Известные устройства для загрузки штучных стеклоизделий, например, экранов электроннолучевых трубок, в отжигательную печь, включающие многорядный транспортер и расположенный над ним пневыозагрузчик с вакуумприсосками, не обеспечивают достаточной сохранности стеклоизделий при загрузке.
С целью повышения степени сохранности стеклоизделий в (Процессе загрузки в предлагаемом устройстве между рядами транспортера .смонтированы пневмоколонки, каждая из которых выполнена в виде цилиндра с поршнем, шток которого несет рамку с подрессоренными колодками, а каждый пневмозагрузчик снабжен подпружиненным рычагом, на котором шарнирно укреплен шибер, закрывающий загрузочные окна печи отжига.
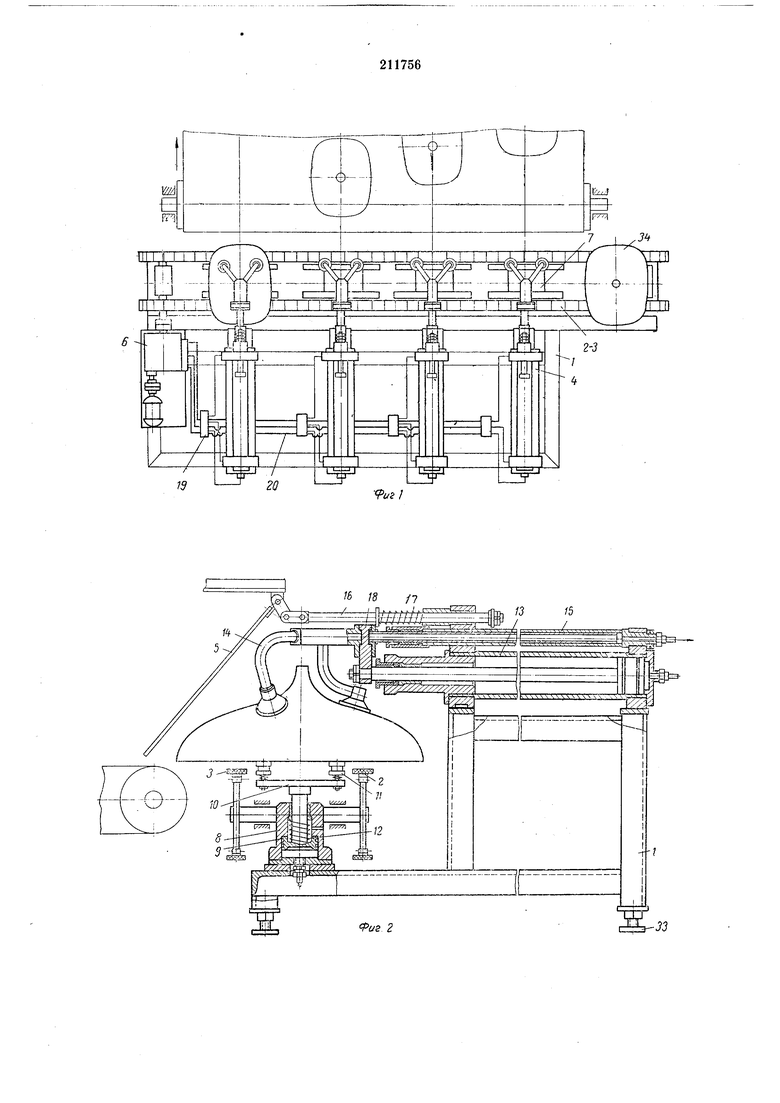
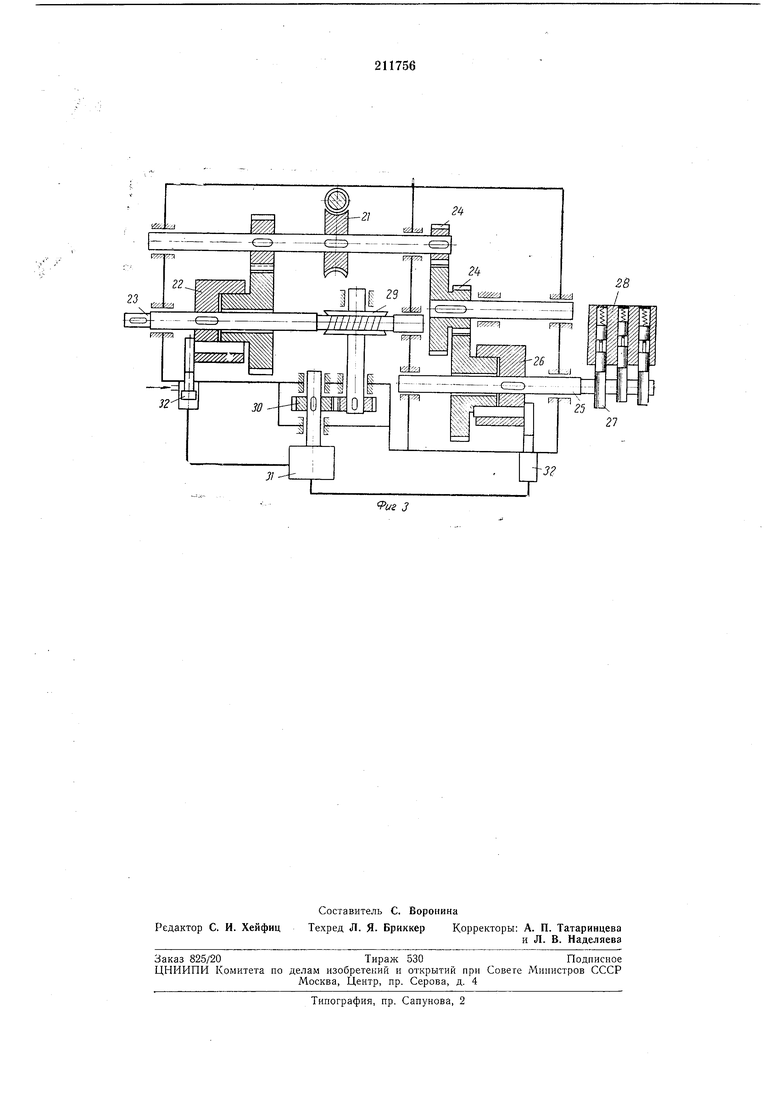
На фиг. 1 представлено устройство в плане; на фиг. 2-то же, в разрезе по пневматической загрузочной колонке; на фиг. 3 - редуктор-синхронизатор.
Устройство включает каркас 1, на котором смонтированы транспортер 2, состоящий из двух параллельных цепей .с асбоцементными или иными нетеплопроводными накладками 3, несколько пневматических загрузчиков 4 с шиберами 5. Специальный редуктор 6 с приводом от электродвигателя синхронизирует и автоматизирует работу устройства. Пневмоколонки 7 установлены между ветвями цепного транспортера и служат для подъема конусов с транспортера на присосы пневмозагрузчиков.
Ведущий валик транспортера через цилиндрическую зубчатую пару связан с редуктором, который сообщает цепям шаговые деремещения. Направляющие полозки и холостые звездочки верхние ветви цепей удерживают
в горизонтальном положении.
Пневматические колонки включают цилиндры 8 с .поршнями 9, на штоках которых закреплены рамки 10 с подрессоренными колодками 11. Для возврата поршней в нижнее положение в колонках имеются пружины 12.
Пневматические загрузчики имеют пневмоцилиндры 13, на штоках которых закреплены вакуумные головки 14. Над цилиндрами расположены телескопические вакуумные
трубки 15, через которые головки соединены с магистралью.
Загрузчик .имеет шток 16, шарнирно связанный с шибером, открываюшийся пружиной 17 и удерживающийся в закрытом исходном
полол ении пневмопоршня поводком 18.
