Предлагаемая протяжка может быть использована в области машиностроения при обработке открытых незамкнутых поверхностей.
Прогрессивные протяжки для обработки плоских поверхностей с групповым расположением режущих зубьев, каждый из которых закреплен в корпусе протяжки посредством одностороннего регулируемого клина, известны.
Предложенная протяжка отличается от известных тем, что ее режущие пластины снабжены центральными посадочными пальцами со сферическими головками, взаимодействующими с запирающим регулируемым двусторонним клином, осуществляющим одновременное крепление группы пластин, а также тем, что режущие пластины имеют лыски, образующие многогранник, выполненные со стороны большого основания так, что линия их пересечения с основанием является главной режущей кромкой, а оставшаяся часть окружности - вспомогательной режущей кромкой.
Такое выполнение позволило уменьшить шаг пластин и увеличить их стойкость.
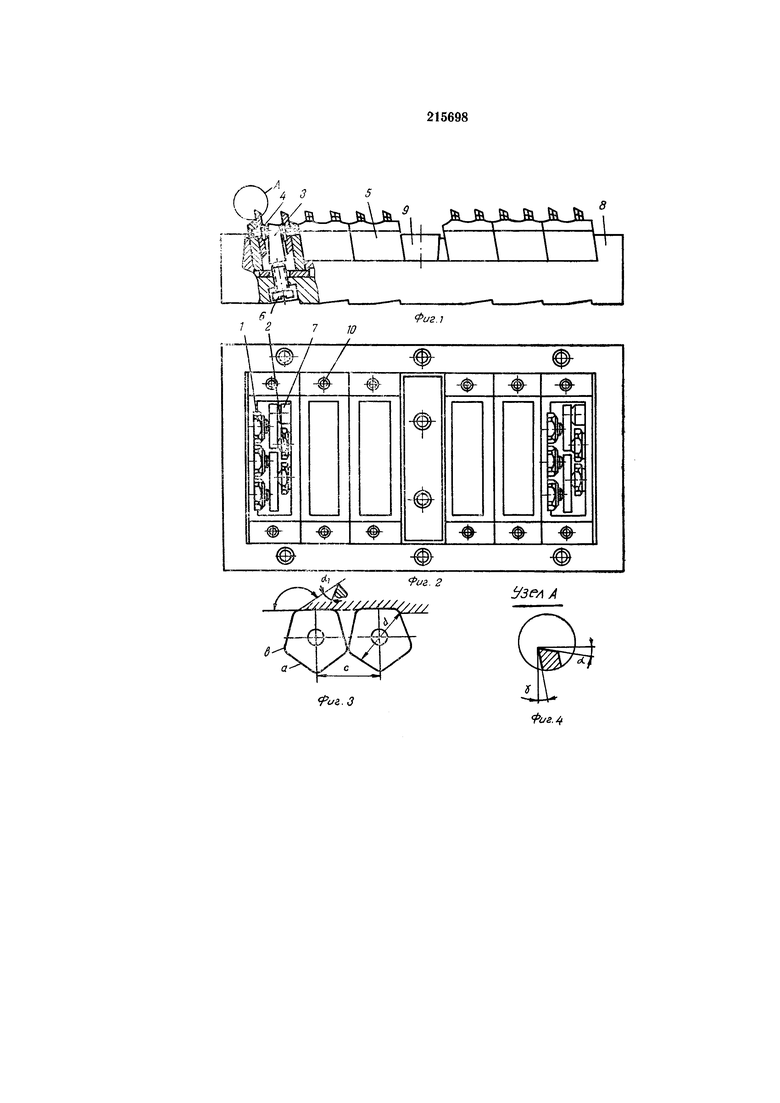
На фиг. 1 схематически изображена описываемая сборная протяжка, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 показана форма режущих пластин; на фиг. 4 - узел А на фиг. 1.
