Изобретение относится к зеркальной и стекольной промышленности, и может быть использовано для обработки мебельных зеркал и стекол (снятие фацета, шлифование кромок).
Известны линии для снятия фацета, на которых с помощью алмазных кругов производится обработка кромок стекол, подаваемых на инструмент горизонтально замкнутым конвейером с вакуум-захватами.
Обработка кромок производится поочередно. На каждой ветви конвейера обрабатывается одна кромка. Обслуживают линию
трое рабочих - два в начале линии, один на повороте конвейера линии и один оператор.
Недостатком линий является то. что загрузка стекол, трехкратный разворот каждого стекла с одновременным кантованием на смежную кромку и разгрузка обработанных стекол выполняются вручную; работа тяжелая, поскольку каждый рабочий за смену перекладывает порядка 6-10 тонн; масса каждого стекла в среднем равна 6-7 кг.
Цель изобретения - облегчение труда и повышение производительности.
Цель достигается тем, что поточная линия для обработки кромок стекла, содержит
4 N3 00
CJ Ю
конвейер, состоящий из двух рядов валиков и роликов с приводом, устройства для обработки кромок, загрузочное устройство, манипуляторы, систему автоматического управления, при этом загрузочное устройство выполнено в виде укрепленных на штангах спаренных наклонных пневмоцилиндров, на штоках которых смонтированы вакуум-захваты и зубчатые рейки, входящие в зацепление с шестернями, закрепленными на корпусах наклонных пневмоцилиндров и соединенных попарно валиками на шпонках, а манипуляторы расположены в начале и на повороте конвейера и выполнены каждый в виде вертикального вала в подшипниках, на нижнем конце которого установлены шестерня, входящая в зацепление с зубчатой рейкой, укрепленной на штоке пневмогидроцилиндра, а на верхнем конце вала - втулка с кронштейном и горизонтальным пневмоцилиндром, на штоке которого укреплены секторная коническая шестерня на скользящей шпонке с двумя дугообразными кронштейнами и двумя роликами, причем вертикальные пневмо- цилиндры снабжены укрепленными на их штоках секторными коническими шестернями с числом зубьев, равным числу зубьев секторной конической шестерни горизонтального пневмЬцилиндра.
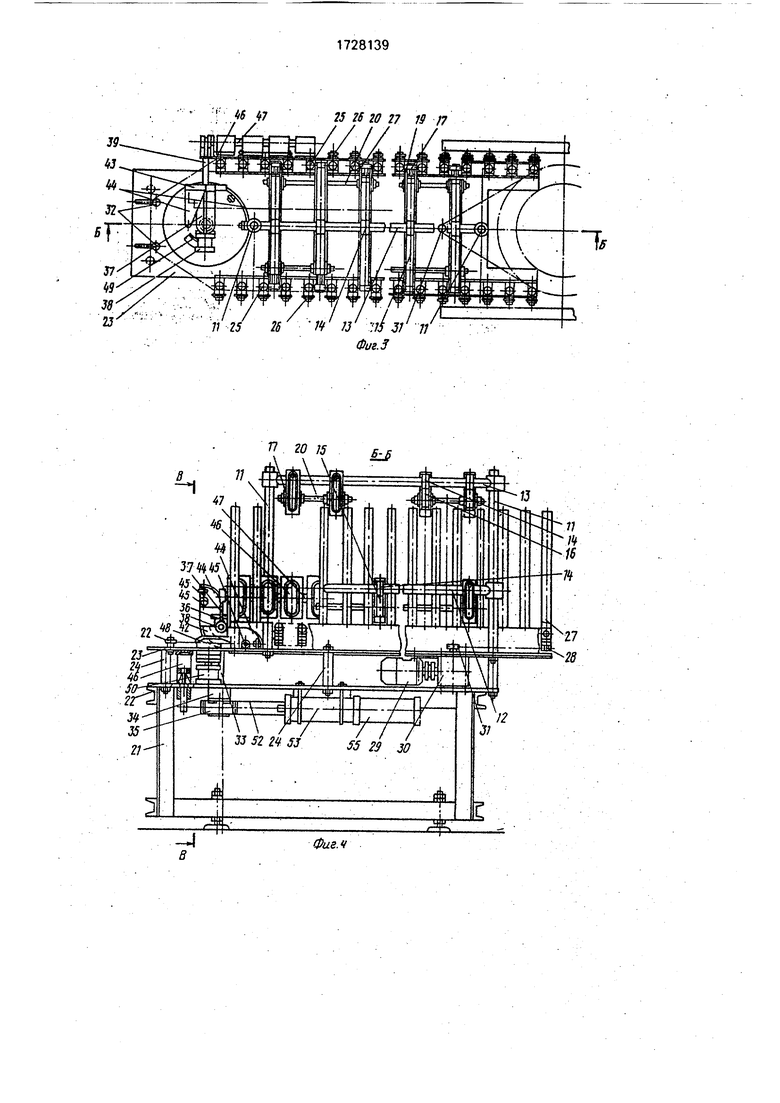
На фиг. 1 дана схема компоновки линии, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - линия, вид сверху; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4.
