(5) иГГАМП ДЛЯ ВЫРУБКИ И ОСАДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой реверсивной вырубки деталей и пробивки в них отверстий | 1977 |
|
SU716675A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп для вырубки и вытяжки деталей с фланцем | 1982 |
|
SU1039613A1 |
| Штамп совмещенного действия для вырубки и чеканки листового материала | 1973 |
|
SU464363A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
.1
Изобретение относится к обработке металлов давлением и можег быть использовано при изготовлении деталей с тонким полотном и аксимальными отростками .
Известен штамп для вырубки деталей, содержащий верхнюю плиту с установленными в ной клиновидными поязушками, нижнюю плиту с размещенным, в ней выталкивателем, пробивной пуансон, охватывающую его пуансон-матрицу и прижим Cl i.
Недостатком этого штампа является ограниченность номенклатуры получаемых деталей, поскольку конструкция штампа не позволяет одновременно с вырубкой производить пластическое формоизменение заготовки.
Известен штамп для вырубки, в котором можно производить также осадку заготовки, содержа1ций верхнюю и нижнюю плиты, пуансон с клиновыми поверхностями, взаимодействуюим е ним-по этим поверхностям ползушки,
охватывающие пуансон,вырубную матрицу и прижим, а также смонтированную на нижней плите пуансон-матрицу С. В этом штампе верхняя плита воз действует на прижим и пуансон бдновременно. Когда же прижим упирается-, в заготовку, движение плиты передается только пуансону. Это происходит потому, что усилия, передаваемого
to через прижим штампуемому материалу, недостаточно для его пластического деформирования, отсюда прижим останавливается, а пуансон пробивает отверстие. При усилии, достаточ 1ом
15 для плющения материала, прижим и пуансон движутся одновременно.
Недостатков этого штампа являются невысокая- точность, получаемых в штампе изделий при совмещении
20 осадки и вырубки, поскольку нет
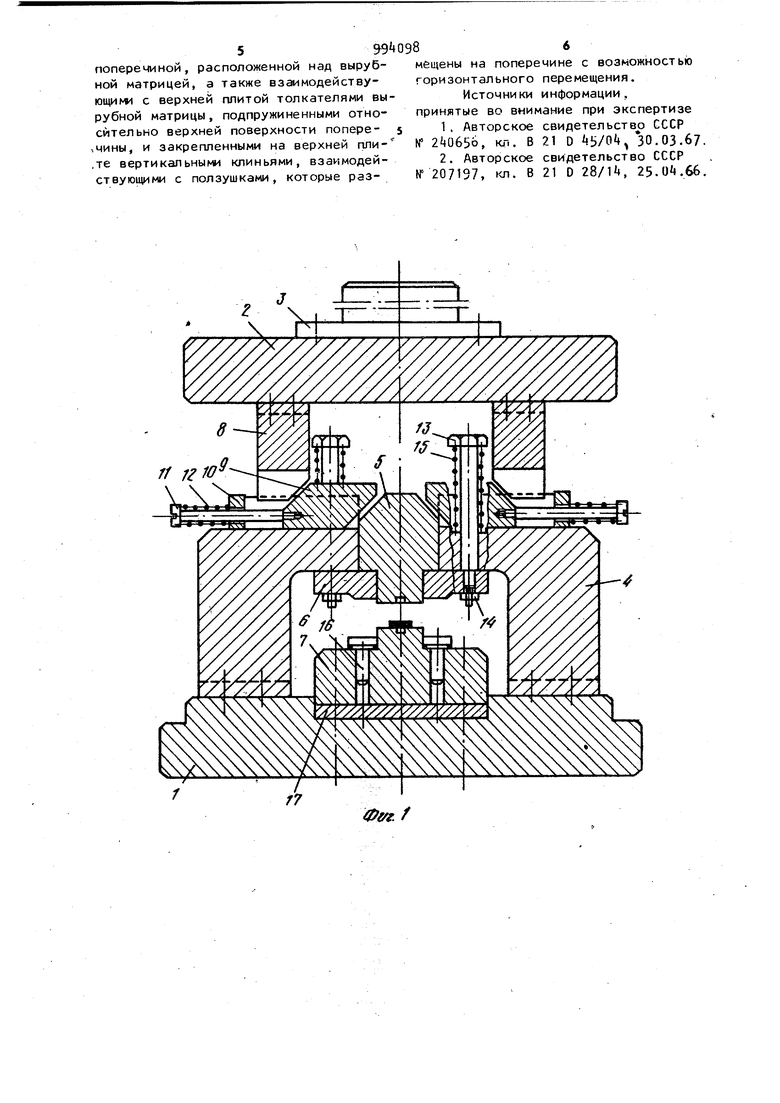
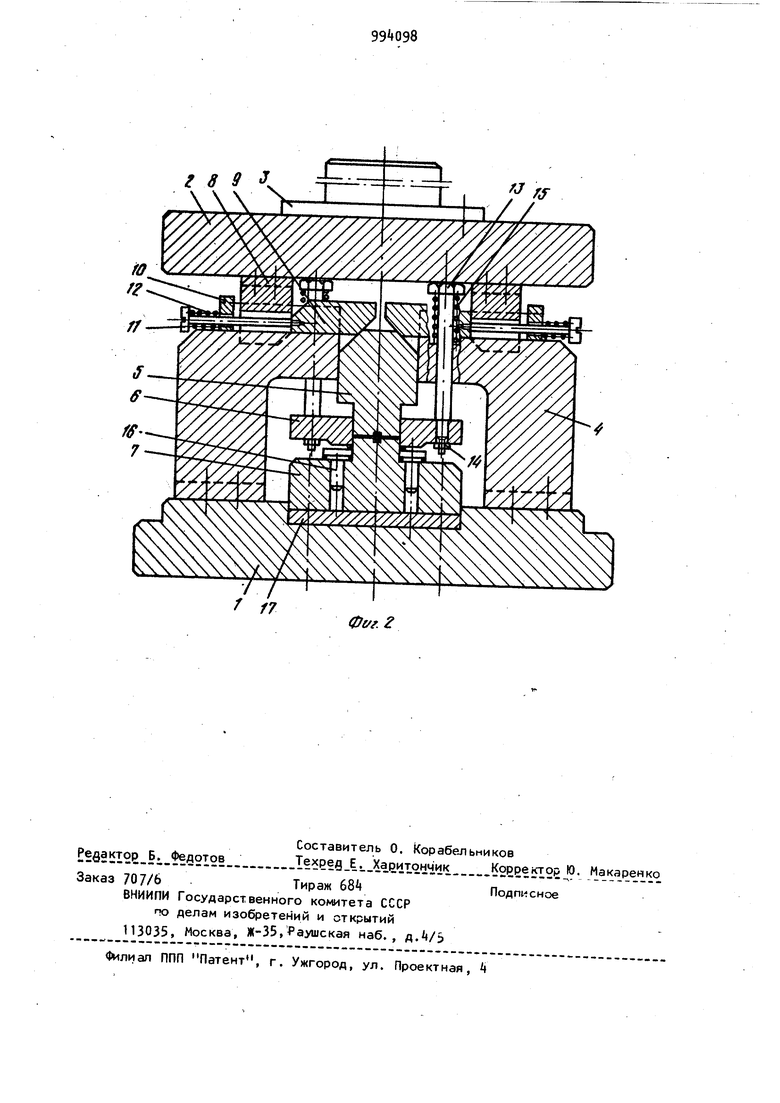