Протяжка содержит прорезные 1 и завистные 2 твердосплавные конические пластины с лысками, образующими многогранник, выполненными со стороны большого основания, так что линия их пересечения с основанием является главной режущей кромкой а, а оставшаяся часть окружности - вспомогательной режущей кромкой в. Набор прорезных 1 и зачистных 2 пластин, расположенных последовательно, крепится запирающим регулируемым двусторонним клином 3 через посадочные пальцы 4 со сферической головкой в кассете 5, корпус которой выполнен коробчатой формы со сквозным проемом и посадочным отверстием под палец 4. Клин опирается на три пальца 4 и при помощи нажимного винта 6 закрепляет группу пластин. При определенной ширине обрабатываемой поверхности применяется дополнительный упор 7. Кассеты 5 размещаются в пазу корпуса секции 8 и закрепляются при помощи двустороннего центрального клина 9 с окончательным стопорением винтом 10. Регулировка последующей кассеты 5 по высоте в пределах секции осуществляется набором мерных прокладок.
В процессе резания прорезные 1 и зачистные 2 пластины каждой кассеты 5 снимают заданный припуск по всей ширине детали, причем в работу вступают последовательно сначала, прорезные 1, а затем зачистные 2 пластины. В пределах одной кассеты 5 плавные режущие кромки а прорезных 1 и зачистных 2 пластин равны по высоте, что достигается обработкой посадочных отверстий в корпусе кассеты 5 по кондуктору. Эта задача, облегчается полной идентичностью кассет 5 и геометрическим размером. Оптимальное соотношение между диаметром пластины d и центровым расстоянием с определяется исходя из условия перекрытия главными режущими кромками а всей ширины детали и допустимой длины режущей части пластин (10-12 мм).
Прорезные пластины 1 работают главными режущими кромками а и вспомогательными режущими кромками в, образованными частью окружности, оставшейся после снятия лысок. Зачистные пластины не требуют занижения по высоте, так как в случае неточности изготовления или неравномерности износа они выступают над прорезными, в резании участвуют вспомогательные режущие кромки в.
Передний угол γ режущей части пластин 1 и 2 образуется наклоном корпуса кассеты 5. Задний угол главной режущей кромки пластин 1 и 2 образован шлифованием лысок под углом α в специальном многоместном приспособлении, а задний угол α1 вспомогательной режущей части пластин 1 и 2 получен шлифованием пластины по конусу, с учетом угла наклона корпуса кассеты 5, причем, возможно получить α1 любых значений.
Стружечная канавка образована передней гранью пластин и наклоном верхней грани клина 3 под определенным углом. Запирающий клин 3 имеет углы, обеспечивающие самоторможение, и рассчитывается на контактные напряжения и изгиб. Клин 3 и пальцы 4 калятся. В случае износа соприкасающихся поверхностей клина 3 и пальцев 4 между корпусом кассеты 5 и пластинами 1 и 2 устанавливается тонкая прокладка (на чертеже не указана).
После износа режущих кромок пластин 1 и 2 секция 8 снимается с инструментальной плиты и производится одновременный поворот всех пластин на следующую режущую грань, причем для получения параллельности всех главных режущих кромок используется специальный шаблон. При износе всех режущих кромок пластины легко заменяются.
1. Сборная прогрессивная протяжка для обработки плоских поверхностей с групповым расположением твердосплавных многогранных конических пластин, отличающаяся тем, что, с целью уменьшения шага пластин, последние снабжены центральными посадочными пальцами со сферическими головками, взаимодействующими с запирающим регулируемым двусторонним клином, осуществляющим одновременное крепление группы пластин.
2. Протяжка по п. 1, отличающаяся тем, что, с целью увеличения стойкости пластин, последние снабжены лысками, образующими многогранник, выполненными со стороны большого основания, так что линия их пересечения с основанием является главной режущей кромкой, а оставшаяся часть окружности - вспомогательной режущей кромкой.
