Изобретение относится к механической обработке материалов резанием, а именно к устройствам к токарным станкам для обработки винтовых поверхностей, например, винтовых канавок на обечайках канатных барабанов грузоподъемных машин.
Известен способ обработки винтовой поверхности принудительно вращаемым многолезвийным инструментом с режущей кромкой, сопряженной с профилем обрабатываемой винтовой поверхности [1]. Известно устройство к токарному станку для принудительного вращения многолезвийного инструмента [2]. Данное устройство обеспечивает обработку деталей с гладкой цилиндрической или конической поверхностью.
Наиболее близким по технической сущности к данному изобретению является устройство для нарезания червяков обкаткой долбяками на токарных станках [3].
Устройство содержит инструментальную головку с многолезвийным инструментом, профиль режущих кромок которого является сопряженным с профилем обрабатываемой поверхности, установленную на поперечных салазках суппорта станка с возможностью поворота относительно горизонтальной оси детали на угол наклона винтовой линии обрабатываемой поверхности, кинематически связанную через гитару сменных зубчатых колес со шпинделем станка. В кинематической цепи устройства для передачи вращения шпинделю головки установлен эталонный винт, имеющий модуль, равный модулю нарезаемого червяка, и червячная шестерня с числом зубьев, равным числу режущих элементов инструмента.
Недостатком данного устройства является значительная трудоемкость его перенастройки, вызванная необходимостью изготовления нового комплекта эталонного червяка и червячной шестерни с последующим их монтажом и демонтажем при изменении размеров обрабатываемой винтовой поверхности, а также узкие технологические возможности, ограниченные лишь обработкой винтовой поверхности на червяках. Это устройство не позволяет выполнить обработку винтовой поверхности на крупногабаритных деталях, например, на обечайках канатных барабанов грузоподъемных машин, т.к. техническое осуществление изготовления крупногабаритных эталонных червяков, необходимых для наладки устройства, экономически не выгодно и не находит промышленной применимости.
Изобретение направлено на устранение указанного недостатка и расширение технологических возможностей устройства, позволяющих вести обработку винтовой поверхности на крупногабаритных деталях.
Поставленная задача достигается тем, что устройство, содержащее инструментальную головку с многолезвийным инструментом, профиль режущих кромок которого является сопряженным с профилем обрабатываемой поверхности, установленную на поперечных салазках суппорта станка с возможностью поворота на угол наклона винтовой линии обрабатываемой поверхности, кинематически связанную через гитару сменных зубчатых колес со шпинделем станка, согласно изобретению снабжено ходовым валом, смонтированным при помощи кронштейна на каретке суппорта станка и имеющим подвижное соединение с гитарой сменных зубчатых колес, а передаточное отношение сменных зубчатых колес гитары определяется из формулы

где ix - передаточное отношение сменных зубчатых колес гитары;
n - число заходов обрабатываемой винтовой поверхности;
Кх - постоянный коэффициент, величина которого зависит от значений передаточных отношений постоянных зубчатых передач кинематической цепи устройства;
Zu - число режущих элементов инструмента;
Т - ход винтовой линии обрабатываемой винтовой поверхности, мм;
S - продольная подача инструмента, мм на 1 оборот заготовки.
Знак плюс соответствует левому направлению винтовой линии; а знак минус - правому направлению винтовой линии.
Формула для расчета передаточного отношения гитары сменных зубчатых колес определяется из следующего расчетного перемещения конечных звеньев