. возможности ограничивать движение пуансона при вырубке и тем самым .четко выдерживать заданную толщину изделия . 3Э Целью изобретения является повышение качества (точности)полуMaeNWx изделий. Поставленная цель достигается тем, что штамп для вырубки и осадки содержащий верянюю и нижнюю плиты, пуансон с клиновыми поверхностями и в;| аимодействующие с ним по этим поверхностям ползушки, а также охватывающую пуансон вырубную матрицу и смонтированную на нижней плите пуансон-матрицу, снабжен не-подвижно закрепленной на нижней плите поперечиной расположенной над вырубной матрицей, а также взаимодействующими с верхней плитой толкателями вырубной матрицы, подпружиненными относительно верхней поверхност.и поперечины, и закрепленными на верхней плите вертикальными клиньями, взаимодействующими с ползушками, которые размещены на поперечине с во можностью горизонтального перемещения, На фиг. 1 показан штамп в верхней мертвой точке; на фиг. 2 - штамп в нижней мертвой точке (после осадки и вырубки изделия). Штамп состоит из нижней плиты 1, верхней плиты 2 с хвостовиком 3, неподвижной поперечины k, пуансона оса ки 5, вырубной матрицы 6, пуансонматрицы 7, вертикальных клиньев 8, горизонтальных кпиньез - ползушек 9 упоров 10, винтов 11 с. пружинами 12 толкателей 13 с гайками 1 и пружинами 15, ножей 16 и подкладной плит ки 1/. Штамп работает следующим образом При ходе ползуна пресса вниз клинья .8 через ползушки 9, движущиеся по поперечине k в соединении ласточкина хвоста, действуют на пуансон 5, который подходит к заготов ке и осуществляет ее осадку с образ ванием выступов изделия. При достижении необходимой толщины полотна изделия движение пуансона осадки 5 прекращается, в- то время как ползун пресса, а вместе с ним-верхняя плита 2 штампа продолжают движение вниз. Это достигается определенным профилированием сопрягающихся повер ностей клиньев 8, ползушек 9 и пуан со(на 5.. Когда вертикальные стенки клиньев и ползушек скользят друг по другу, пуансон осадки остается непо вижным. В другом варианте при пост
янном воздействии скосов клиньев на
