Известны бесконечные ленточные электроды-инструменты, используемые на ленточных анодно-механических станках, для изготовления которых концы соединяют так, что лента не перекручивается, в результате у нее образуются две независимые, постоянно ориентированные поверхности - наружная и внутренняя. При этом только одна из кромок ленты становится режущей.
Особенность описываемого бесконечного электрода-.инструмента состоит в том, что концы ленты соединены так, что у нее не различаются наружная и внутренняя поверхности, в результате каждая кромка ленты становится продолжением другой, т. е. при неизмснной длине ленты длина режуш,ей кромки увеличивается вдвое.
Предлагаемый бесконечный электрод - инструмент позволяет повысить его стойкость и производительность процесса резания.
Так как в процесс резания включается вторая кромка ленточного электрода - инструмента, то увеличивается, при неизменной длине ленты, время охлаждения рабочей кромки вне зоны межэлектродного зазора, вызывая равномерный износ ленты с двух сторон.
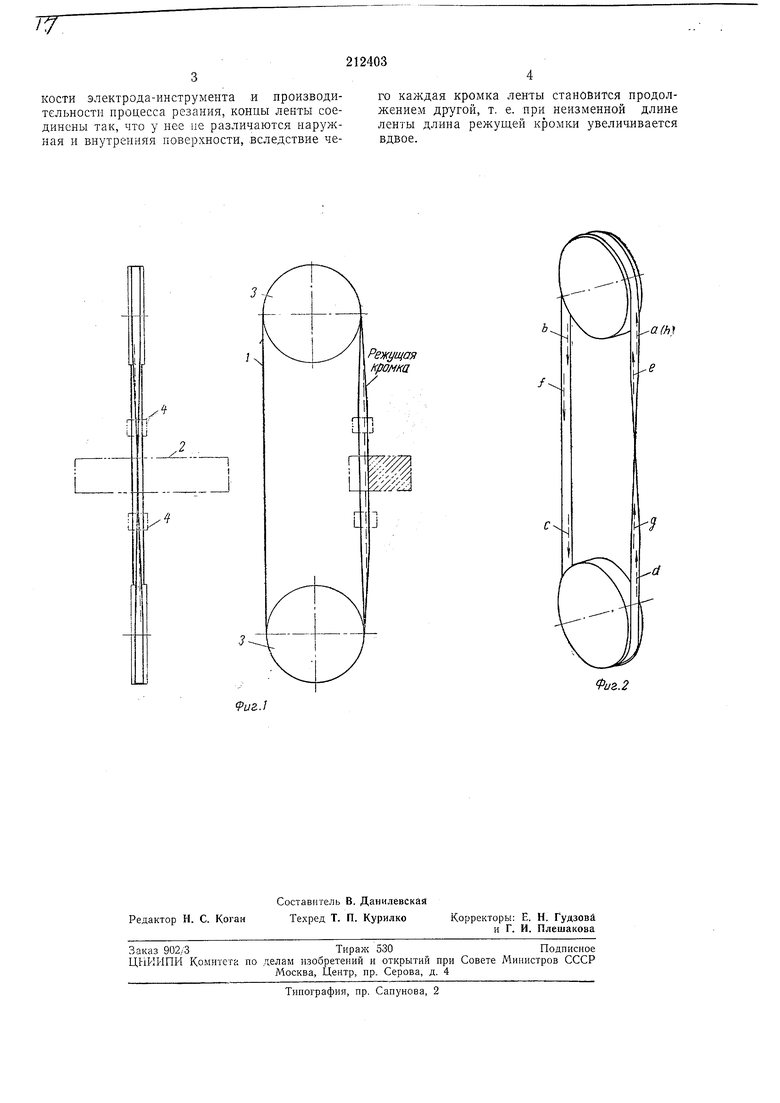
на фиг. 2 показана схема прохол дения ленты в лентопротяжном механизме.
Электрод-инструмент / выполнен в виде ленты. Он разрезает заготовку 2, обхватывая шкивы 3.
Фиксирование ветвей ленты в необходимом положении осуществляется, например, направляющими 4 (преимущественно - направ.ляющими скольжения).
