7
J.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Матрица многопозиционного штампа | 1972 |
|
SU441996A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам совмещенного действия. Целью изобретения является расширение технологических возможностей и повышение производительности. При ходе верхней плиты 1 вниз вырубная матрица 3 производит вырубку заготовки по контуру, затем пуансон-матрица 4, взаимодействуя с пуансоном-матрицей 11, производит прямую вытяжку заготовки, после чего центральная пуансон-матрица 10, взаимодействуя с пу ансоном-матрицей 4, производит обратную вытяжку тела заготовки - в результате происходит формирование профиля изделия. В завершающей стадии процесса обратной вытяжки пробивной пуансон 7 осуществляет вырубку отверстия. Вырубаемый отход удаляется через осевое отверстие центральной пуансон- матрицы 10. Наличие конических участков на пуансон-матрицах 4 и 10, а также наличие вблизи рабочего торца пуансона-матрицы 4 кольцевой проточки создают условия для необходимого формообразования и улучшают условия съема изготовленной детали. 7 ил. со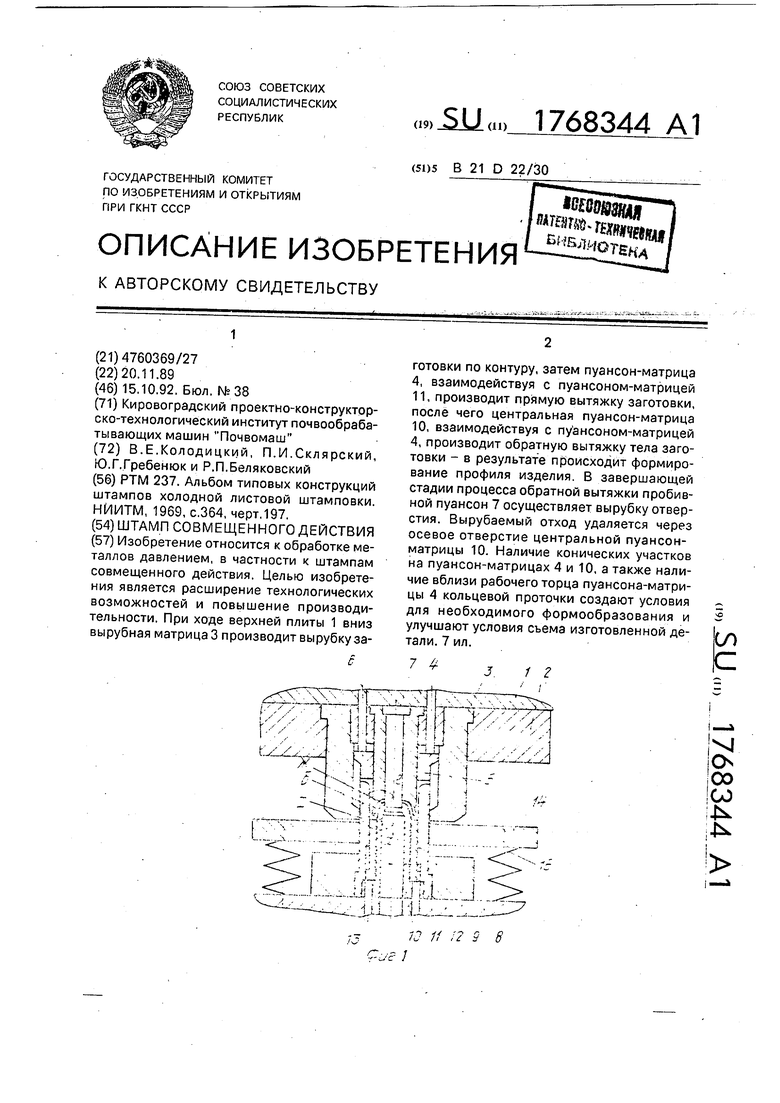
ЧИ
1
- ,
/ / / ,4 -ИРН Г 41 и г/ /
--;. -- Л Ж Г Г Л
Kt
Mi - н
-л- , i
Ж Г Г Л
т
Kt
J ..Lij
Mi - н--л- , i
2
00
CJ
;
10 11 ;2 Э 8
Изобретение относится к технологической оснастке для холодной листовой штам- повки и может быть использовано в машиностроении, в частности при штамповке круглых изделий с центральным отверстием и противонаправленными выпуклыми поверхностями.