Линия обработки кромок стекол типа КФ-8 состоит из горизонтально замкнутого цепного конвейера 1 с вакуум-захватами, по обе стороны которого размещены стенки 2-4 соответственно для грубого, тонкого шлифования и полирования фацетов стекол и для обработки кромок 5. Линия также включает насосы - вакуумный 6, водяной 7 и вакуум 8 для суспензии окиси циркония, электрическую и вакуумную системы, загру- зочно-разгрузочное устройство 9 манипуля- торы 10 для поворота стекол с одновременным кантованием их на смежную кромку.
Загрузочно-разгрузочное устройство 9 имеет две стойки 11, на которых укреплены штанги 12 и 13. На этих штангах с помощью хомутов 14 крепятся наклонные пневмоци- линдры 15 и 16, на штоках которых укреплены вакуум-захваты 17 и зубчатые рейки 18, которые входят в зацепление с шестернями 19, сидящими на валиках 20.
Манипулятор 10, устанавливаемый в начале линии, имеет станину 21. На станине укреплены нижняя 22, и верхняя 23 плиты, соединенные между собой колонками 24. К
верхней плите прикреплены два блока валиков 25 и роликов 26, которые смонтированы. в обоймах 27 и имеют наклон внутрь от вертикали на 2-4°. На нижних концах валиков
25 имеются звездочки 28, которые с помощью цепного конвейера могут вращаться от электродвигателя 29 через червячный редуктор 30 и ведущую звездочку 31. Звездочки 22 являются натяжными.
0 Кантователь заготовок имеет вертикальный вал 23, поворачивающийся в подшипниках 34 и имеющий на нижнем конце шестерню 35, а на верхнем конце - втулку 36, с кронштейном 37 и горизонтальным
5 пневмоцилиндром 38, шток 39 которого проходит на скользящей посадке через отверстия в валу 33 и втулке 36, через подшипники 40 и 41, укрепленные на кронштейне 37 и секторной (90°) конической шестерне
0 43, которая посажена на штоке 39. За под- . шипником 41 на штоке укреплена пластина 43 с дугообразными кронштейнами 4, имеющими по два ролика 45. На конце штока 39 укреплен блок вакуум-захватов 46, смонти5 рованных на стержне 47.
На верхней плите 23 смонтированы дополнительные секторные конические шестерни 48 и 49, которыеукреплены на штоках вертикальных пневмоцилиндров 50 и 51 и
0 имеют число зубьев, равное числу зубьев основной секторной конической шестерне 42. Зубчатая рейка 52, укрепленная на штоке пневмоцилиндра 53, опираясь на ролик 54, входит в зацепление с шестерней 35.
5 Шток пневмоцилиндра 53 - общий со штоком гидроцилиндра 55, обеспечивающего плавность рабочего и холостого ходов зубчатой рейки 52, и, соответственно, поворота вала 33 кантователя, за счет перелива масла
0 из одной полости гидроцилиндра в другую через дроссели с обратным клапаном.
