Известны устройства для снятия грата и утолщений, возникающих при стыковой сварке, содержащие механизм зажима, корпус которого связан стяжками с задней стойкой, и перемещающуюся по станине каретку с плавающими во взаимно перпендикулярных плоскостях ножами и следящими роликами.
В описываемом устройстве для обеспечения гарантированного значения усилия зажима и точного центрирования рельса механизм зажима выполнен в виде двух поворачивающихся относительно неподвижных осей и связанных между собой зубчатыми секторами эксцентриков. На шейках эксцентриков закреплены подушки со сменными зажимными башмаками, фиксируемые от поворота роликами, передвигающимися в направляющих корпуса механизма зажима.
Для уменьшения величины рабочего хода каретки и обеспечения возможности комплектной смены инструмента профильные ножи, находящиеся в горизонтальной плоскости, расположены в промежутках между ножами, находящимися в вертикальной плоскости, и установлены в сменных кассетах на качающихся рычагах, имеющих следящие ролики.
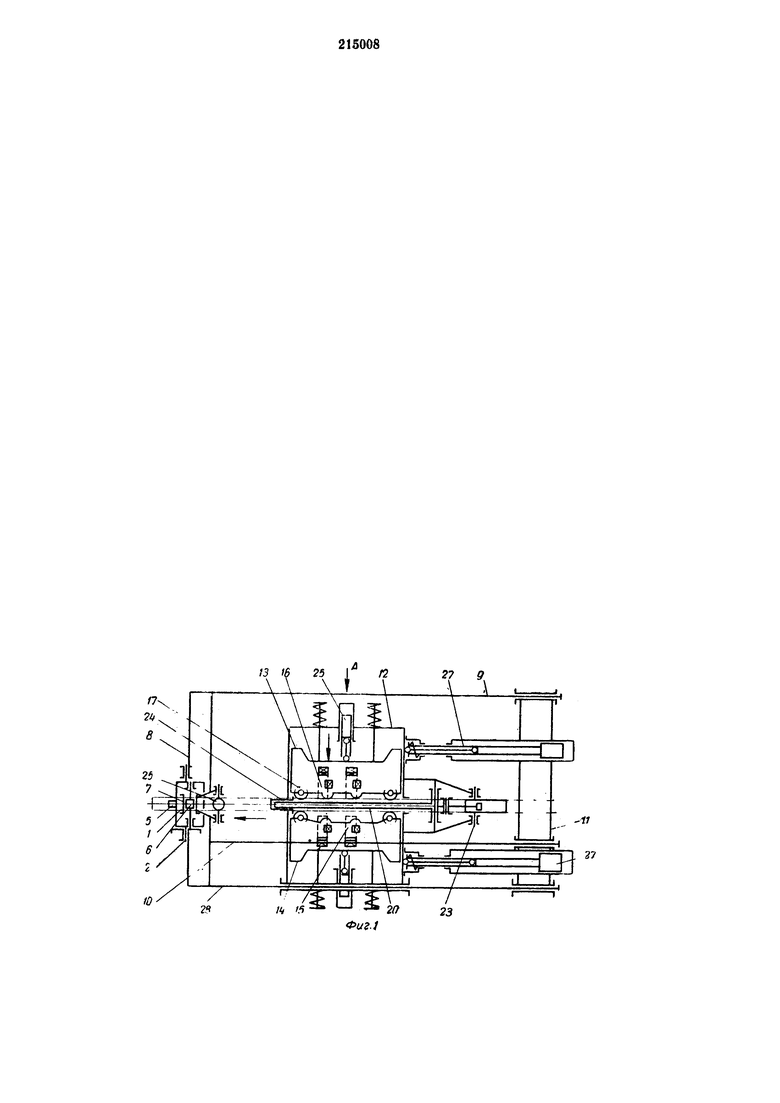
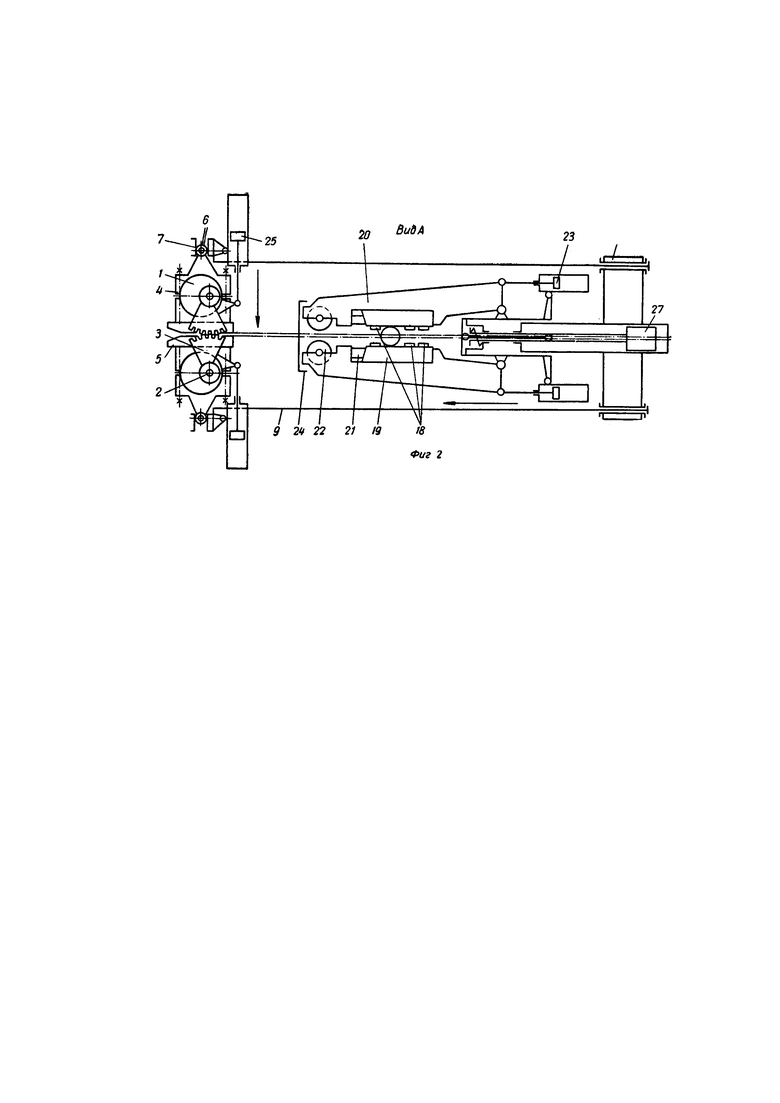
На фиг. 1 схематически изображено описываемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для снятия грата и утолщений содержит механизм зажима, выполненный в виде двух эксцентриков 1, поворачивающихся относительно неподвижных осей 2 и связанных между собой зубчатыми секторами 3. На шейках эксцентриков 1 закреплены подушки 4 со сменными зажимными башмаками 5, фиксируемые от поворота роликами 6, передвигающимися в направляющих 7 корпуса 8 механизма зажима. Корпус 8 связан стяжками 9 и 10 с задней стойкой 11.