Уравнение кинематической цепи деления устройства имеет вид

откуда получаем формулу для расчета передаточного отношения гитары

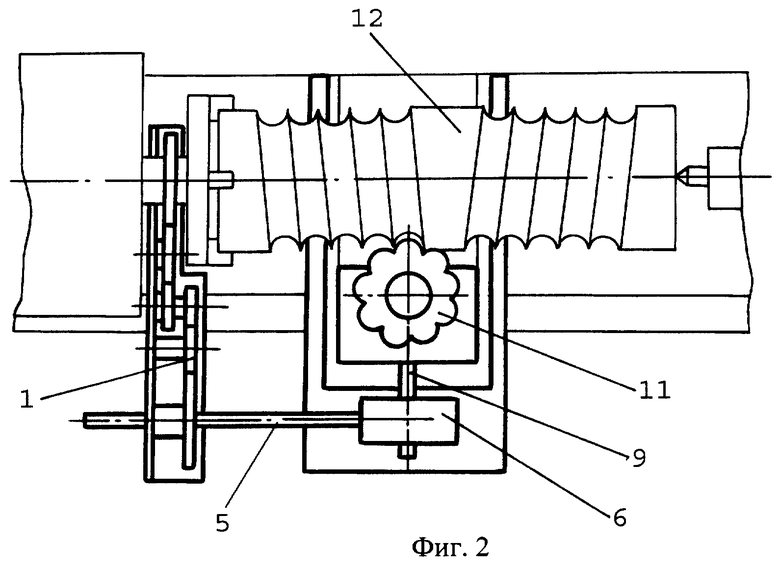
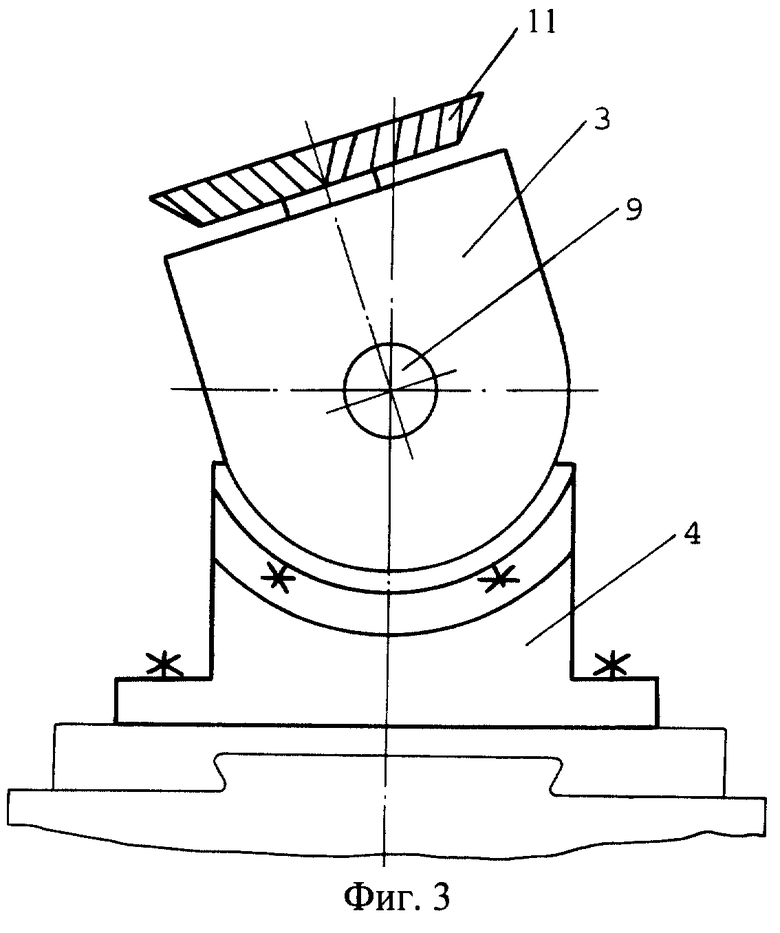
Сущность изобретения поясняется чертежами, где на фиг.1 изображена кинематическая схема устройства; на фиг.2 - устройство, вид в плане; на фиг.3 - инструментальная головка; на фиг.4 - вариант установки устройства, когда гитара сменных зубчатых колес смонтирована на задней стенке передней бабки станка, вид в плане.
Устройство к токарному станку для обработки винтовой поверхности содержит гитару сменных зубчатых колес 1, инструментальную головку 2, верхняя часть 3 которой имеет возможность поворота на угол наклона винтовой линии обрабатываемой поверхности относительно горизонтальной оси детали, а нижняя часть 4 головки 2 установлена на поперечных салазках суппорта станка, ходовой вал 5, соединенный подвижно одним концом с гитарой сменных зубчатых колес 1, а вторым концом с кронштейном 6, установленным на каретке суппорта станка. В кронштейне 6 смонтированы конические шестерни 7. В верхней части 3 инструментальной головки 2 смонтированы конические шестерни 8, шлицевый валик 9 и инструментальный шпиндель 10, на котором закреплен многолезвийный инструмент 11, профиль режущих кромок которого является сопряженным с профилем обрабатываемой поверхности. Кронштейн 6 соединен подвижно с инструментальной головкой 2 при помощи шлицевого валика 9. Коническая шестерня 7 имеет подвижное соединение без вращения со шлицевым валиком 9, что обеспечивает возможность перемещения инструментальной головки 2 в направлении, перпендикулярном оси обрабатываемой заготовки 12.