Известна конСТр укция штампа, выбран- ная 1 1 а |ес 1г1ё№г11эо4отип а Штамп совмещенный, содержащая верхнюю подвижную и нижнюю неподвижные плиты, размещенную на одной из упомянутых плит вырубную матрицу, установленные внутри нее и соосно с ней прижим-выталкиватель, пуансон-матрицу с кольцевой проточкой на ее наружной боковой поверхности и пробивной пуансон, а также размещенные на противолежащей плите подпружиненный прижим-съемник, установленные внутри него и соосно с ним периферийную пуансон- матри цу, выталкиватель и центральную пуансон-матрицу со сквозным осевым отверстием.
Недостатком известной конструкции является невозможность получения детали сложной конфигурации, в сечении имеющей две точки перегиба и примыкающую к одной из точек перегиба под углом поверхность, потому что такую деталь можно получить путем сочетания операций прямой и обратной вытяжки.
Известная конструкция не обеспечивает механизированный съем детали и удале- ние отхода, что ведет к снижению производительности штампа.
Целью изобретения является расширение технологических возможностей и повы- шение производительности за счет облегчения съема изготавливаемой детали и удаления отхода.
Указанная цель достигается тем, что штамп совмещенного действия, содержащий верхнюю подвижную и нижнюю неподвижную плиты, размещенную на одной из упомянутых плит вырубную матрицу, уста - новленные внутри нее и соосно с ней прижим-выталкиватель, пуансон-матрицу с кольцевой проточкой на ее наружной боковой поверхности и пробивной пуансон, а также размещенные на противолежащей плите подпружиненный прижим-съемник, установленные внутри него и соосно с ним периферийную пуансон-матрицу, выталкиватель и центральную пуансон-матрицу со сквозным осевым отверстием, кольцевая проточка на пуансон-матрице выполнена вблизи ее рабочего торца, на упомянутом рабочем торце выполнено коническое углубление, расширяющееся в направлении к размещенной на противолежащей плите
центральной пуансон-матрице, имеющей на своем рабочем торце конический выступ, соответствующий упомянутому коническому углублению, при этом сквозное осевое
отверстие центральной пуансон-матрицы выполнено расширяющимся от ее рабочего торца к основанию, установленному на плите, в которой также выполнено сквозное отверстие с размерами, соответствующими размерам отверстия в основании центральной пуансон-матрицы, вырубная матрица с установленными внутри нее и соосно с ней прижимом-выталкивателем, пуансон-матрицей с кольцевой проточкой и пробивным пуансоном размещена на верхней подвижной плите, а диаметр цилиндрической рабочей части пуансон-матрицы с кольцевой проточкой больше диаметра цилиндрической рабочей части упомянутой пуансон-матрицы под проточкой.
Сопоставительный анализ с прототипом показывает, что предлагаемый штамп совмещенного действия отличается тем, что кольцевая проточка на пуансон-матрице выполнена вблизи ее рабочего торца, на упомянутом рабочем торце выполнено коническое углубление, расширяющееся в направлении к размещенной на противолежащей плите центральной пуансон-матрице, имеющей на своем рабочем торце
конический выступ, соответствующий упомянутому коническому углублению, при этом сквозное осевое отверстие центральной пуансон-матрицы выполнено расширяющимся от ее рабочего торца к основанию,
установленному на плите, в которой также выполнено сквозное отверстие с размерами, соответствующими размерам отверстия в основании центральной пуансон-матрицы, вырубная матрица с установленными
внутри нее и соосно с ней прижимом-выталкивателем, пуансоном-матрицей с кольцевой проточкой и пробивным пуансоном размещена на верхней подвижной плите, а диаметр цилиндрической рабочей части пуансон-матрицы с кольцевой проточкой над проточкой больше диаметра цилиндрической рабочей части упомянутой пуансон- матрицы под проточкой.
