В предлагаемом капселе для политого обжига круглых плоских фаянсовых изделий внутренние стороны его боковых продольных стенок снабжены выступами с горизонтальными площадками. На площадки укладываются полозки, служащие опорой для обжигаемого изделия. Применением таких капселей достигается уменьшение брака из-за слипания изделий при обжиге.
Кроме того, при таком устройстве капселя улучшаются условия труда рабочих вследствие уменьшения веса капселя и ускоряется охлаждение вагонеток с капселями после выхода их из обжига.
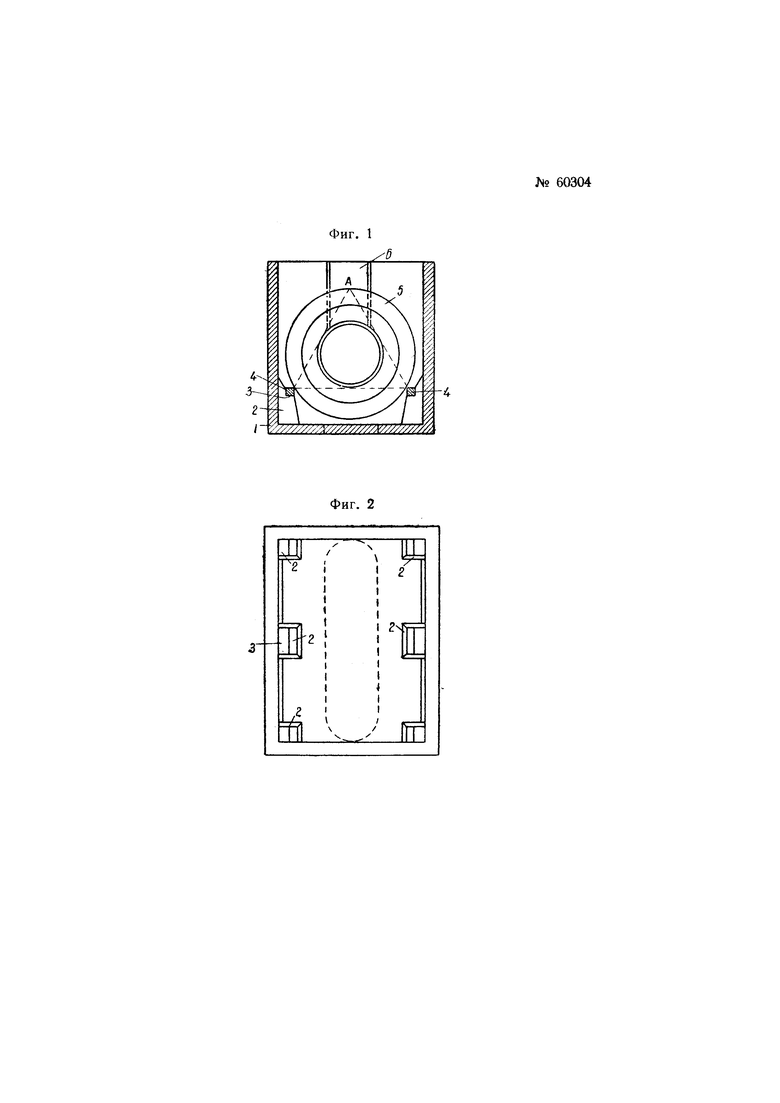
На фиг. 1 дан вертикальный разрез предлагаемого капселя, на фиг. 2 - вид его в плане.
При существующем способе производства плоские фаянсовые изделия (тарелки, блюдца и т.п.) после глазурования забираются в прямоугольные капсели, в которых затем обжигаются.
При этом поступают следующим образом. На дно капселя с помощью глины приклеиваются параллельно на расстоянии ~ 85 мм друг от друга два полозка, на них вертикально ставится круглое изделие таким образом, чтобы окружность его соприкасалась с полозками в двух точках.
Чтобы удержать изделие в вертикальном положении во время заборки, применяют специальную деревянную рамку, пальцы которой поддерживают изделие с тыловой стороны. Таким способом устанавливают в ряд по длине капселя определенное количество изделий.
