Известны способы обжига плоской глазурованной керамической посуды в капселях, заключающиеся в том, что полуфабрикат загружают в круглые огнеупорные капсели специальной формы, на дно которых изделия опираются ножкой, зачищенной от глазури. Эти капсели имеют значительный объем, вес их в 5-7 раз превышает вес загрул аемых в них изделий, что приводит к высокому удельному расходу топлива для политого обжига посуды.
Цель изобретения - уменьшить объем капселя. Для этого используют капсели без дна, которые опираются непосредственно один на другой, и обжиг изделий производят в висячем положении в виде стопок.
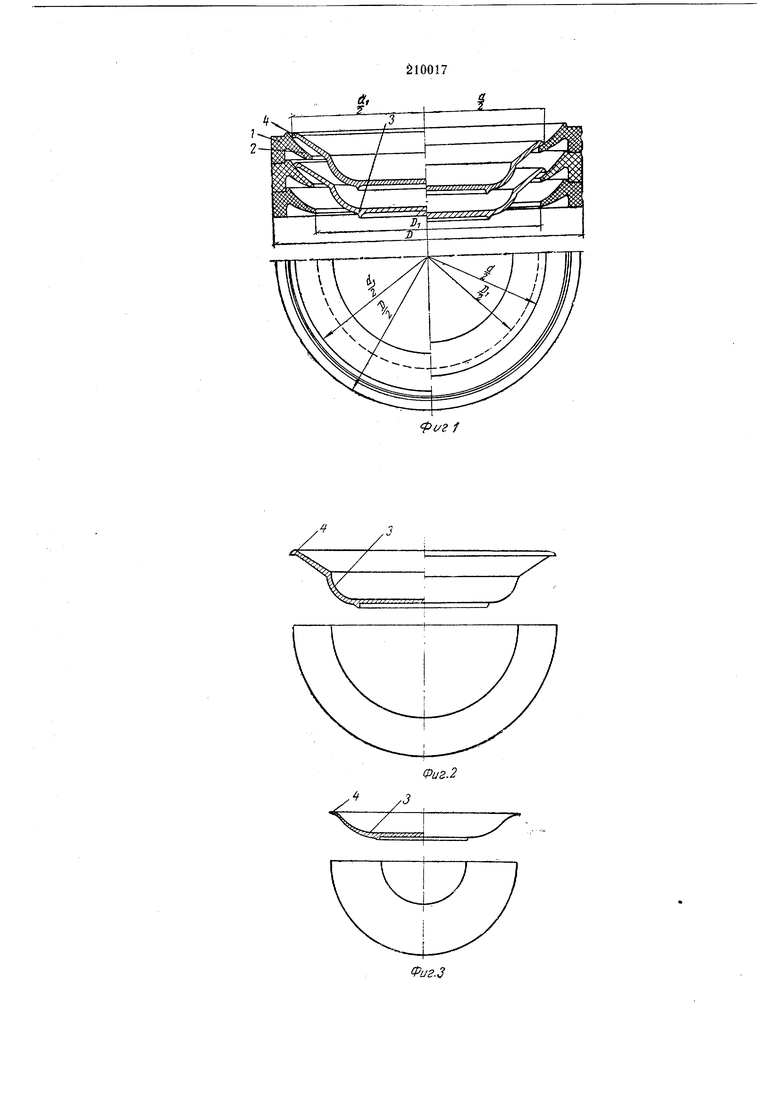
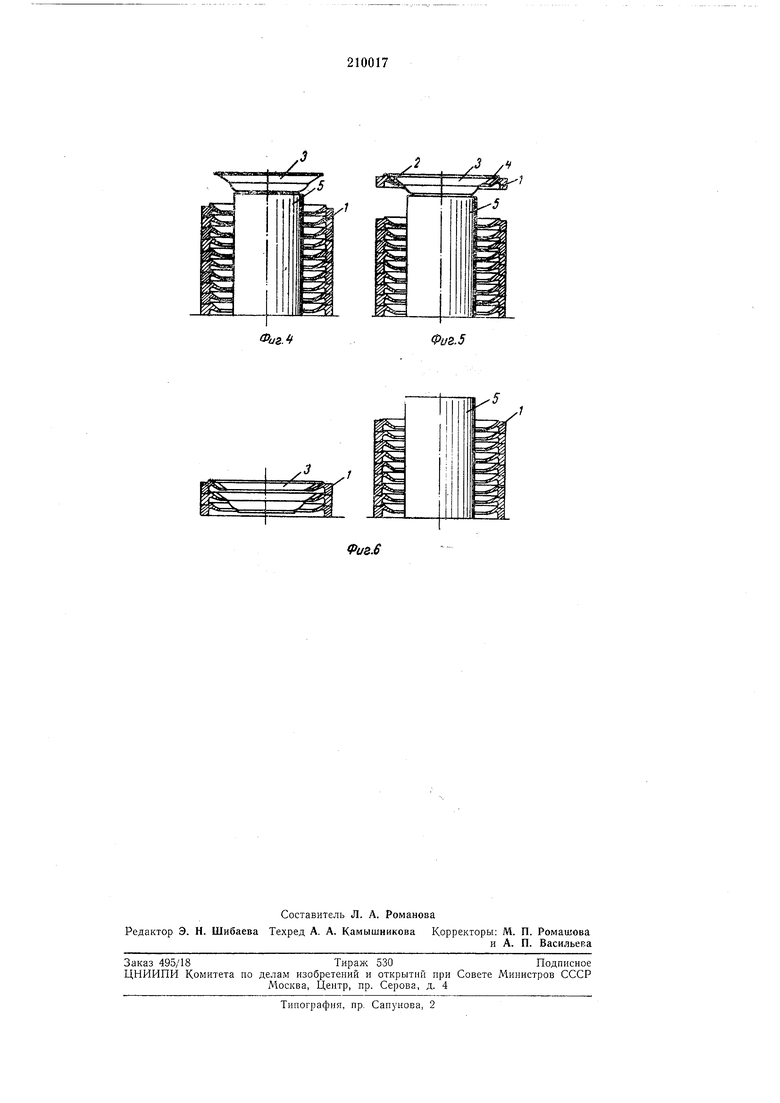
На фиг. 1 показаны плоские глазурованные изделия - тарелки, загруженные в висячем положении в капсели кольцеобразной формы; на фиг. 2 - тарелки с кольцевым опорным бортиком; на фиг. 3 - блюдце с кольцевым опорным бортиком; на фиг. 4 - положение кольцеобразных капселей и изделий до загрузки; на фиг. 5 - то же, в момент загрузки капселя; на фиг. 6 - то же, после загрузки.
обжигаемые изделия, например, тарелки 3 опираются зачищенными от глазури краями бортиков 4, располол енных по окружности изделий. Нижняя часть изделий свисает в отверстия кольцеобразных капселей, что позволяет свести до минимума высоту капселя. По мере усадки, происходящей в процессе обжига, изделия уменьшаются в размерах (по диаметру от величины di до d), и постепенно перемещаются из первоначального положения, сползая по сферической рабочей поверхности капселей, в конечное положение. Вне зависимости от возможного перекоса изделий при загрузке в капсели, линия опоры все время
будет представлять собой геометрическую окружность, благодаря чему предотвращается деформация.