Шпиндель 10 инструментальной головки 2 получает вращение от шпинделя станка через сменные зубчатые колеса 1 гитары, ходовой вал 5, конические шестерни 7, шлицевый валик 9 и конические шестерни 8. Гитара сменных зубчатых колес 1 может монтироваться в зависимости от конструкции станка и на задней стенке передней бабки. В этом случае шпиндель 10 инструментальной головки 2 получает вращение от шпинделя станка через вал, передающий вращение коробке подач станка, сменные шестерни 1 гитары, ходовой вал 5, конические шестерни 7, шлицевый валик 9 и конические шестерни 8.
Устройство работает следующим образом. Заготовка 12, на которой необходимо обработать винтовую поверхность, закрепляется в зажимном приспособлении, установленном на шпинделе станка, и поджимается пинолью задней бабки. Исходя из характеристики винтовой поверхности обрабатываемой детали, числа режущих элементов инструмента и выбранной продольной подачи, определяется передаточное отношение зубчатых колес гитары по формуле
Пример конкретного расчета передаточного отношения сменных зубчатых колес гитары, смонтированной на задней стенке передней бабки станка, по предлагаемой формуле при использовании устройства на тяжелом токарном станке модели 1А66ОП.32 для обработки винтовой канавки на обечайке канатного барабана.
Длина обечайки равна 3463 мм, диаметр - 514 мм, ход винтовой линии канавки - 26 мм, погрешность хода - 0,1 мм, число заходов винтовой линии - 1, число режущих элементов инструмента - 30, продольная подача - 0,51 мм на 1 оборот заготовки, постоянный коэффициент - 0,125, направление винтовой линии канавки - правое.