Для вывода вакуум-захватов 46 из зоны разгрузки в нейтральное положение имеется пневмоцилиндр 46. шток которого служит
5 упором для зубчатой рейки 52, в период загрузки-разгрузки заготовок. Манипулятор, который монтируется на повороте линии, имеет конструкцию аналогичную, только пневмоцилиндр 56 отсутствует.
0 Линия работает следующим оборазом. Наклонные пневмоцилиндры 15 вакуум- захватов 17 загрузочно-разгрузочного устройства устанавливают на штанге 12 между обоймами 27 с учетом размеров и располо5 жения горизонтальных заготовок на сторонах загрузки и разгрузки. Наклонные пневмоцилиндры 16 устанавливают на штанге 13 между обоймами 27 или выше их с учетом размеров и расположения вертикальных заготовок. Вакуум-захваты 17 должны располагаться ближе к верхним кромкам заготовок, что достигается перестановкой штанг 12 и 13 на стойках 11, шестерни 19 соединяют попарно валиками 20 для обеспечения синхронной работы пневмоци- линдров.
Дроссели гидроцилиндра 55 и пневмо- цилиндров 15 и 16 регулируют с учетом замедления рабочих ходов и ускорения холостых. Рабочий устанавливает тележку 57 с двумя стопами заготовок, установленными на кромки горизонтально и вертикально, и вторую тележку - пустую. Тележки прикрепляются к станине с базированием по Отношению к вакуум-захватам 17.
Блоки вакуум-захватов 46 находятся в исходном положении с отведенными в сторону с помощью горизонтального пневмо- цилиндра 38 вакуум-захватами. Вакуум-захваты 36 установлены на стержнях 47 с учетом размеров заготовок с целью задействовать наибольшее количество вакуум-захватов. Датчики, управляющие воз- духораспределителями пневмоцилиндров 38, 50. 51 и 53 устанавливают на блоках вакуум-захватов. Командоаппараты загру- зочно-разгрузочного устройства настраива- ют на заданный ритм. Счетчики импульсов настраивают на количество заготовок, входящих в комплект. Линия обработки заготовок настраивается в соответствии с видом обработки кромок согласно действующей технологической инструкции.
Оператор включает электродвигатели линии обработки заготовок, электродвигатели 29, подачу сжатого воздуха и командо- аппарат загрузочного устройства, задает на счетчиках импульсов число заготовок в комплекте.
Пневмоцил+1ндры 15 с помощью вакуум- захватов 17 снимают с тележки по две заготовки и устанавливают их на ролики 26 и валики 25 с заданным ритмом, обусловленным скоростью подачи и размерами заготовок. Заготовки подаются в линию - вертикальная заготовка - первой, горизонтальная - второй. Идет загрузка комплекта до заполнения обеих ветвей линии.
При подходе вертикальной.заготовки к вакуум-захватам 46 на повороте линии датчик включает горизонтальный пневмоци- линдр 38, который подает блок вакуум-захватов 46 к заготовкам и включает датчик пневмоцилиндров 50, 51 и 53, сек-, торная коническая шестерня 49 занимает рабочее положение, секторная шестерня 48 опускается, вал 33 кантователя поворачивается на 180 и одновременно за счет зацепления зубьев секторных шестерней 42 и 49 происходит кантование заготовок с поггё речной кромки на продольную. Вакуум-захваты освобождают заготовку, отводятся от нее лневмоцилиндром 38 и ускоренно возвращаются в исходное положение пневмо- 5 цилиндром 53.
При подходе горизонтальной заготовки операция повторяется. При этом заготовка кантуется в конце поворота за счет того, что секторная шестерня опускается, а сектор0 ная шестерня 48 занимает рабочее положение. Кантователь в начале линии работает аналогично.
При подходе к началу линии к вакуум-захватам 46 первой загрузки (горизонтальной)
5 командоаппарат загрузчика отключается, а заготовка кантуется на вторую,поперечную кромку.
