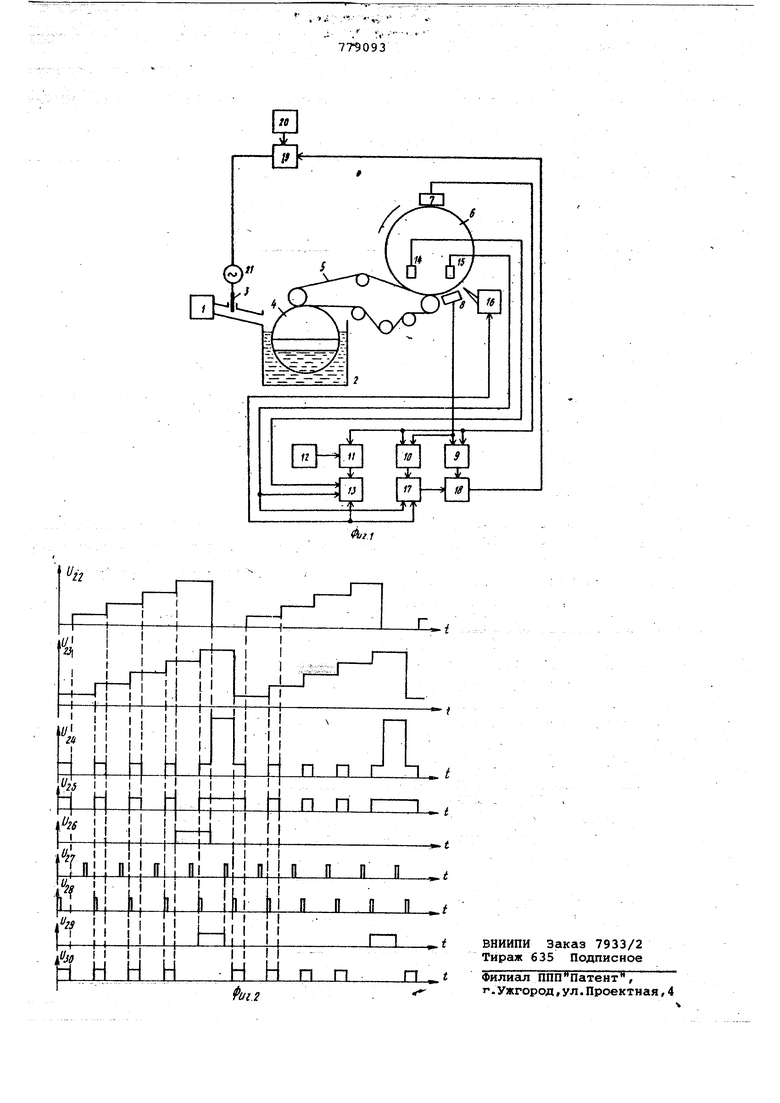
(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОТЫ АСБЕСТОЦЕМЕНТНОЙ ЛИСТОФОРМОВОЧНОЙ МАШИНЫ Изобретение относится к производству асбестоцементных листовых изделий. Известно устройство для контроля, работы асбестоцементной формовочной машины, содержащее датчики толщины формуемого наката и числа оборотов форматного барабана, соединенных со входами делительного устройства, .регулятор толщины пленки, соединенный через исполнительный механизм с шибером подачи асбестоцементной массы в ванну 1. Недостатком этого устройства является выделение текущего значения толщины пленки за каждый оборот форматного .барабана путем деления сигналов с датчиков толщины наката и чи ла оборотов форматного барабана и регулирование машины в .функции отклонения этого значения от заданного поскольку в процессе формования наката первые в накате асбестоцементные слои при каждом последующем обороте форматного барабана уплотняютс я и уменьшают свою ТО.ПЩИНУ, чт не позволяет вьщелить истинную то.лщ ну пленки в последующих слоях накат Известно также устройство для КОНТРОЛЯ работы асбестоцементной листоформовочной машины, содержащее первый датчик толщины наката, датчики числа оборотов фо1рматн6г6 барабана и начала среза, регу.пятор толщины пленки с задатчиком толщины пленки, исполнительный механизм шибера подачи асбестоцементной массы, блок управления срезчиком, измерите.пьный блок, блок выключения, первый нуль-орган и эадатчик то.пщины наката, причем исполнительный механизм шибера подачи асбестоцементной массы подключен к выходу регулятора толщины пленки, вход которого соединен с выходом измерительного блока, один из входов которого соединен с выходом блока выключения, первый датчик толщины наката подключен к одному из входов первого нуль-органа, другой вход которого соединен с задатчиком толщины наката, а выход первого нуль-органа соединен с одним входом блока управления срезчиком, другие входы которого соединены с датчиками числа оборотов 4;орматног9 барабана и начала среза 2. Это устройство позволяет автоматизировать операцию среза сформованного наката (листа)и регулировать процесс формования. Однако, в этомустрбйстве вЕщелени толщины пленки производится один раз за накат (средняя толщина пленки : ЧТО также не позволяет получить выссжую точность измерения текущего зна 4effli тблщйны пленки, особенно в пере ходных режимах, а следовательно, высо йбё качество процесса формования и вьасбкое качество изготовляемых изделий. .Цель изобретения - повышение ка чества изготовля емых изделий. Поставленйая цель достигается тей что устройство для контроля работы асбестоцементной листоформовочной машины, содержащее первый датчик толщитш наката j датчики числа оборотов форматного барабана и начала среза, °рёг ;тгятЪр ТОЛЩИНЫ плёнк с задатчиком ;телщйвы пленки, исполнительный механизм шибера подачи асбестоцементной Madcbi, блбк управления срезчиком, из мерительный блок, блок выключения, первый.нуль-орган и задатчик толщины наката, причем исполнительный механизм шибера подачи асбестоцементной массы подключён к выходу регулятора толщины пленки, вход которого соеди нён с выходом измерительного блока, tfflHH из входов которого соединен с выходом- блока выключения, первый дат чйк толщины наката подключен к одном из входов первого нуль-органа, друго вjicSS которого соединен с задатчиком ГсЗИд:йнй наката, авыход первого нуль органа соединен с одним входом блока управления срезчиком, другие входы которого соединены с датчиками числа оборотов .барабана и начала среза, снабжено вторьм датчиком толщины наката, вто.