Каждый загрузчик имеет многоканальный золотник 19, связывающий его с коллекторной сетью 20. Редуктор устройства, являющийся регули21, обеспечивающую лривод двум его самостоятельным ветвям. Через муфту ,с поворотной шпонкой 22 периодически вращается валик 23 привода транспортера.
На вторую ветвь движение передается двумя цилиндрическими парами 24. Последняя пара вращает валик 25, связанный через муфту с поворотной (ШПОНКОЙ 26 с валом синхронизатора. На валяк синхронизатора надеты кулачки 27, регулирующие работу пневмоклапанов 28, а последние определяют работу механизмов загрузочного устройства и нневмоколонок.
Нериодичность вращения выходных валов редуктора регулируют нри помощи червячной парь 29, сменной цилиндрической пары 30 и дискового золотника 31, управляющего подачей воздуха в пневмоцилиндры 32 муфт с поворотными шпонками.
Для выверки устройства относительно загрузочного окна -печи отжига каркас имеет винтовые домкраты 33.
Устройство работает следующим образом. Изделие 34 ставят на конвейер, пневматический импульс подают в пневмоцнлиндр 32 редуктора на включение поворотной шпонки транспортера. Транспортерные цени переносят издели.е вдоль фронта загрузки его в печь отжига. Нри вращении валика редуктора через червячную лару 29 и цилиндрическую пару 30 на заданный угол поворачивается золотник 31, который подает воздух в пневмоцилиндр, на выключение поворотной шпонки для остановки конвейера с изделием напротив соответствующего ряда. В момент остановки конвейерных цепей от того же импульса золотника происходит включение новоротных шпонок цневмоцилиндров 32 муфт
валиков .синхронизатора, который за один оборот подает сжатый воздух во все механизмы нневмозагрузчика для выполнения загрузки изделия в нечь отжига. Нервоначаль5 но сжатый воздух подают в коллекторный золотник 19 соединяющий коллекторы с пневмозагрузчиком соответствующего ряда.
Затем подают воздух в колонку подъема изделия и одновременно открывают вакуумную магистраль данного загрузчика. Носле присоса изделия сжатый воздух подают в рабочий цилиндр загрузчика.
В начале движения штока нружина открывает шибер и изделие поступает в горячую
5 зону печи. В конце движения штока вакуум отключают, изделие ложится на транспортерную сетку печи отжига, а механизм и шибер возвращаются в исходное положение. На этом никл загрузки заканчивают и после остановки валика синхронизатора механизм подготовлен для новторного цикла работы.
Нредмет изобретения
Устройство для загрузки штучных стеклоизделий, типа экранов электроннолучевых трубок, в п.ечь отжига, включающее многорядный транспортер и расположенный над ним пневмозагрузчик с вакуумприсосками, отличающееся тем, что, с целью повышения степени сохранности, стеклоизделий в процессе загрузки, между рядами транспортера смонтированы .пневмоколонки, каждая из которых выполнена в виде цилиндра с поршнем, шток которого несет рамку с подрессоренными колодками, а каждый пневмозагрузчик снабжен подпружиненным рычагом, на котором шарнирно укреплен шибер, закрывающий загрузочные окна нечи отжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузчик стеклоизделий в печь отжига | 1981 |
|
SU947097A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ШТУЧНЫХ СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU368192A1 |
| Загрузчик стеклоизделий | 1976 |
|
SU695976A1 |
| ИЗГОТОВЛЕНИЯ полых СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU219757A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU355107A1 |
| ПЕРЕСТАВИТЕЛЬ СТЕКЛОИЗДЕЛИИ | 1972 |
|
SU352850A1 |
| Поточная линия для обработки кромок стекол | 1990 |
|
SU1728139A1 |
| Переставитель стеклоизделий | 1991 |
|
SU1773885A1 |
| Перестановщик стеклоизделий | 1954 |
|
SU101395A1 |
| Переставитель стеклоизделий | 1960 |
|
SU139782A1 |