аижно закрепленной на нижней плите В СКОСЫ ползушек- друг по другу СКОЛЬ зят горизонтальные стенки ползушек и пуансона 5. В этом случае пуансон также остается неподвижным.В определенный момент (например, в начальный момент выстаивания пуансона осадки) верхняя плита 2 через толкатели 13 приводит в движение вырубную матрицу 6. Матрица производит вырубку изделия по контуру полотна. Деталь 7 штампа является одновременно матри цей осадки и вырубным пуансоном. Ножи 16 осуществляют разрезку отделенного от изделия облоя. При ходе ползуна пресса вверх винты 11 под действием пружин 12 возвращают клинья-ползушки 9 в исходное положение. Пружины 15 с помощью толкателей 13 с гайками 14 поднимают в исходное положение вырубную матрицу 6, а вместе с ей пуансон осадки 5. Пуансон 5 выталкивает деталь из вырубной матрицы. После удаления из штампа готового изделия снова устанавливают заготовку. Процесс повторяется. Кроме осадки с формоизменением штамп может быть использован для открытой чеканки с обрезкой. При осадке и чеканке полосы применяется подвижный нижний съемник, который поднимает полосу на уровень игтамповки, Количество толкателей вырубной матрицы для каждого конкретного случая принимается дифференцированно. Штамп может быть также использован для вытяжки полых изделий с фланцем из листовой заготовки и обрезки контура фланца изделия. Применение предложенного штампа обеспечивает высокую точность штампуемых деталей и повышение производительности труда. Формула изобретения Штамп для вырубки и осадки содер жащий верхнюю и нижнюю плиты, пуансон с клиновыми поверхностями и взаимодействующие с ним по этим поверхнося:ям ползушки, а также охватывающую пуансон вырубную матрицу и смонтированную на нижней плите пуансонматрицу , отличиющийся тем, что, с целью повышения качества получае(1х изделий, он снабжен неподпоперечиной, расположенной над вырубной матрицей, а также взаимодействующими с верхней плитой толкателями вырубной матрицы, подпружиненными относительно верхней поверхности попере- ; ,чины, и закрепленными на верхней пли,те вертикальными клиньями, взаимодействующими с ползушками, которые размещены на поперечине с возможностью горизонтального перемещения. Источники информации, принятые во внимание при экспертизе
№ , ю-,. В 21 D УО 30.03.67.
№ 207137, кл. В 21 D 28/1i, 25.«««.бб.
