Известны анодно-механические отрезные станки ленточного типа с вращением заготовки от специального привода.
Предложенный станок отличается от известных тем, что движение непрерывного вращения заготовки заменено качательиым движением ленты-инструмента в плоскости реза, при этом относительное движение фактически сохраняет свой характер, но создаются более благоприятные условия для обработки крупных заготовок (которые могут быть некруглыми и иметь большой вес).
Это позволит улучшить условия разрезания заготовок большого сечепия при оптимальной длине контакта инструмента с заготовкой благодаря улучшению условий подачи электролита в рабочую зону и возможности непрерывно поддерживать оптимальную площадь контакта между электродами (движение непрерывного вращения заготовки заменено качательным движением электрода-инструмента в плоскости реза).
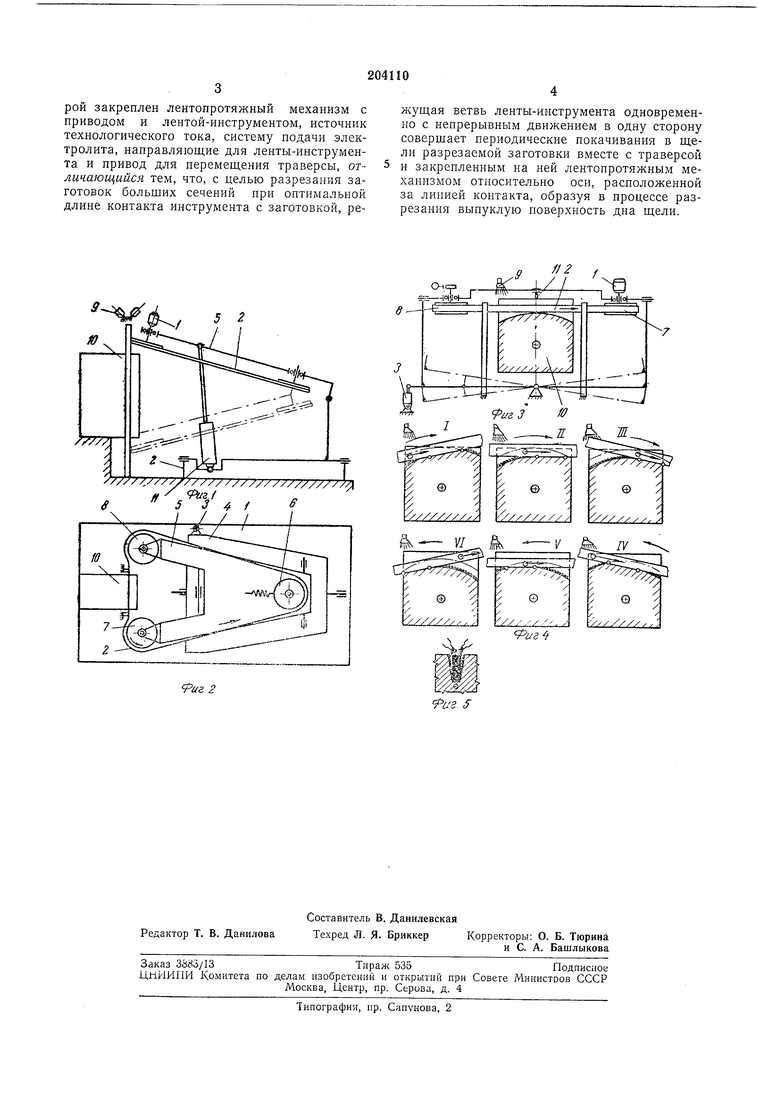
На фиг. 1, 2 и 3 схематически изображен предложенный станок; на фиг. 4 показано перемещение режущей ветви ленты-инструмента и линии контакта ее с дном щели в различных фазах полного цикла качения (положения I, П, 1П, IV, V и VI); на фиг. 5 - расположение ленты-инструмента в сечении щели разрезаемой заготовки.
Описываемый станок работает следующим образом.
При включении привода / лента-инструмент 2 приобретает движение в одну сторону со скоростью 18-20 м1сек. Включается система управления цилиндром 3 покачивания,, и поршень цилиндра при ходе вверх-вниз покачивает платформу 4, а вместе с платформой совершает плавные периодические покачивания траверса 5 с лентопротяжным механизмом 6, 7, 8 W. лентой-инструментом 2, причем амплитуда и частота колебаний регулируются системой управления цилиндра 3.
Одновременно с механизмом покачивания включается система подачи электролита 9 и ИСТОЧ1П1К технологического тока. При соприкосновении ленты-инструмента 2 с заготовкой 10 включается в работу следящая система станка, которая воздействуя па гидроцилпндр //, поддерживает длину контакта между режущей плоскостью ленты-инструмента и заготовкой в заданном режиме, а следовательно, обеспечивает разрезание заготовки при оптимальной длине контакта независимо от сечения заготовки.
рой закреплен лентопротяжный механизм с приводом и лентой-инструментом, источник технологического тока, систему подачи электролита, направляющие для ленты-инструмента и привод для перемещения траверсы, отличающийся тем, что, с целью разрезания заготовок больших сечений при оптимальной длине контакта инструмента с заготовкой, ветвь ленты-инструмента одновременно с непрерывным движением в одну сторону соверщает периодические покачивания в щели разрезаемой заготовки вместе с траверсой и закрепленным на ней лентопротяжным механизмом относительно оси, расположенной за линией контакта, образуя в процессе разрезания выпуклую поверхность дна щели.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНО-МЕХАНИЧЕСКИЙ ЛЕНТОЧНЫЙ СТАНОК | 1968 |
|
SU213506A1 |
| ЛЕНТОПРОТЯЖНОЕ УСТРОЙСТВО | 1970 |
|
SU264570A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ ОТРЕЗНОЙ СТАНОК ЛЕНТОЧНОГОТИПА | 1969 |
|
SU251361A1 |
| ОТРЕЗНОЙ СТАНОК | 2004 |
|
RU2274523C2 |
| ЛЕНТОПРОТЯЖНОЙ МЕХАНИЗМ К АНОДНО-Л\ЕХАНИЧ ЕСКОМУ | 1966 |
|
SU180472A1 |
| СПОСОБ АНОДНО-МЕХАНИЧЕСКОЙ РЕЗКИ ЛЕНТОЙ | 1969 |
|
SU234563A1 |
| Устройство распиловки камня алмазным канатом | 2021 |
|
RU2781967C1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Отрезной станок маятникового типа | 1983 |
|
SU1122455A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
5 2
/////////7///.
/ %г./ S J 4 f
/ / I
2
//2
о Г
S5-jctjioju-l