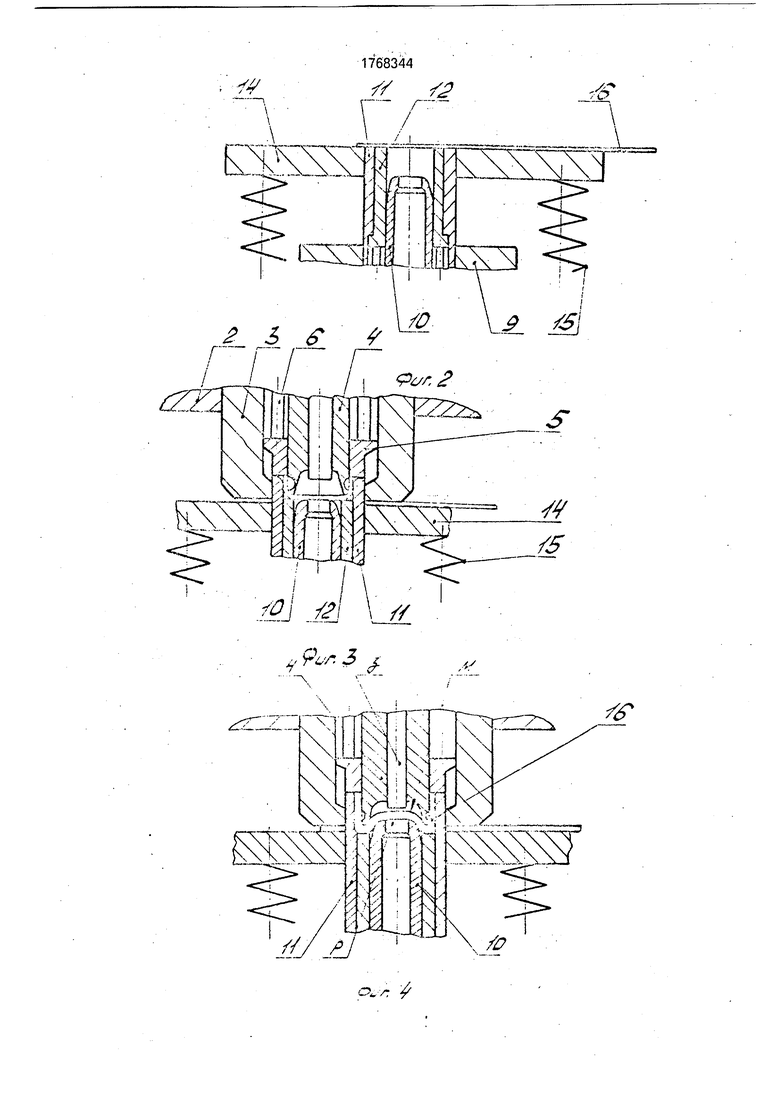
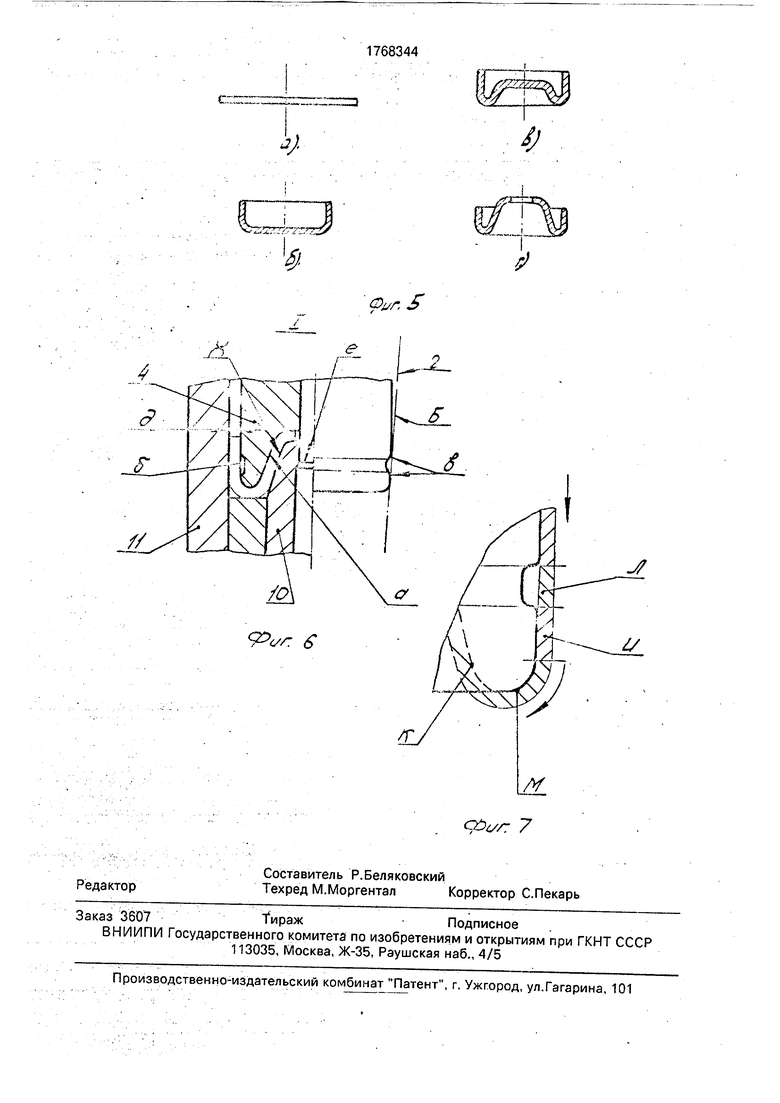
На фиг.1 изображен предлагаемый
штамп в сомкнутом положении (продольный разрез) - момент окончания рабочего хода пресса; на фиг.2 - размещение заготовки в штампе; на фиг.З -операция прямой вытяжки заготовки; на фиг.4 - операция обратной вытяжки; на фиг.5 - пооперационные переходы; на фиг.6 - конструкция пуансон-матрицы 4 и вытяжного пуансона 10; на фиг.7-схема распределения материала во время вытяжки. Штамп содержит верхнюю подвижную
плиту 1 с обоймой 2, внутри которой неподвижно закреплены вырубная матрица 3 и пуансон-матрица 4 с отверстием з. Внутри вырубной матрицы 3 и соосно с ней установлен прижим-выталкиватель, выполненный в виде втулки 5 и выталкивателей 6.