Когда весь капсель заполнен изделиями, на них накладывают сверху гребенку, между зубьями которой располагаются края изделий, удерживаемые таким образом в вертикальном положении после снятия и удаления рамки с пальцами.
Получающийся при таком способе довольно значительный процент слипания изделий после обжига показывает, что изделие выводится из принятого им положения до взаимного соприкосновения с другим изделием.
В моменты переноски капселя, установки его «а вагонетку, проталкивания вагонетки в туннели и т.п.изделие подвергается толчкам и сотрясениям, которые и вызывают смещение изделий.
Теоретическое исследование во проса о распределении опор для изделия в капселе, наиболее выгодном с точки зрения чувствительности изделия к выведению его из равновесия, привели изобретателей, к следующим выводам.
1. Расстояние между полозками, на которые опирается изделие, должно быть равно длине стороны правильного треугольника, вписанного в окружность изделия, которое забирается в капсель.
2. Направление давления изделия на точки опоры должно проходить внутри периметра полозка. Если по форме полозка и его положению это не имеет места, то конструктивно капсель должен быть построен так, чтобы было предотвращено опрокидывание полозка внутрь капселя.
3. Нижний край изделия должен отстоять от дна обожженного капселя минимум на 15 мм, а в капселе с вырезным дном на 5 мм. Верхний край капселя должен превышать верхнюю точку забранного изделия минимум на 35 мм.
4. Боковые стенки обожженного капселя должны быть удалены от краев изделия минимум на 7-13 мм.
Капсель может изготовляться со сплошным или вырезным дном.
Сконструированный на основании этих данных капсель изображен на фиг 1 и 2.
Полозки 4 лежат в нем на особых выступах боковых стенок 1; выступы эти имеют вид уголков 2 с горизонтальными площадками 3 для укладывания на них полозков 4 квадратного сечения.
Таких уголков 2 имеется по длине капселя по три с каждой стороны. Полозок 4 прочно покоится на горизонтальных площадках 3 уголков 2 без применения глины для его приклеивания к телу капселя, как это обычно сейчас практикуется. Расстояние между обращенными внутрь ребрами полозков 4 равно стороне правильного треугольника с верши-ной А, вписанного в изделие. При таком расстоянии изделие 5 сохраняет устойчивое положение, благодаря чему случаи слипания изделий по причинам, указанным выше, сводятся до минимума.
Изделия крепятся в капселе гребенкой, которая на чертеже не показана. Для центрирования ее служат выступы 6.
Капсель этой формы выполняется штамповкой на прессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для обжига плоских керамических изделий | 1978 |
|
SU737765A1 |
| Приспособление для загрузки капселей | 1931 |
|
SU24767A1 |
| СПОСОБ ОБЖИГА ПЛОСКОЙ ГЛАЗУРОВАННОЙ КЕРАМИЧЕСКОЙ ПОСУДЬ! В КАПСЕЛЯХ | 1968 |
|
SU210017A1 |
| ФАСОННЫЙ КАПСЕЛЬ ДЛЯ ОБЖИГА ИЗОЛЯТОРОВ СВЕЧЕЙ ЗАЖИГАНИЯ | 1999 |
|
RU2160241C1 |
| КАПСЕЛЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2037762C1 |
| Кольцевая печь | 1980 |
|
SU1037036A1 |
| Форма для изготовления огнеупорных капсюлей | 1938 |
|
SU56269A1 |
| СПОСОБ ВЫПОЛНЕНИЯ КЕРАМИЧЕСКОГО ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОГО ПАННО И КИСТЬ ДЛЯ НЕГО | 2004 |
|
RU2264300C1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА В КАПСЕЛЯХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1961 |
|
SU216505A1 |
1. Капсель для политого обжига круглых плоских фаянсовых изделий, отличающийся тем, что внутренние стороны его боковых продольных стенок 1 снабжены уголками 2, каждый из которых имеет горизонтальную площадку 3, предназначенную для укладывания полозка 4, служащего опорой для изделий, с целью уменьшения слипания между изделиями.
2. В капселе по п. 1 применение полозков 4 с квадратным сечением.
