Изобретение относится к обработке металлов резанием и может найти применение в машиностроении, например, при обработке прокатных валков для поперечно-Ешнтовой прокатки.
Целью изобретения является повышение точности обработки за счет сокраи1,ения кинематической цепи.
На фиг.1 изображено предлагаемое устройство, обп1ИЙ вид; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит механизм 1 образования неременного inara, в состав которого входят конический трензель 2, включаюпхий шестерню 3, которая жестко соединена со шпинделем 4, вторая шестерня 5 установлена на вертикальном валу вместе с кулачком 6 механизма 1 образования переменного inara, а внутри третьей 1нестерни 7, вьнюлнениой пустотелой, с возможностью не- ремешепия в осевом панравлснии монтируется И1нннде:1ь 8 иЗлТелия, жестко соединенный с оправкой 9, па которой устапов- лепа обрабатывае.мая заготовка 10, причем пи1индс;пз 8 изделии снабжен роликом И механизма 1 образования переменного inara, постоянно контактирующим с кулачком 6, и связан через шестерни 7, 5 и 3 и кинематическую цепь станка, состоящую из гитары (2 поиеречных подач, ходового вала 13, зубчатых колес 14 и 15, зубчатой муфты 16, зубчатого колеса 17, сидящих на валу 18, зубчатого колеса 19, установленно1 о на горизонтальном винте 20 поперечной подачи (на схеме он условно повернут в вертикальное ноложение), с ноиеречным суппортом 2.
На задней бабке 22 смонтировано прижимное устройство, состоящее из пневмо- цилиндра 23 и нрижима 24, вы1и;1лненного с возможностью перемещения в осевом на- нрав;1ении в нанравляюших 25. Ролик 1 1 установлен в серьге 26, которую монтируют в нJниндeль 8 изделии на нодшинниках 27 качения. Шпиндель 8 изделия перемещается в панравляюших 28, установленных в Hiec- терне 7. В корпусе 29 монтируют 1нестер- ню 7 в нодншпниках 30 качения, niecTep- ня 5 на Н1поике 31 и кулачок 6 на шпонке 32 устанавливаются на валу в нодшинниках 33, а шестерня 1 - в подпишни- ках 34. Корпус 29 закрепляют на направляющих станины 35.
Резец 36 устанавливают в инструмен- тодержатель 37 (на схеме он условно повернут в вертикальпое положение) суппорта 21. Коробка скоростей встроена в переднюю бабку 38, на которой смонтирован электро- двигате.пь 39 главного движения. Штурвал 40 для подвода резца 36 в нужное положение.
Устройство работает следующим об.разом.
Обрабатываемую с переменным ишгом заготовку 10 устанавливают на оправку 9, которую жестко соедипяют со шпинделем 8
5
изделия и поджимают прижимом 24 при по- мош,и пневмоцилиндра 23. Усилия пневмоци- линдра 23 достаточно для того, чтобы преодолеть силу резания и выбрать зазор между кулачком 6 и роликом 11.
Затем включают электродвигатель 39 главного движения и от коробки скоростей, встроенной в переднюю бабку 38, шпиндель 4 получает вращение с заданной скоростью, что обеспечивает че)ез шестерни 3, 5 и 7
0 вращение заготовки И) и одновременно ее неремешение в осевом направлении, так как кулачок 6, поворачиваясь, воздейетвует на ролик 1 и перемен1ает шниндель 8 изделия в осевом направлении, муфта 16 при этом должна быть разомкнута (фиг.1). По мере новорота кулачка 6 заготовка 10 на оправке 9 перемещается в осевом направлении и резец 36, находящийся в неподвижном состоянии, нроизводит обработку винтовой канавки «но inary.
0 Закон изменения переменного шага обрабатываемой винтовой канавки определяется татько профилем кулачка 6.
После завершения одного прохода, что ссютветствует возвращению заготовки в исходное положение (фиг.1), резец 36 нолучает радиальное переменхение от ноперечного суппорта 21 новоротом лтурва. ш 40, равное глубине резания за один проход, и проходы повторяются до получения профиля заготовки необходимой г.тубины.
Затем приступают к обработке переменно го диаметра заготовки 10. Для этого поперечный сунпор 21 настраивают с помоншю гитары 12 поперечных подач на определенный, соответствующий рабочему чертежу обрабатываемой заготовки 10, поперечный шаг.
Затем включают электродвигате,:1ь 39 главного движения и муфту 16, что обесне- чивает за счет шестере.ч 3,5 и 7 и кинематической цепи, состоящей из гитары 12 поне- речных подач, ходового вала 13, зубчатых колес 14 и 15, муфты 16, зубча0 тых колес 17 и 19 и горизонтального винта 20 определенную подачу поперечного суппорта 21 и инструментодержателя 37 вместе с резцом 36.
По мере поворота кулачка 6 заготовка 10 на оправке 9 перемепхается в осе вом направлении, а резец 36, движуигийся в поперечпом направлении, нроизводит обработку поверхности по диаметру.
Закон изменения неременного наружного диаметра обрабатываемо заготовки соответствует снирали Архимеда, но можно получить и другую сгшраль, например логарифмическую, если разбить в заданных пределах точности логарифмическую спираль на участки, соответствуюихие снирали Архимеда.