Пуансон-матрица 4 содержит кольцевую проточку б на ее наружной боковой поверхности, выполненную вблизи ее рабочего торца, содержащего коническое углубление с формообразующей поверхностью а, расширяющееся в направлении к размещенной на противолежащей неподвижной плите 8, центральной пуансон-матрицы 10, имеющей на своем рабочем торце конический выступ, соответствующий упомянутому коническому углублению.
Кольцевая проточка б, выполнена со скруглениями в, при этом касательная г к наружным точкам перегиба скруглений1 в, ограничивающих кольцевую проточку б, имеет форму конуса, меньшее основание которого обращено в сторону верхней плиты 1. Между наружной поверхностью пуансон-матрицы 4 и внутренней поверхностью периферийной пуансон-матрицы 11, закрепленной на нижней плите 8, имеется зазор д.
Внутри пуансон-матрицы 4 размещен неподвижно закрепленный на верхней плите 1 пробивной пуансон 7 с режущей кромкой е.
На нижней плите 8 в держателе 9 неподвижно закреплены центральная пуансон- матрица 10, со сквозным отверстием снабженная фррмообразующей поверхностью ж, прижим-съемник 14 с пружинами 15 и установленная внутри него и соосно с ним периферийная пуансон-матрица 11, вталкиватель 12 втулочного типа, взаимодействующий с толкателями 13.
Штамп работает следующим образом.
Перед началом работы верхняя плита 1 штампа с закрепленными на ней в обойме 2 инструментами находится в верхнем положении. После установки заготовки 16 (полосы или ленты) на прижиме-съемнике 14 (фиг.2) по упорам (упоры не показаны) производится включение пресса.
После включения пресса ползун с верхней плитой 1 начинает двигаться вниз, при этом в начальный момент взаимодействия вырубной матрицы 3 с заготовкой 16 осуществляется ее фиксация между матрицей 3 и прижимом-съемником 14. При дальнейшем движении ползуна пресса вниз режущая кромка вырубной матрицы 3, взаимодействуя посредством материала заготовки с наружной поверхностью периферийной пуансон-матрицы 11, производит вырубку заготовки по контуру (фиг.ба).
По мере движения ползуна пресса вниз пуансон-матрица 4 своей наружной поверхностью вступает во взаимодействие с внутренней поверхностью периферийной
пуансон-матрицы 11 - производится прямая вытяжка (фиг.З, 56). После чего при дальнейшем движении ползуна пресса вниз центральная пуансон-матрица 10 своей формообразующей поверхностью ж, взаимодействуя с формообразующей поверхностью а пуансон-матрицы 4, производит обратную вытяжку тела заготовки (фиг.4. 5в).
Благодаря тому, что диаметр цилиндрической рабочей части пуансон-матрицы 4 с кольцевой проточкой б больше диаметра цилиндрической рабочей части упомянутой пуансон-матрицы под проточкой, создаются
условия для осуществления качественной обратной вытяжки и совмещения этой операции с прямой вытяжкой, а также улучшаются условия съема деталей.
Касательные r h к наружным точкам перегиба скруглений, ограничивающих кольцевую проточку, образуют конус.
Угол наклона образующей Б конуса зависит от толщины вытягиваемого материала, а толщина материала определяется в
свою очередь, зазором д между наружной поверхностью пуансон-матрицы 4 и внутренней поверхностью периферийной пуансон-матрицы 11, и способствует снятию напряжений при вытяжке и улучшению условий съема детали с пуансон-матрицы 4 при завершении операции.