Форма и размеры кольцеобразиых капселей для политого обжига плоской керамической посуды определяются формой, размерами и величиной огневой усадки обжигаемых изделий и в зависимости от этого могут колебаться в значительных пределах. В (качестве непременного условия необходимо соблюдать, чтобы диаметр DI .внутреннего отверстия кольцеобразного капселя был меньше наружного диаметра d окончательно обожженного изделия не менее чем на 10 мл. На фиг. 2 и 3 изображены -наиболее типичрелка и блюдце, имеющие по окружности бортики 4, которые могут быть различной конфигурации. Бортики получаются в процессе формовки изделий посредством плоских или роликовых шаблонов. Для этой цели в них должны быть предусмотрены соответствующие изменения. Бортики служат не только средством опоры, но и играют роль колец жесткости, предупреждающих и уменьшающих возможную деформацию изделий.
На фиг. 4, 5 и 6 показаны порядок и последовательность операций загрузки изделий в капсели кольцеобразной формы, которые выполняют следующим образом.
Стопку кольцеобразных капселей надевают на установленную на рабочем месте цилиндрическую болванку 5, после чего на торец болванки помещают глазурованное изделие 3, подлежащее загрузке в капсель (фиг. 4). Затем снимают со стопки верхний капсель и поднимают его вверх с таким расчетом, чтобы загружаемое изделие село бортиками на сферическую рабочую поверхность капселя (фиг. 5). Загруженные таким способом капсели отставляют и постепенно собирают в колонки, а в самый низ предварительно помещают порожние капсели, что необходимо
вследствие свисания изделий внутрь капселей (фиг. 6).
Выгрузка изделий осуществляется в следующем порядке.
С разгружаемой колонны капселей последовательно снимают вместе с изделиями верхние кольцеобразные капсели и надевают их на установленную на рабочем месте цилиндрическую болванку, аналогичную применяемой при загрузке. Изделия остаются на торце болванки и, по мере выгрузки, образуют стопки, которые затем отставляют для отправки в сортировочный цех. Накопившиеся на болванке колонки порожних капселей но мере
надобности снимают и составляют в колонны или же направляют для повторной загрузки изделиями.
