(54) ШТАМП ДЛЯ ВЫРУБКИ И ЗАЧИСТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистки вырубки и зачистки | 1976 |
|
SU597470A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Штамп совмещенного действия для пробивки отверстий,вырубки и зачистки контура деталей | 1975 |
|
SU564908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
| Вырубной штамп | 1982 |
|
SU1049144A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
I
Изобретение относится к технолоптческой оснастке для вырубки и зачистки деталей из листового материала и может бытьиспользовано в машиностроении, приборюстроении и других отраслях промышленности при вырубке и зачистке деталей на прессах простого действия.
Известен штамп для чистовой выруб- „ ки и зачистки деталей из листового материала на прессах простого действия, содержащий вырубную матрицу,имеющую в отверстии обратный конус 1-2, и зачистную, изготовленную с зазором jj к пуансону, составляющим 1% толщины штампуемого материала, выталкиватель, помещенный в отверстия зачистной матрицы и перемещаемый под действием толкателя пресса и тарельчатых пру- 20 жин 1.
Недостатком известного штампа йвляэтся необходимость пригонки пуансона к зачистной матрице, которая должна
обеспечить практически беззазорноё соединение.
Наиболее близким техническим решением является штамп для чистовой вырубки и зачистки, содержащий aepxj нюю плиту с закрепленной на ней зачистной матрицей, в отверстие которой помещен выталкиватель, возвращаемый в исходное положение пружинами. На нижней плите неподвижно закреплен пуансон, охватываемый съемником, над съемником расположена плавающая вырубная матрица с конусным отверстием 12.
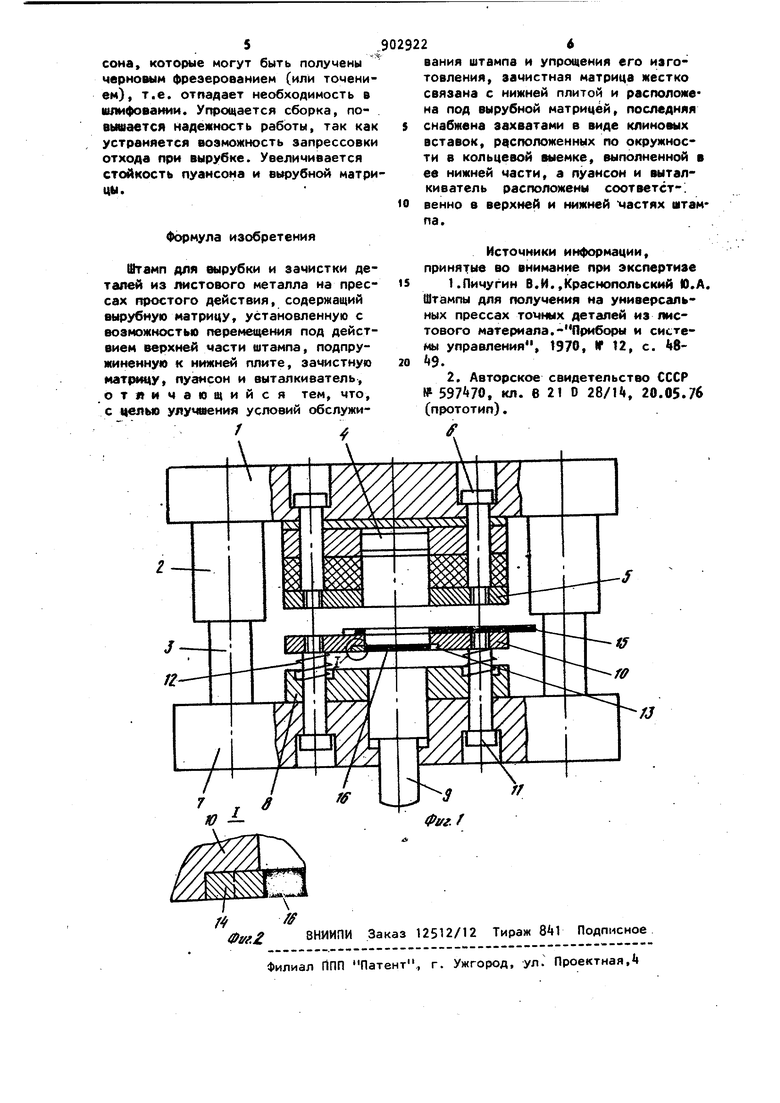
В этом штампе затруднен обзор зоны штамповки при работе по упорам, так как упоры зак(М)1ты вырубной матрицей, под которую подается полоса, затруднено удаление облоя при зачистке,возможно заклинивание пуансона и матриць. при вырубке деталей значительной длины по отношению к ширине. Кроме того, изготовление известного штампа связано с определенными сложное390тями, обусловленными наличием в выру ной матрице конусного отверстия. Целью изобретения является улучше ние условий обслуживания штампа и упрощение его изготовления. Для этого в штампе для вырубки и зачистки, содержащем вырубную матрицу, установленную с возможностью перемещения под действием верхней части штампа и подпружиненную к нижней плите, замистную матрицу, пуансон и выталкиватель, зачистная матрица жестко связана с нижней плитой и расположена под вырубной матрицей, последняя снабжена захватами в виде клиновых вставок, расположенных по окружности в кольцевой выемке, выпол ненной в ее нижней части, а пуансон и выталкиватель расположены соответственно в верхней и нижней частях штампа. На фиг. 1 показан предлагаемый штамп, общий фиг. 2 - узел Т на фиг, 1. Предлагаемый штамп содержит верхнюю плиту 1 с направляющими втулками 2, спаренными с направляющими колонками 3, на которой закреплен