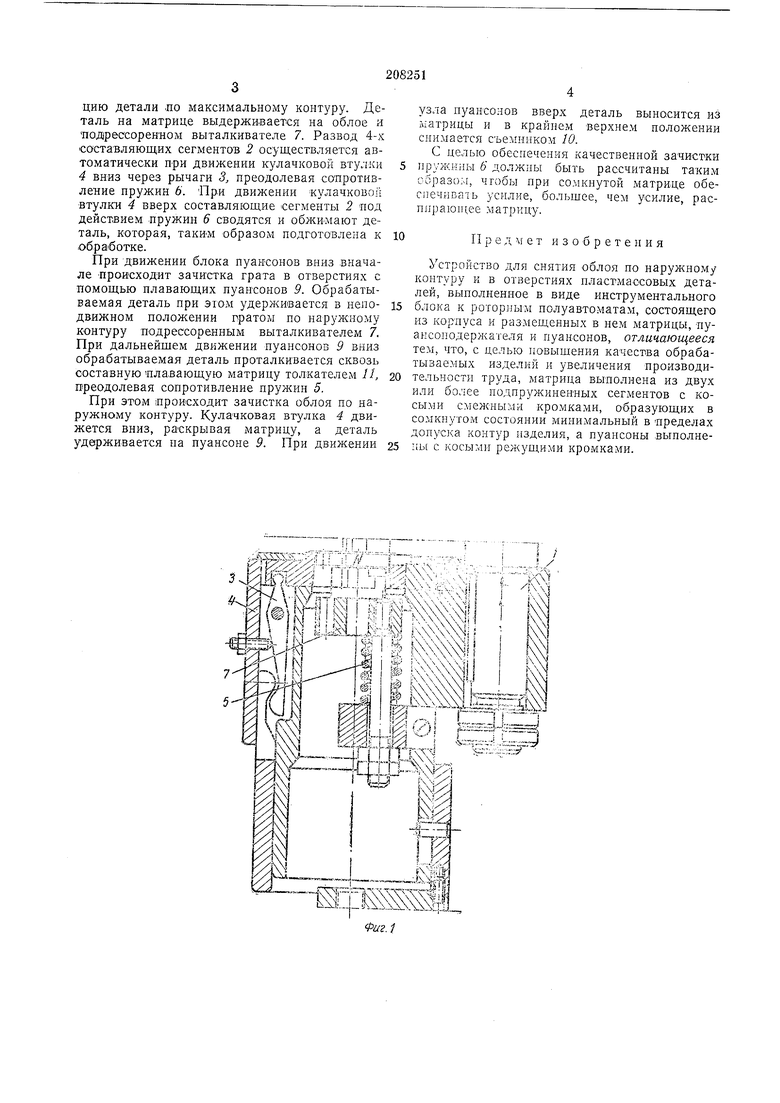
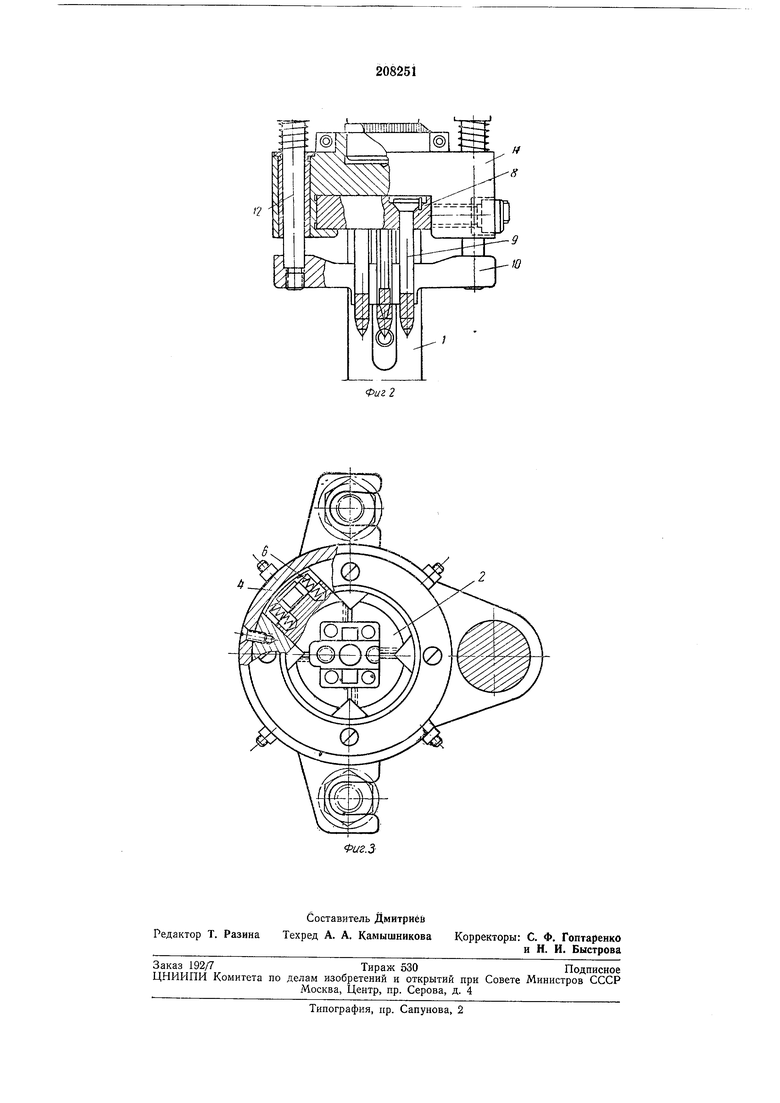
На фиг. 1 лриведен чертеж матрицы в разрезе; на фиг. 2 показан узел пуансонов; на фиг. 3 - план матрицы.
В корпусе 1 блока размешены матрица и пуансоны.
Матрица состоит из четырех подвижных сегментов 2, составляющих трофиль матрицы, приводных рычагов 3, кулачковой втулки 4, пружин 5, 6 и выталкивателя 7.
Узел пуансонов состоит из нуансонодержателя S, пуансонов 5, съемника 10, толкателя // и направляющих 12.
цию детали .по максимальному контуру. Деталь на матрице выдерживается на облое и подрессоренном выталкивателе 7. Развод 4-х составляющих сегментов 2 осуществляется автоматически при движении кулачковой втулки 4 вниз через рычаги 3, преодолевая сопротивление пружин 6. Пр.и движении кулачковой втулки 4 вверх составляющие сегменты 2 под действием лружин 6 сводятся и обжимают деталь, которая, такиМ образом подготовлена к o6pai6oTKe.
При движении блока пуансонов вниз вначале Происходит зачистка грата в отверстиях с помощью плавающих пуансонов 9. Обрабатываемая деталь при этом удерживается в неподвижном положении пратом по нарулшому контуру подрессоренным выталкивателем 7. При дальнейшем движении пуансонов 9 вниз обрабатываемая деталь проталкивается сквозь составнуюплавающую матрицу толкателем //, преодолевая сопротивление пружин 5.
При этом происходит зачистка облоя по наружному контуру. Кулачковая втулка 4 движется вниз, раскрывая матрицу, а деталь удерживается на пуансоне 9. При движении
узла пуансонов вверх деталь выносится из матрицы и в крайнем верхнем положении снимается съемником 10.
С целью обеспечения качественной зачистки пружины 6 должны быть рассчитаны таким сбразол, чтобы при сомкнутой матрице обеспечйса.1ь усилие, большее, чем усилие, распирающее матрицу.
Предмет изобретения
Устройство для снятия облоя по наружному контуру и в отверстиях пластмассовых деталей, выполненное в виде инструментального
блока к роторным полуавто.матам, состоящего из корпуса и размещенных в нел1 матрицы, пуаксоподержателя и пуансонов, отличающееся тем, что, с целью повышения качества обрабатываемых изделий и увеличения производительности труда, матрица выполнена из двух или более подпружиненных сегментов с косыми смежными кромками, образующих в сомкнутом состоянии минимальный Б пределах допуска контур изделия, а пуансоны выполнепь( с косыми режущими кромками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Вырубной штамп с эластичной матрицей | 1979 |
|
SU929280A2 |
I