рым нуль-органом и элементом сравне НИН, причем одни входы второго нульоргана и элемента сравнения подключены к первому датчику толщины накат а другие входы - ко второму датчику ТбОДи ны наката, выход второго нуль органа соединен с одним входом блока выключения, другие входы которого соединены с выходом блока управления срезчиком и датчиком начала среза, а другой вход измерительного блока под ключён к выходу элемента сравнения. На фиг. 1 представлена блок-схема устройства для контроля работы асбес тоцементной листоформовочной машины; на, фиг. 2 - эпюры напряжений на выходах отдельных блоков устройства.. Устройство состоит из мешалки 1, ванны 2, шибера 3 подачи асбестоцементной массы в ванну сетчатого цилиндра 4, сукна 5, форматного барабана 6, первого датчика 7 толщины накйта, второго датчика 8 толщины на ката, элемента 9 сравнения, , нуль-органа 10,первого нуль-органа 1 . задатчика 12 толщины наката, блока 1 Управления срезчиком, датчика ла оборотов форматного барабана, дат .,.: . f „:::. Чика 15 начала среза, срезчика 16, блока 17 выключения, измерите.льного блока 18, регулятора 19 толщины пленки, задатчика 20 толщины пленки, исполнительного механизма 21. Устройство работает следующим образом. Во времяГ, работы формовочной машины асбестоцементная масса подается из мешалки 1 в ванну 2. Количество поступающей массы определяется положением шибера 3. Асбестоцементная масса в 2 фильтруется на сетчатом цилиндре 4, с которого полученная пленка передается на движущееся сукно 5 .С сукна пленка навивается на форматный барабан 6. Формуемый накат измеряется первым датчиком 7.толщины наката и вторым датчиком 8 толщины наката. Сигнал с датчика 7,поступает на первые входы элемента сравнения 9 и второго нуль-органа 10, на .вторые вхЬды которых поступает сигнал с датчика 84 Поскольку формуемый.накат измеряется вначале датчиком 8, а затем датчиком 7, напряжения (-.2.и датчиков сдвигаются во времени (фиг. 2), На выходе блока 9 сравнения появляется напряжение ((фиг, 2),- определяемое, разностью напряжений и U,j , а на выходе второго нуль-органа 10 импульсы напряжения (фиг. 2), длительность которых определяется интервалами неравенства напряжений ,,5. Сигнал с пёрвого датчика 7 толщины накат..и пос-гупает также на Ьдин из входов первого нуль-органа. 11, на второй вход которого поступает сигнсш с задатчика 12 толщины наката. При совпадении сигналов, с первого датчика 7 толщины наката и задатчика 12 толщины наката первый нуль- орган 11 вырабатывает сигнал, поступающий на один из входов блока 13 управления срезчиком (кривая U, фиг. 2). На два других входа этого блока поступают сигналы-с датчика 14 числа оборотов форматного барабана и датчика 15 начала среза (кривые и фиг. 2). При совпадении сигнала с первого нульоргана 11 и датчика 15 начала среза бдок 13 управления срез.чиком подает сигнал на срезчик 16 наката (кривая . 2). В процессе срезания наката, при прохоявдении задней кромки наката под первым датчиком 7 толщина наката. последний вырабатывает нулевой сигнал, который отключаетпервый нуль-орган 11. Однако отключение блока 13 и срезчи7 к а 16 происходит по следующему посл начала среза импульсу с датчика 14 числа рборотов форматного барабана, Импульсы напряжения Uj с выхода второго нуль-органа 10 поступают на один ,из входов блока 17 выключения. на два других входа которого подаются сигналы с выхода блока 13 управле ния срезчиком и датчика 15 начала среза. При совпадении напряжения U,j. с выхода второго нуль-органа 10 и импульсов с датчика 15 начала среза блок 17 выключения включает измерительный блок 18, на второй (измерительный) вход которого подается сигнал с выхода блока 9 сравнения(крива фиг. 2) , Длительность импульсов включения измерительного блока определяется длительностью импульсов U2.5 выхода второго нуль-органа 1 Сигнал с выхода блока 13. управления срезчиком блокирует включение блока 17. Таким образом, в процессе формования наката измерительный блок 18 подключается для измерения только в те промежутки времени, когда на выходе блока 9 сравнения сигнал пропор циона1:ен разности толщин, формуемого наката, измеряемого датчиком 