Подобные направляющие широко применяются в ленточных анодно-механических отрезных станках для скручивания ленты на длине участка резания на 30-90°, что необходимо для обеспечения возможности продольного и поперечного разрезания на одной модели станка. Разворот ленты не представляет затруднений в силу большой гибкости ленты и недостаточности времени ее работы для проявления усталостных явлений.
По точкам а, Ь, с, d, е, f, g, h можно проследить последовательность прохождения точек двусторонней режущей кромки электрода-инструмента через зону обработки.
Предмет изобретения
кости электрода-инструмента и производительиости процесса резания, концы ленты соединены так, что у нее не различаются наружная и внутренняя поверхности, вследствие чего каждая кромка ленты становится продолжением другой, т. е. при неизменной длине ленты длина режущей кромки увеличивается вдвое.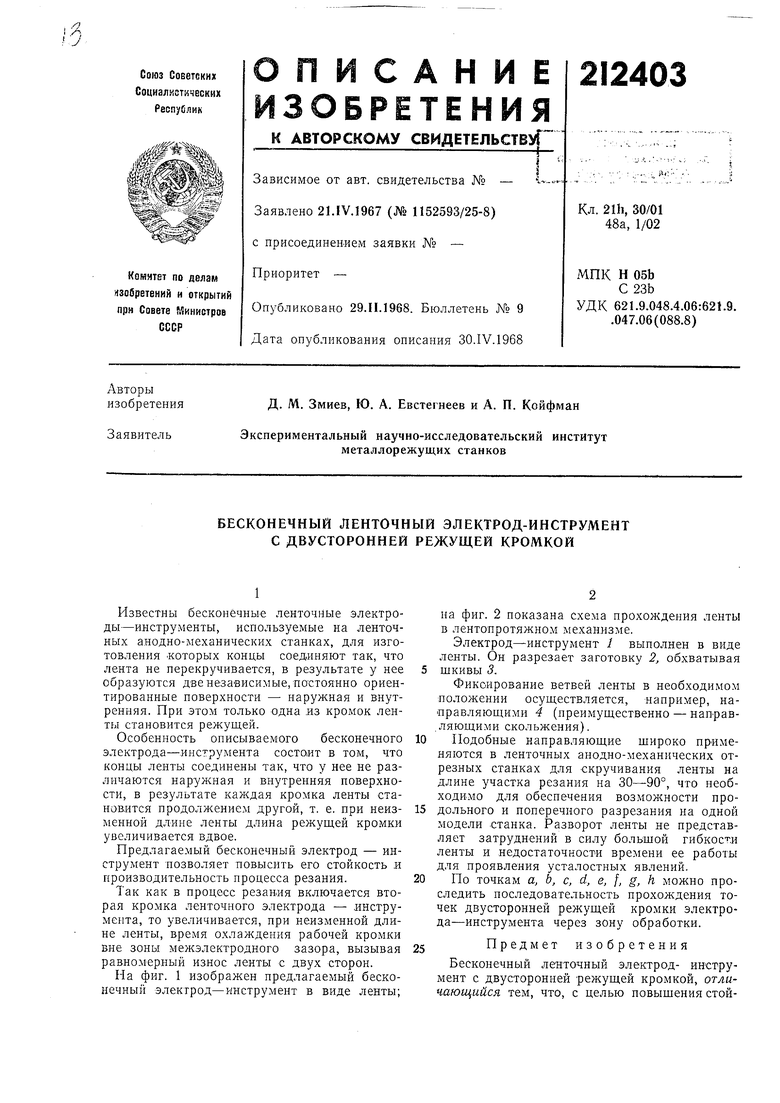
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| Устройство к анодно-механическомуОТРЕзНОМу СТАНКу | 1979 |
|
SU848230A1 |
| УСТРОЙСТВО ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙ РЕЗКИ | 1973 |
|
SU373118A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ СТАНОК ЛЕНТОЧНОГО ТИПА | 1967 |
|
SU204110A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2431564C1 |
| УСТРОЙСТВО И СПОСОБ ПОДГОТОВКИ РЕЖУЩЕЙ КРОМКИ | 2020 |
|
RU2820876C2 |
| СПОСОБ ОТБОРА ПРОБЫ МЕТАЛЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008644C1 |
Ржущая кромка
Фиг.2