Рассчитанному передаточному отношению соответствует набор сменных зубчатых колес с числом зубьев

Погрешность хода нарезанной винтовой канавки на обечайке канатного барабана при использовании данного набора шестерен для настройки гитары составит 0,01 мм.
По рассчитанному передаточному отношению производится подбор необходимых сменных зубчатых колес и выполняется настройка гитары. При помощи коробки подач станка устанавливается выбранная продольная подача.
Верхняя часть 3 головки 2 с инструментом 11 поворачивается на угол наклона винтовой линии обрабатываемой поверхности относительно горизонтальной оси детали и закрепляется. Включается вращение шпинделя станка, включается продольная подача и одновременно вращением винта перемещения поперечных салазок суппорта станка инструментальная головка 2 с инструментом 11 настраивается на требуемую глубину резания, после чего салазки закрепляются. Дальнейшая обработка винтовой поверхности происходит при постоянном расстоянии между осями детали и инструмента.
При необходимости выполнить обработку винтовой поверхности с другой характеристикой, настройка устройства сводится к определению передаточного отношения сменных зубчатых колес, их подбору и последующей настройке гитары. Изготовлять другие дополнительные элементы для настройки устройства, как в прототипе, не требуется.
Предлагаемое устройство расширяет технологические возможности по обработке винтовой поверхности на крупногабаритных деталях. С его помощью можно обрабатывать винтовые канавки на обечайках канатных барабанов тяжелых мостовых электрических кранов имеющих длину в пределах 2000-5000 мм, диаметр - 500-2526 мм и шаги винтовой линии канавки - 16; 20; 24; 26; 30; 34; 38; 40; 46 и 50 мм. С использованием прототипа обработать детали с такими параметрами на токарных станках невозможно.
Использование предлагаемого устройства обеспечивает обработку винтовых канавок на указанных крупногабаритных деталях, так как настройка устройства сводится к последовательной настройке гитары сменных зубчатых колес с учетом шага винтовой канавки и принятой продольной подачи. Изготавливать дополнительно эталонные винты и червячные колеса не требуется.
Таким образом, новые положительные свойства предлагаемого устройства, полученные в результате снабжения его ходовым валом и использования соответствующей формулы для расчета передаточного отношения сменных зубчатых колес гитары, состоят в снижении трудоемкости настройки устройства, а также в возможности обработки винтовой поверхности на крупногабаритных деталях, обеспечивая при этом повышение производительности процесса в 3-4 раза, кинематическое дробление стружки без внесения изменений в кинематику процесса и шероховатость обработанной винтовой поверхности не выше Ra=3,2 мкм.
Источники информации
1. Попок Н.Н Нетрадиционные виды ротационного резания//СТИН. - 1994. - №8. - с.34-37.
2. Ермаков Ю.М. Развитие способов ротационного резания. - М., 1989. - 56 с., 30 ил. (Машиностроит. Пр-во. Сер. Технология и оборудование обработки металлов резанием: Обзор. Информ./ВНИИТЭМР. Вып.3), стр.50, рис.29.
3. А.с. 129463 СССР, МКИ B 23 F 3/00, B 23 F 13/00. Приспособление для нарезания червяков обкаткой долбяками на токарных станках.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство к токарному станку для нарезания червяков | 1981 |
|
SU952481A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| Устройство для обработки сложных поверхностей | 1971 |
|
SU474399A1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Устройство к токарно-винторезному станку для нарезания винтов с переменным шагом | 1982 |
|
SU1038125A1 |
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| Станок для обработки валов | 1977 |
|
SU733878A1 |

Изобретение относится к области механической обработки материалов резанием, обработке обечаек канатных барабанов грузоподъемных машин. Устройство содержит инструментальную головку с многолезвийным инструментом, профиль режущих кромок которого является сопряженным с профилем обрабатываемой поверхности, установленную на поперечных салазках суппорта станка с возможностью поворота на угол наклона винтовой линии обрабатываемой поверхности, кинематически связанную через гитару сменных зубчатых колес со шпинделем станка. Для снижения трудоемкости обработки оно снабжено ходовым валом, смонтированным при помощи кронштейна на каретке суппорта станка и имеющим подвижное соединение с гитарой сменных зубчатых колес, а передаточное отношение сменных зубчатых колес определяется по приведенной формуле. 4 ил.

Устройство к токарному станку для обработки винтовой поверхности, содержащее инструментальную головку с многолезвийным инструментом, профиль режущих кромок которого является сопряженным с профилем обрабатываемой поверхности, установленную на поперечных салазках суппорта станка с возможностью поворота на угол наклона винтовой линии обрабатываемой поверхности, кинематически связанную через гитару сменных зубчатых колес со шпинделем станка, отличающееся тем, что оно снабжено ходовым валом, смонтированным при помощи кронштейна на каретке суппорта станка и имеющим подвижное соединение с гитарой сменных зубчатых колес, а передаточное отношение сменных зубчатых колес определяется из формулы

где ix - передаточное отношение сменных зубчатых колес гитары;
n - число заходов обрабатываемой винтовой поверхности;
Кх - постоянный коэффициент, величина которого зависит от значений передаточных отношений постоянных зубчатых передач кинематической цепи устройства;
Zи - число режущих элементов инструмента;
Т - ход винтовой линии обрабатываемой винтовой поверхности, мм;
S - продольная подача инструмента, мм на один оборот заготовки;
знак плюс соответствует левому направлению винтовой линии, а знак минус - правому направлению винтовой линии.
| Приспособление для нарезания червяков обкаткой долбяками на токарных станках | 1959 |
|
SU129463A1 |
| Устройство к токарно-винторезному станку для нарезания червяков | 1982 |
|
SU1026982A1 |
| Способ нарезания канавок | 1988 |
|
SU1678541A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| GB 1582639 А, 14.01.1981. | |||