При подходе второй заготовки (вертикальной) она кантуется на вторую продоль0 ную кромку. Затем на повороте линии первая заготовка (здесь вертикальная) кантуется на вторую продольную кромку, а вторая заготовка (здесь горизонтальная) кантуется на вторую поперечную кромку. К
5 выходу первая и вторая заготовки подходят полностью обработанными. При этом включаются одновременно командоаппараты пневмоцилиндров 15,16,53 и 46. Блок вакуум-захватов 46 выводится в нейтральное по0 ложение до упора. Происходит разгрузка комплекта обработанных заготовок по две сразу и загрузка комплекта необработанных заготовок по две сразу. При этом включение и отключение командоаппаратов и
5 пневмоцилиндров 53 и 56 производится от счетчиков импульсов.
После загрузки последних заготовок, находившихся на тележке, командоаппарат загрузки отключается и производится смена
0 тележек - пустая отводится в сторону, а тележку с новой партией заготовок устанавливают со стороны загрузки. Включается командоаппарат загрузки. Производится загрузка очередного комплекта заготовок, и
5 цикл повторяется.
После разгрузки последней пары заготовок предыдущей партии командоаппарат разгрузки и пневмоцилиндры 53 и 56 отключаются. Блоки вакуум-захватов 46 возвра0 щаются в исходное положение. При подходе первых заготовок к блоку вакуум-захватов в начале линии командоаппарат загрузки отключается, и цикл повторяется.
За период полной обработки первого комплекта последующей партии заготовок производят отвод тележки с обработанными заготовками предыдущей партии и установку пустой тележки со стороны разгрузки.
Эффективность изобретения определяется облегчением труда и повышением производительности.
Формула изобретения Поточная линия для обработки кромок стекол, содержащая конвейер, состоящий из двух рядов валиков и роликов с приводом, устройство для обработки кромок, загрузочное устройство, манипуляторы, систему автоматического управления, от л и- чающаяся тем, что, с целью облегчения труда и повышения производительности, загрузочное устройство выполнено в виде укрепленных на штангах спаренных наклонных пневмоцилиндров, на штоках которых смонтированы вакуум-захваты и зубчатые рейки, входящие в зацепление с шестернями, закрепленными на корпусах наклонных пневмоцилиндров и соединенными попарно валиками на шпонках, манипуляторы расположены в начале и на пово-. роте конвейера и выполнены каждый в виде вертикального вала в подшипниках, на нихнем конце которого установлена шестерня, входящая в зацепление с зубчатой рейкой, укрепленной на шпонке пневмоцилиндра. а на верхнем конце вала - втулка с кронштЪй- ном и горизонтальным пневмоцилиндром,
на штоке которого укреплены секторная коническая шестерня на скользящей шпонке, пластина на шпонке с двумя дугообразными кронштейнами и двумя роликами, причем вертикальные пневмоцилиндры снабжены
укрепленными на их штоках дополнительными секторными коническими шестернями с числом зубьев, равным числу зубьев основной секторной конической шестерни горизонтального пневмоцилиндра.


| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
| Устройство для подачи заготовок в пресс | 1984 |
|
SU1278249A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1964 |
|
SU164822A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |


Изобретение относится к стекольной промышленности и может быть использовано для обработки мебельных зеркал и стекол. Цель изобретения - облегчение труда и повышение производительности. Поточная линия для обработки кромок стекол имеет в своем составе линию обработки кромок типа КФ с электрической, пневматической и вакуумной системами с системой автоматического управления. Поточная линия имеет загрузочное устройство в виде укрепленных ка штангах спаренных наклонных пневмо- цилиндров, на штоках которых смонтированы вакуумзэхваты и зубчатые рейки, входящие в зацепление с шестернями, закрепленными на корпусах наклонных пнев- моцилиндров и соединенными попарно валиками. Манипуляторы расположены в начале и на повороте конвейера и выполнены каждый в виде вертикального вала в подшипниках, на нижнем конце которого установлена шестерня, входящая в зацепление с зубчатой рейкой, укрепленной на штоке пневмогидроцилиндра. На верхнем конце вала смонтирована втулка с кронштейном и горизонтальным пневмоцилинд- ром, на штоке которого укреплена секторная коническая шестерня, пластина с двумя дугообразными кронштейнами и двумя роликами. Вертикальные пневмоцилинд- ры снабжены укрепленными на их штоках дополнительными секторными коническими шестернями. 5 ил.
Фйг.1
I
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| - М., 19.80. | |||
