Известен способ окрашивания асбестоцементных изделий, изготовляемых на круглосеточной листоформовочной машине, включающей сетчатые цилиндры, частично погруженные в ванны с непрерывно подаваемой асбестоцементной массой. По этому способу на последнем по ходу технологического процесса сетчатом цилиндре образуется поверхностная пленка из окрашенной асбестоцементной массы.
Однако при нарушении технологического процесса происходит удаление части пленки при вращении цилиндра. Кроме того, сетчатый цилиндр имеет низкую производительность, а оборудование для осуществления способа сложно.
Цель изобретения - улучшить качество изделий и повысить производительность.
Достигается это тем, что на свободную поверхность последнего по ходу технологического процесса сетчатого цилиндра, погруженного в неокрашенную асбестоцементную массу, периодически подают непрерывно циркулирующую окрашенную асбестоцементную массу.
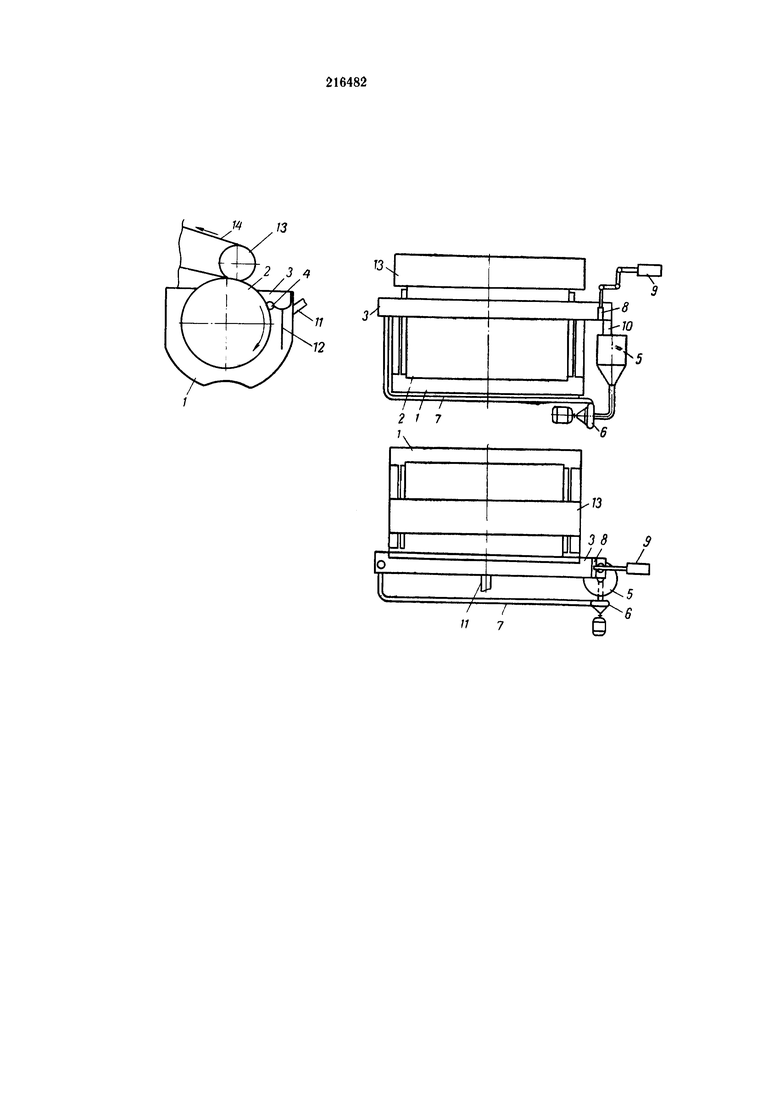
На чертеже показана схема осуществления способа окрашивания асбестоцементных изделий.
В ванне 1 работающего сетчатого цилиндра 2 со стороны входа его поверхности в неокрашенную массу установлена ванна 3, примыкающая к вращающемуся сетчатому цилиндру через ролик 4. Ванна 3 оборудована системой подачи окрашенной массы, состоящей из емкости 5, насоса 6, нагнетательного трубопровода 7, шибера 8 с исполнительным механизмом 9 и патрубка 10.
В обычных условиях ванна с сетчатым цилиндром работает на неокрашенной массе, которая по трубе 11 подается за перегородку 12 ванны 1. Гауч-вал 13 и сукно 14 постоянно прижаты к сетчатому полотну. Из заготовительного отделения цветная масса подается в емкость 5.
Насос 6 всасывает из емкости 5 цветную массу и по трубопроводу 7 непрерывно нагнетает ее в ванну 3. Для хорошего перемешивания цветная масса подается в ванну 3 с избытком, который переливается через шибер 8 и по патрубку 10 возвращается в емкость 5.
В тот момент, когда необходимо наложить на лицевую поверхность цветную пленку, шибер 8 опускается механизмом 9.
После заполнения ванны 3 цветной массой начинается фильтрование ее через сетчатый цилиндр 2, на котором в зоне входа его в неокрашенную массу образуется цветная пленка.
При дальнейшем движении сетчатого цилиндра 2 он входит в неокрашенную массу, и на уже имеющуюся на его поверхности цветную пленку дополнительно фильтруется неокрашенная масса. Для лучшей фильтрации пленки этот цилиндр может быть вакуумным. При выходе поверхности сетчатого цилиндра 2 из ванны комбинированная пленка с помощью гауч-вала 13 снимается с цилиндра на. сукно 14.
Фильтрование и подача цветной пленки на накат продолжается за время, необходимое для подачи пленки длиной, соответствующей длине наката. По истечении этого времени механизм 9 поднимает шибер 8 над дном ванны 3, в результате чего цветная масса, подаваемая насосом 6, через патрубок 10 сливается в емкость 5. Так как в ложной ванне теперь нет цветной массы, то цветная пленка не фильтруется. При необходимости фильтрации цветной пленки для очередного наката исполнительный механизм опускает шибер 8 на дно ванны 3, в которой поднимается уровень окрашенной массы, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКРАШИВАНИЯ АСБЕСТОЦЕМЕНТНЫХ И ПОДОБНЫХ ИМ ЛИСТОВЫХ МАТЕРИАЛОВ | 1967 |
|
SU216481A1 |
| Окрашенный хризотилцементный лист и способ его получения | 2016 |
|
RU2693959C2 |
| Устройство для пленочного окрашивания асбоцементных изделий | 1960 |
|
SU136218A1 |
| НАТЕЯТЙО- |АтехшческАя *^ | 1970 |
|
SU279394A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1978 |
|
SU779093A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |
| Устройство для производства цветных изделий на листоформовочной машине | 1976 |
|
SU551171A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2018 |
|
RU2710248C2 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| СПОСОБ В.С.ЮРКИНА ПРОИЗВОДСТВА ВОЛОКНИСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2005597C1 |
Способ окрашивания асбестоцементных и подобных им листовых изделий, изготовляемых на круглосеточной листоформовочной машине, включающей сетчатые цилиндры, частично погруженные в ванны с непрерывно подаваемой асбестоцементной массой, посредством периодического образования на последнем по ходу технологического процесса сетчатом цилиндре поверхностной пленки из окрашенной асбестоцементной массы, отличающийся тем, что, с целью улучшения качества изделий и повышения производительности, на свободную поверхность последнего по ходу технологического процесса сетчатого цилиндра, погруженного в неокрашенную асбестоцементную массу, периодически подают непрерывно циркулирующую окрашенную асбестоцементную массу.
