Известна установка для изготовления полых стеклоизделий, например стеклотары, содержащая стекловаренную печь с фидером и регулировочным рычагом, прессовыдувную машину, транспортер и печь отжига.
Предложенная установка для стабилизации веса изделий выполнена с контактными весами, расположенными за прессовыдувной машиной. Регулировочный рычаг выполнен с резьбовой парой и реверсивным приводом, управляемым автоматически контактными весами.
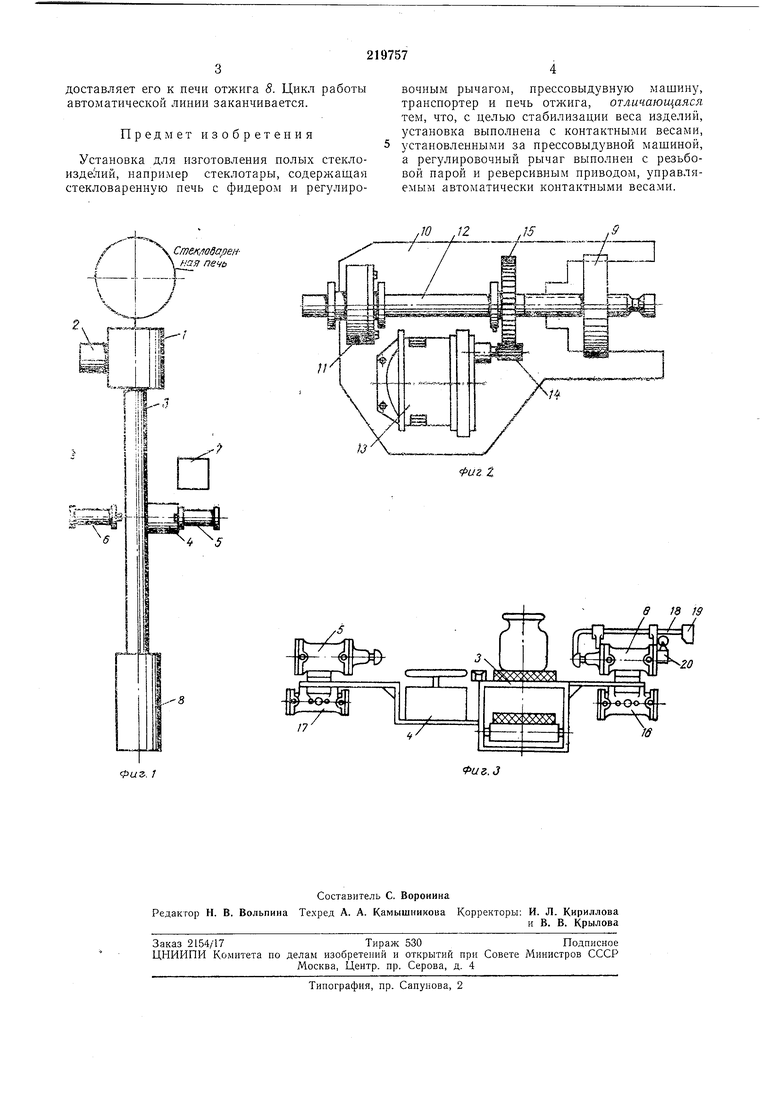
На фиг. 1 представлена автоматическая линия для изготовления полых стеклянных сосуf(OB методом прессовыдувания; на фиг. 2 - привод и випт фидера; на фиг. 3 - контрольное устройство линии.
Линия состоит из прессовыдувной машины 1 типа ПВМ-10 (или 2ПВМ-3, 2ПВМ-12) с приводом и винтом 2 управления регулировочным рычагом фидера прессовыдувпой машины, ленточного (или какого-либо другого) транспортера 3, для транспортировки стеклотары, контактных весов 4 для контроля веса стеклотары, пневматических цилиндров 5 п 6 для подачи стеклотары с транспортера на весы и обратно, синхронизатора 7, электронной и пневматической схем управления приводом винта фидера и пневмоцилиндрами; печи отжига 5.
В месте выхода регулировочного рычага 9 фидера установлена плош,адка /(, на которой крепится корпус подшипника // с винтом 12 и электродвигатель У5, на валу которого располол ена шестерня 14, находящаяся в постоянном зацеплении с шестерней 15.
Сбоку от транспортера находятся контрольные весы. Под каждым цилиндром расположены пневматические золотники 16 и 17. Пневмоцилиндр снабжен скобкой /S с кулачком 19 и конечным выключателем 20.
Автоматическая линия работает следующим образом.
С прессовыдувной машины при помощи транспортера 5 стеклотара подается к контактным весам 4. По команде синхронизатора 7 воздушный поток через золотник 16 подается в рабочую полость цилиндра 6, в результате шток цилиндра начинает перемещаться и сталкивает изделие с транспортера 3 на чашу весов 4. Скалка, жестко связанная штоком цилиндра 6, в конце рабочего хода штока своим кулачком 19 нажимает па конечный выключатель 20 и приводит в действие электромагнитную схему. После окончания операции по взвешиванию синхронизатор 7 посылает поток воздуха уже через золотник 17 в рабочую полость цилиндра 5, и изделие перемедоставляет его к печи отжига 5. Цикл работы автоматической линии заканчивается.
Предмет изобретения
Установка для изготовления иолых стеклоизде ний, например стеклотары, содержащая стекловаренную нечь с фидером и регулироCmeffiioeapeHпая печь
17
puz. 1
вочным рычагом, прессовыдувную машину, транспортер и печь отжига, отличающаяся тем, что, с целью стабилизации веса изделий, установка выполнена с контактными весами, установленными за прессовыдувной машиной, а регулировочный рычаг выполнен с резьбовой парой и реверсивным приводом, управляемым автоматически контактными весами.
,Ю 12
Фиг1
в д 19
S
.3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU211756A1 |
| Перестановщик стеклоизделий | 1948 |
|
SU88170A1 |
| Регулятор веса капли стекломассы на фидерном питателе | 1959 |
|
SU131053A1 |
| ОТСТАВИТЕЛЬ ИЗДЕЛИЙ | 1970 |
|
SU278059A1 |
| Перестановщик стеклоизделий | 1954 |
|
SU101395A1 |
| Переставитель стеклоизделий | 1991 |
|
SU1773885A1 |
| Устройство для упаковки изделий в термоусадочную пленку | 1980 |
|
SU882836A1 |
| Вакуумно-выдувная машина для стеклянной тары | 1954 |
|
SU107591A1 |
| Переставитель стеклоизделий | 1960 |
|
SU135606A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
