Известны строгальные рейсмусовые станки с вальцовой подачей, верхним ножевым блоком и столом для плоского одностороннего строгания деревянных заготовок на заданный размер по толщине.
Предложенный станок более удобен для использования в поточных и автоматических линиях, так как он имеет неподвижно закрепленный стол, являющийся станиной, а также перемещающийся по его направляющим, снабженный элементами привода верхний ножевой блок.
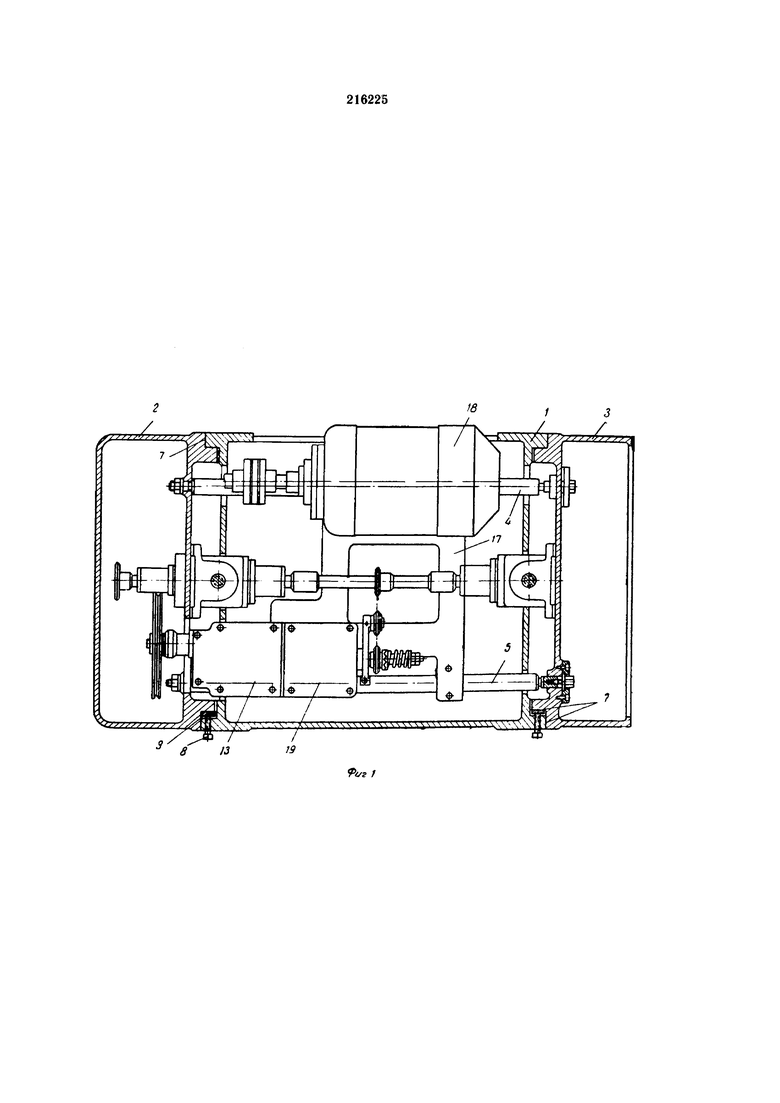
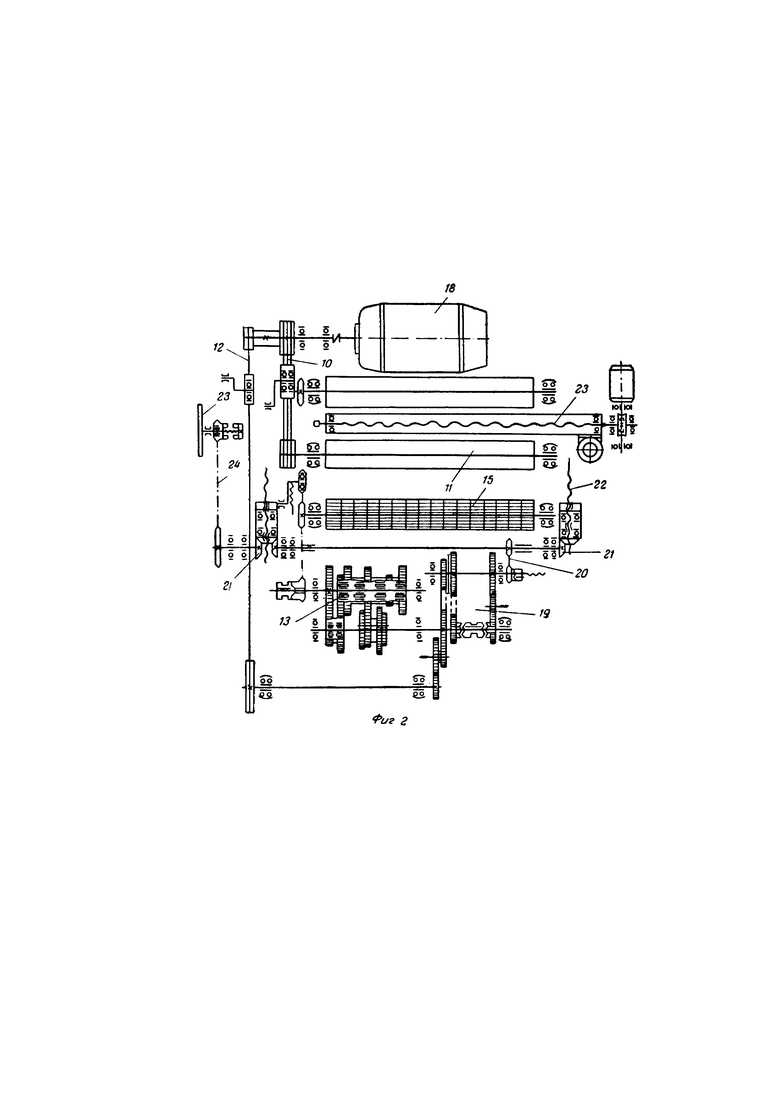
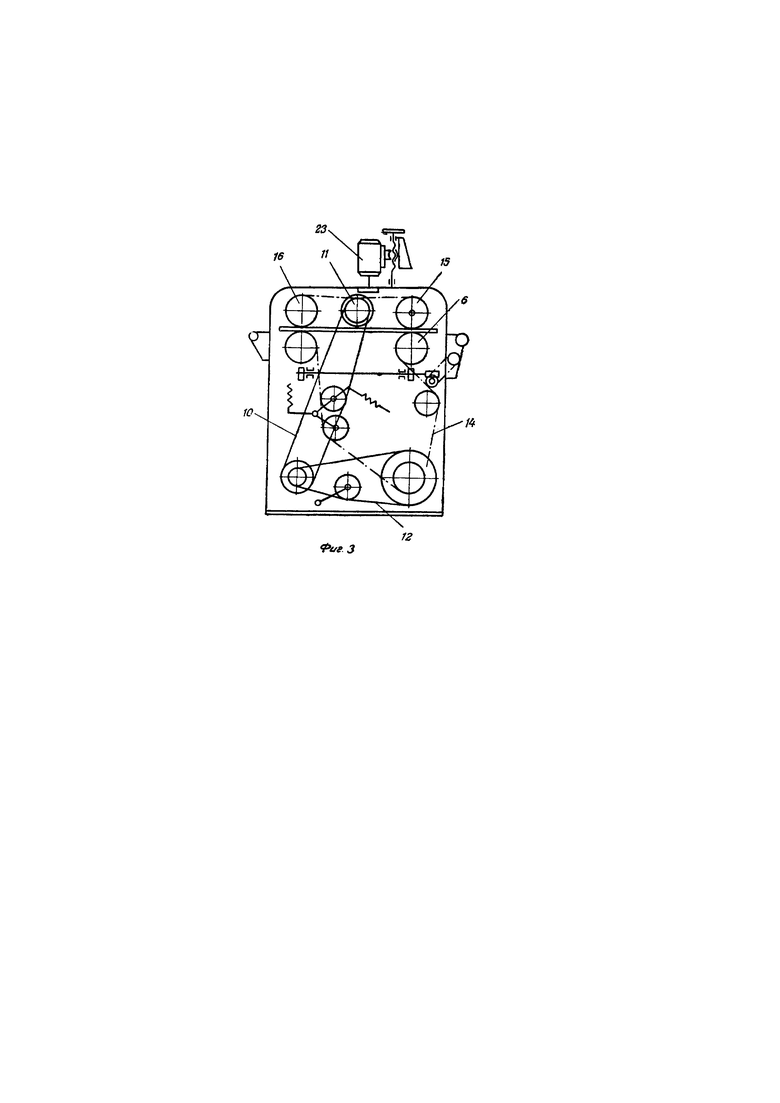
На фиг. 1 изображен описываемый станок, вид сверху в разрезе; на фиг. 2 - кинематическая схема станка; на фиг. 3 - кинематическая схема приводов станка.
Стол 1 станка, являющийся станиной, представляет собой жесткую чугунную отливку коробчатой формы. По столу вертикально перемещаются две боковины 2 и 3, связанные сверху верхним ножевым блоком, а снизу - двумя регулируемыми стяжками 4 и 5.
В столе закреплены нижние подающие валики 6 и механизм подъема валиков.
Боковины станка представляют собой чугунные коробчатые отливки и перемещаются по станине в плоских направляющих 7. Зазоры в направляющих регулируют винтами 8, прижимающими пластины 9. В левой боковине 2 размещается ременная передача 10 привода ножевого вала 11, ременная передача 12 привода коробки подач 13 и цепная передача 14 привода подающих валиков как нижних, так и верхних 15 и 16. В правой боковине 3 размещен электрошкаф.
Верхний ножевой блок также представляет собой чугунную коробчатую отливку. Внутри него смонтированы когтевая защита, передний секционный 15 и задний гладкий 16 подающие валики, средний секционный и задний цельнолитой прижимы и ножевой вал 11.