Режущий механизм представляет собой совокупность двух подушек и двух рычагов с установленными в них ножами.
В окно каретки 12 устанавливают подушки 13 и 14, фиксируемые в осевом направлении планками. В подушках устанавливают ножи 15 и 16, которые выставляют в требуемое положение относительно следящих роликов 17. Эти ножи обрабатывают верх головки и низ подошвы рельса, а боковые поверхности рельса обрабатываются ножами 18, расположенными в кассетах 19 рычагов 20.
Профильные ножи устанавливают в гнездах кассет и закрепляют винтами.
Кассета с ножами расположена в гнезде рычага и закреплена клином 21, при этом обеспечивается точная установка режущих кромок ножей относительно следящего ролика 22, который ориентируется по шейке рельса.
Гидроцилиндр 23 поршневого типа установлен на цапфах в кронштейнах каретки и предназначен для подведения рычага 20 к рельсу и отведения его. Ход рычага вперед и назад ограничен упорами 24, выполненными внутри направляющих рычага.
При замене ножей в рычаге меняют всю кассету.
Работает устройство следующим образом.
Обрабатываемый рельс, опираясь на поддерживающие ролики, подается в устройство и останавливается при подходе сварного стыка к ножам подушки. При остановке рельса на его зажим подается импульс. Под давлением плунжерной полости гидроцилиндры 25 зажима поворачивают эксцентрики 1 относительно осей 2. Шейки эксцентриков скользят во вкладышах подушек 4, которые не могут поворачиваться, так как их крышки имеют ролики 6, передвигающиеся перпендикулярно рельсу в направляющих 7 корпуса 8 и передвигают, соответственно, подушки перпендикулярно рельсу, зажимая его за шейку башмаками 5. Одновременно с зажимом рельса смыкаются подушки 13 к 14 и рычаги 20 под действием гидроцилиндров 25 и 23 до упора следящих роликов 17 и 22 в рельс. Ножи, точно установленные относительно следящих роликов, выставляются в определенное положение относительно рельса.
После зажима рельса и смыкания подушек и рычагов, реле давления дает команду на рабочий ход режущего механизма. Масло подается в плунжерные полости гидроцилиндров 27 рабочего хода, которые передвигают каретку 12 по направляющим рамы 28. При рабочем ходе каретки ножи срезают грат со сварного стыка рельса по всему периметру.
По окончании рабочего хода подушки отводятся до упора в исходное положение пружинами, а рычаги - гидроцилиндром 23. После этого рельс освобождается при обратном ходе механизма зажима.
При разжиме рельса производится одновременно обратный ход режущего механизма при помощи гидроцилиндров 27.
При проходе рельса через окно задней стойки 11 проволочные щетки, установленные перед этим окном, очищают рельс от кусков срезанного грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки рельсов | 1975 |
|
SU634648A3 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2765959C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2748185C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2321478C1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
1. Устройство для снятия грата и утолщений, возникающих при стыковой сварке рельсов, содержащее механизм зажима, корпус которого связан стяжками с задней стойкой, и перемещающуюся по станине каретку с плавающими во взаимно перпендикулярных плоскостях ножами и следящими роликами, отличающееся тем, что, с целью обеспечения гарантированного значения усилия зажима и точного центрирования рельса, механизм зажима выполнен в виде двух поворачивающихся вокруг неподвижных осей и связанных между собой зубчатыми секторами эксцентриков, на шейках которых закреплены подушки со сменными зажимными башмаками, фиксируемые от поворота роликами, передвигающимися в направляющих корпуса механизма зажима.
2. Устройство по п. 1, отличающееся тем, что, с целью уменьшения величины рабочего хода каретки и обеспечения возможности комплектной смены инструмента, находящиеся в горизонтальной плоскости профильные ножи расположены в промежутках между ножами, находящимися в вертикальной плоскости, и установлены в сменных кассетах на качающихся рычагах, имеющих следящие ролики.