Наличие кольцевой проточки б на наружной рабочей поверхности создает зону свободного от напряжения сжатия материала, причем высота этой зоны равна высоте кольцевой проточки, а при осуществлении обратной вытяжки наличие зазора, обеспечивающего плавное перемещение вытяги- металла, способствует увеличению
степени вытяжки и обеспечивает качество изделия,
В свою очередь, то обстоятельство, что металл в зоне кольцевой проточки б свободен, обеспечивает возможность перетекания металла через точку М пуансон-матрицы 4 при обратной вытяжке, причем при обратной вытяжке металла из зоны и начнет перетекать в зону к (фиг.7), при этом толщина металла в зоне и
будет уменьшаться, а зазор будет увеличиваться, что создает условия для совмещения операций прямой и обратной вытяжки (если бы не было свободных зон, то имел бы место разрыв металла на точке М перегиба пуансон-матрицы 4).
В процессе осуществления обратной вытяжки в ее завершающей стадии режущая кромка е пробивного пуансона 7 приближается к горизонтальной поверхности м заготовки 16, в то время как последняя формируется на центральной пуансон-матрице 10 и при взаимодействии режущей кромки е пробивного пуансона 7 с кромкой сквозного осевого отверстия р в пуансоне 10 осуществляет- ся вырубка отверстия (фиг. 1) при этом фиксация изделия осуществляется v по формообразующей поверхности а пуансон-матрицы 4 и по поверхности ж центральной пуансон-матрицы 10.
Удаление готового изделия (фиг.бг) в случае, если оно остается на пробивном пуансоне 7, осуществляется прижимом-вытал- кмвателем с выталкивателями 6, если изделие осталось внутри периферийной пу- ансон-матрицы 11 -выталкивателем 12.
Таким образом, размещение прижима- выталкивателя на верхней 1 и выталкивателя 12 на нижней 8 плитах и их конструктивное выполнение в виде втулок обеспечивает автоматический съем готового изделия в любом случае, что позволяет совместить операцию обратной вытяжки с операцией пробивки отверстий.
Отходы от пробивки удаляются через отверстия р в центральной пуансон-матрице 10, выполненное расширяющимся от ее рабочего торца к основанию, установленному на плите 8, в которой также выполнено сквозное отверстие (не показано) с размера- ми, соответствующими размерам отверстия в основании центральной пуансон-матрицы 10.
При изготовлении следующего изделия цикл повторяется.
Применение штампа предлагаемой конструкции позволит расширить технологические возможности штампа и повысить производительность за счет облегчения съема изготавливаемой детали и удаления отхода.
Формула изобретения
Штамп совмещенного действия, содержащий верхнюю подвижную и нижнюю неподвижную плиты, размещенную на одной из упомянутых плит вырубную матрицу, установленные внутри нее и соосно с ней прижим-выталкиватель, пуансон-матрицу с кольцевой проточкой на ее наружной боковой поверхности и пробивной пуансон, а также размещенные на противолежащей плите подпружиненный прижим-сьемник, установленные внутри него и соосно с ним периферийную пуансон-матрицу, выталкиватель и центральную пуансон-матрицу со сквозным осевым отверстием, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности за счет облегчения сьема изготавливаемой детали и удаления отхода, кольцевая проточка на пуансон-матрице выполнена вблизи ее рабочего торца, на упомянутом рабочем торце выполнено коническое углубление, расширяющееся в направлении к размещенной на противолежащей плите центральной пуансон-матрице, имеющей на своем рабочем торце конический выступ, соответствующий упомянутому коническому углублению, при этом сквозное осевое отверстие центральной пуансон-матрицы выполнено расширяющимся от ее рабочего торца к основанию, установленному на плите, в которой также выполнено сквозное отверстие с размерами, соответствующими размерам отверстия в основании центральной пуансон-матрицы, вырубная матрица с установленными внутри нее и соосно с ней прижимом-выталкивателем, пуансон-матрицей с кольцевой проточкой и пробивным пуансоном размещена на верхней подвижной плите, а диаметр цилиндрической рабочей части пуансон-матрицы с кольцевой проточкой над проточкой больше диаметра цилиндрической рабочей части упомянутой пуансон- матрицы под проточкой.
Р Л
4s
. .
, ., ,., I
;
ч
.
%s
ч
1
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
| Альбом типовых конструкций штампов холодной листовой штамповки | |||
| НИИТМ, 1969, с.364, черт.197. | |||