Предмет изобретения
Способ обжига плоской глазурованной кера.мической посуды в капселях, отличающийся тем, что, с целью сокращения капсельного объема, обжиг изделий производят в висячем положении в виде стопок, используя для этой цели капсели без дна, опираемые непосредственно один на другой.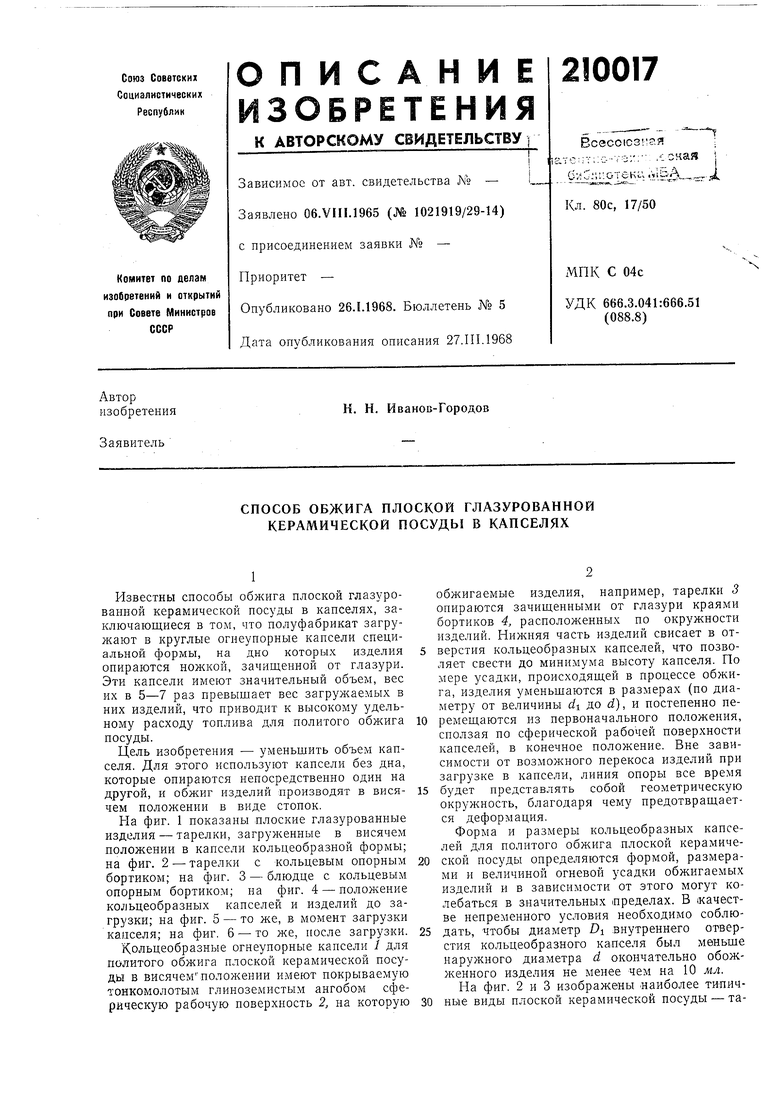
| название | год | авторы | номер документа |
|---|---|---|---|
| КАПСЕЛЬ ДЛЯ ПОЛИТОГО ОБЖИГА КРУГЛЫХ ПЛОСКИХ ФАЯНСОВЫХ ИЗДЕЛИЙ | 1939 |
|
SU60304A1 |
| СПОСОБ ВЫПОЛНЕНИЯ КЕРАМИЧЕСКОГО ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОГО ПАННО И КИСТЬ ДЛЯ НЕГО | 2004 |
|
RU2264300C1 |
| Кольцевая печь | 1980 |
|
SU1037036A1 |
| КЕРАМИЧЕСКАЯ МАССА | 2011 |
|
RU2455258C1 |
| Кассета для обжига плоских керамических изделий | 1978 |
|
SU737765A1 |
| Приспособление для загрузки капселей | 1931 |
|
SU24767A1 |
| Кассета для обжига плоских керамических изделий | 1978 |
|
SU769267A1 |
| СПОСОБ И ПРЕСС ДЛЯ ОДНОВРЕМЕННОГО ФОРМОВАНИЯ И ОТДЕЛКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2375173C2 |
| Огнеупорная подставка | 1987 |
|
SU1502939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО САНИТАРНОГО ИЗДЕЛИЯ, А ТАКЖЕ КЕРАМИЧЕСКОЕ САНИТАРНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2765906C1 |