8 и сформованного, измеряемого Датчиком 7, т. е. толщине навиваемой пленки. В процессе же срезания наката, когд под датчиком 8 находится полностью сформованный накат, а под датчиком 7 - чистый барабанит, е. на выходе блока 9 сравнения сигнал пропорционален толщине наката, блок 17 не включается, и измерение не производится. Реохорд измерительного блока .18 является реостатным датчиком для ре гулятора 19 толщины пленки. Посколь ку измерительный блок 18 включается для измерения только в промежутки времени, когда на выходе блока 9 сравнения сигнал пропорционален тол щине, навиваемой пленки, за исключением промежутка времени, когда формуется последняя в накате пленка, а в остальное время формования наката отключен, положение каретки измерительного блока 18 определяется значением, текущей толщины каждой пленки (за исключением последней в нака те) . Измеренное значение толщины предпоследней пленки сохраняется бло ксм 18 до измерения толщины первой пленкк в следующем накате. В регуляторе 19 толщины пленки ос щёствляется сравнение текущего значе ния толщины пленки с заданным,опреде ляемым задатчиком 20 толщины лленки и в случае наличия рассогласования между ними, осуществляется отработка управляющего сигнала на включение исполнительного механизма 21 изменения положения шибера 3 в .сторону ликвидации возникшего рассогласования. Формула изобретения Устройство для контроля работы асбестоцементной листоформовочной машины, содержащее- первый датчик толщины наката, датчики числа оборотов форматного барабана и начала среза, регулятор толщины пленки с задатчиком толщины пленки, исполнительный механизм щибера подачи асбестоцеме.нтной массы, блок управления срезчиком, измерительный блок, блок выключения, первый нуль-орган и. эадатчик ..толщины наката, причем исполнительный механизм шибера подачи асбестоцементной массы подключен к выходу регулятора толщины пленки, вход которого соединен с выходом измерительного блока, один из входов которого соединен с выходом блока выключения, первый датчик толщины наката подключен к одному из входов первого нульоргана, другой вход которого соединен с задатчиком толщины наката, выход первого нуль-органа соединен с одним входом блока управления срезчиком, другие входы которого соединены с датчиками числа оборотов форматного барабана и начала среза, о т л и ч а ю щ е е с. я тем, что, с целью повышения качества изготовляемых изделий, оно снабжено вторым датчиком толщины наката, вторым нуль-органом и элементом сравнения, причем одни входы второго нуль-органа и элемента сравнения подключены к первому датчику толщины наката, а другие входы - ко второму датчику толщины наката, выход второго нульоргана соединён с одним входом блока выключения, другие входы которого соединены с выхс5дом блока управления срезчиком и датчиком начала среза, а другой вход измерительного блока подключен к выходу элемента сравнения. Источники информации, принятые;во внимание при экспертизе 1.Авторское cвидeтeл cтвo СССР 402465, кл. В 28 В 21/00, 1972. 2.Авторское свидетельство СССР по.заявке № 2432257, кл. В 28 Б 21/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |
| Устройство для регулирования толщины асбестоцементного наката | 1975 |
|
SU557918A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| Устройство для производства цветных изделий на листоформовочной машине | 1976 |
|
SU551171A1 |
| Устройство для управления листо-фОРМОВОчНОй МАшиНОй | 1979 |
|
SU808292A1 |
| Устройство для автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU990533A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство для автоматического управления асбоцементной листоформовочной машиной | 1977 |
|
SU695826A1 |
| Листоформовочная машина | 1973 |
|
SU480559A1 |
| Устройство для автоматического управления многоцилиндровой листоформовочной асбестоцементной машиной | 1977 |
|
SU620381A1 |