Внутри стола на передвигающихся вместе с боковинами стяжках 4 и 5 размещены: плита 17 с электродвигателем 18 привода ножевого вала и четырехскоростная коробка подач 13 с редуктором 19 механического перемещения боковин с верхним блоком.
Механическое перемещение боковин производят с помощью электродвигателя 18, ременной передачи 12, редуктора 19, цепной передачи 20, конических шестерен 21 и винтов 22. Ручное перемещение боковин осуществляют маховичком 23, вращение от которого через цепную передачу 24 и конические шестерни 21 также передается на винты 22.
Станок оборудован быстросъемным заточным приспособлением.
Перенастраивают станок на различные толщины обрабатываемого материала, передвигая верхний и ножевой блок. Поэтому, при использовании станка в поточных и автоматизированных линиях перенастройка его на новую толщину обрабатываемого материала не влечет за собой изменение уровня конвейера. Это уменьшает время, необходимое на переналадку линий, и упрощает конструкцию околостаночных приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2033318C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1790485A3 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2048287C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2026171C1 |
Строгальный станок с вальцовой подачей, верхним ножевым блоком и столом для плоского одностороннего строгания деревянных заготовок на заданный размер по толщине, отличающийся тем, что, с целью использования его в поточных и автоматических линиях, в станке установлен неподвижно закрепленный стол, являющийся станиной, а также перемещающийся по его направляющим, снабженный элементами привода верхний ножевой блок.