5Формула изобретения
Устройство для обработки винтовых поверхностей неременного шага и диаметра, включающее установленный с возможностью
0
вращения шпиндель изделия, инструменто- держатель, размещенный с возможностью продольных и поперечных перемещений и кинематически связанный с последним и со шпинделем изделия механизм образования переменного шага, отличающееся тем, что, с целью повышения точности обработки, шпиндель изделия расположен с возможностью возвратно-поступательного перемещения, а механизм образования переменного шага выполнен в виде кулачка с роликом и конического трензеля, одно из соосных колес которого закреплено на шпинделе, а соосно с третьим колесом смонтирован кулачок, при этом ролик размещен в шпинделе по его оси.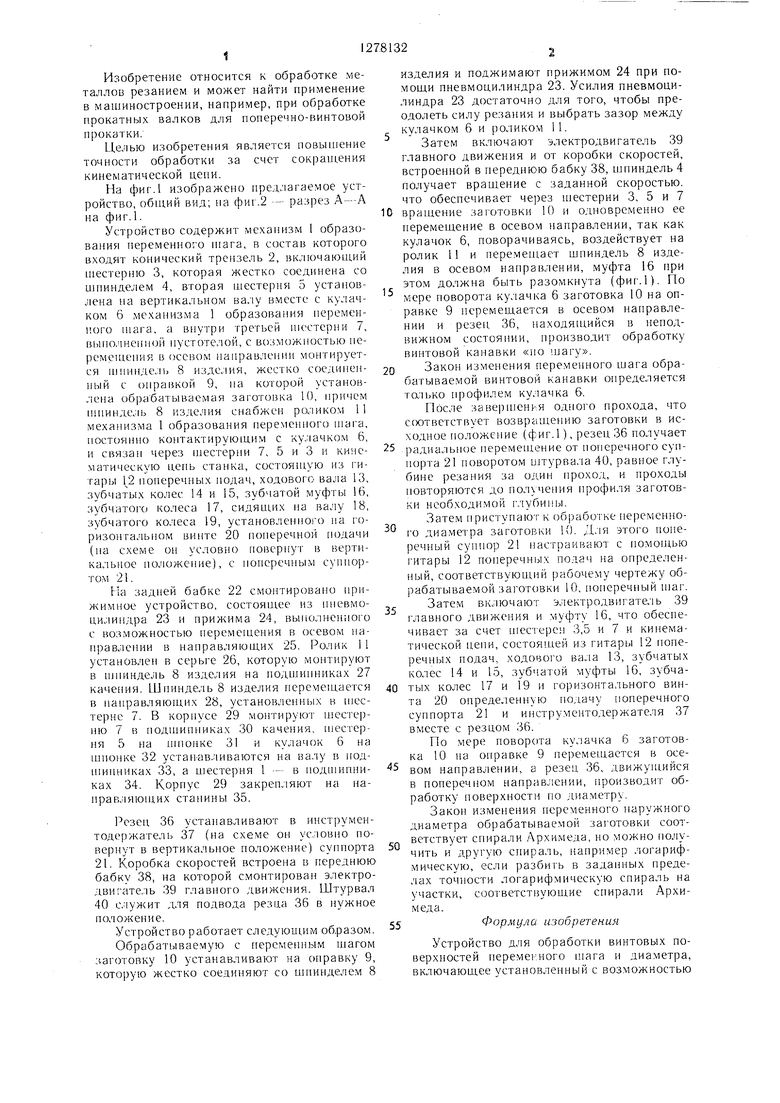
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| ВСЕСОЮЗНАЯ '••П4ТЕНТКО-иХ1{«'!ГНА8|^, | 1972 |
|
SU325117A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |

Изобретепие от1 осится к области обработки металло резанием и может найти применение, например, фи обработке прокатных валков д.чя поперечно-винтовой прокатки. Целью изобретения является повышение точности обработки за счет сокра- П1,е11ия кинематической цепи. Устройство для обработки винтовых поверхностей переменного шага и диаметра включает установ18 Ч т,- 6 22 m , .лхЛ,, / м. . ч Ezssfcsksss ленный с возможностью вран1ения и occHoi o перемешепия П1пиндел 8 изделия, инстрх - ме1 тодержател1 37. размешенньп с иостью продольных и поперечных перемо а1ений, кинематически связанный с нос.чед- ним и со шпинделем изделия 8 механизм образования переменного шага 1, выполненный в виде кулачка 6 с роликом 11 и конического трензе.чя 2, одно из соосных ко.чес которого закреп, 1ено на niiiHH. ie.ie 8 с(К)сно с ним. а соосно с третьим колесох смонтирован .кулачок п. При po.iiiK И размен1ен в Н1нинде. 1е В но его оси. Вк,ио- чением электродвигателя 39 через шсстерн 3, 5 и 7 обеспечивается вращение заготовки 10 и одновременно ее iiepeNseriieiino в осевом направлени.и, гак как KV.IHMOK 6. по- ворачиваяеь, воздействует на ро.шк 1 1 и неремен1ает н ниндель 8 изделия з осевом на- ,, за счет чего происходит обработка винтовой поверхности «по Hiary. По мере поворота кулачка 6 заготовка 0 на оггравке 9 перемешается в осевом направлении, а резец 36, движущийся в поперечном направлении, производит обработку поверхности по диаметру. 2 ил. Р o оо 25 22 2о J со to
Ф1лг.2
| Станок для обработки винтов с переменным шагом и диаметром | 1974 |
|
SU476949A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