неподвижной вырубной пуансон Ц с охватывающим его прижимом 5, удерживаемым в верхнем положении винтами 6, уа нижней плите 7 установлена неподвижно зачистная матрица 8 с входящим в нее выталкивателем 9. Вырубная матрица .10 удерживается на некотором расстоянии над зачистной матрицей с помощью винтов 11 и упругого элемента 12. Рабочий контур вырубной матрицы выполнен эквидистантным контуру зачистной матрицы и больЬе ее по размерам на величину, равную 0,4-1,2 толщины штампуемого материала. В нижней части вырубной матрицы, обращенной к зачистной матрице, выполнена кольцевая ступень 13 высотой, ра ной 1-2 толщинам материала и глубиной, равной 0,3-0,7 толщины материа ла, в которой установлены клииовые захваты Н для захвата предваритель но вырубленной из полосы 15 заготов ки 16 перед зачисткой,при ходе вырубной матрицы 10 вверх. Штамп работает следующим образом Полоса 15 подается на зеркало вы рубной матрицы 10 до упора в фиксатор (на чертеже не показан), после чего осуществляется рабочий ход вни верхней части штампа, при этом прижим 5, охватывающий пуансон ,прижимает полосу 15 и сжимает упругий элемент 12 под плавающей вырубной матрицей 10 до момента, пока ее нижняя плоскость не коснетсй зеркала зачистной матрицы 8. В этот момент пуг ансон производит черновую вырубку заготовки 16, которая в конце хода через вырубную матрицу 10 набегает частью припуска на клиновые захваты k до момента выхода нижней плоскости заготовки 16 из один уровень с нижней плоскостью вырубной матрицы. На этом завершается наладочный рабочий ход штампа и при холостом ходе вверх полоса поднимается в исходное положение, а заготовка 16, зажатая с-нескольких сторон захватами, увлекается вверх вырубной матрицей. Затем совершается рабочий ход, при котором вышеуказанный цикл новторяется с той лишь разницей, что при нем вновь вырубаемая заготовка освобождает предыдущую заготовку 16 из клиновых захватов 14 и проталкивает ее в зачистную матрицу В, при этом припуск расползается в стороны, заполняя предусмотренную для него кольцевую ступень 13. Вновь вырубленная заготовка занимает положение предшествующей, а чисто вырубленная деталь утапливает выталкиватель 9 на величину, равную толщине металла детали, при этом плоскостность вырубленной детали обеспечивается тем, что полиуретановый буфер (на чертеже не показан) давит на выталкиватель 9 с усилием не менее О,1 усилия вырубки. При обратном Ходе штампа сначала сдувается отход, выпадающий из кольцевой ступени 13 вырубной матрицы 10, а затем выталкиватель выталкивает зачищенную деталь, которая удаляется сжатым воздухом или шибером (на чертеже не показан). В дальнейшем работа штампа производится аналогично второму рабочему ходу. Предлагаемый штамп по сравнению с известными позволяет снизить трудоемкость изготовления штампа за счет того, что исключается необходимость выполнения конусообразного отверстия в вырубной матрице и отпадает необходимость точного изготовления рабочего контура вырубной матрицы и пуан
