1
Изобретение относится к устройствам для производства на листоформовочных машинах цветного асбестоцементного листа пленочным способом окраски.
Изобретение может найти применение в промышленности строительных материалов и целлюлозно-бумажной промышленности.
Известно устройство для производства изделий на листоформовочной машине, содержащее датчик толшины, следящий ролик которого через систему рычагов связан с плунжерами дифференциальных трансформаторов и контактирует с асбестоцементным накатом, навиваемым на форматный барабан, на валу которого установлен флажок с двумя датчиками импульсов, один из которых соединен со счетчиком оборотов барабана, блок среза сформованного наката, делителЬ;, нульорган, логические элементы И и триггер.
Известно и другое устройство для производства цветных изделий на листоформовочной машине, включающее приемный и нагнетательный баки, соединенные трубопроводом с форсункой - распылителем, основной счетчик оборотов, один из выходов ко-
торого через задатчик подключен к одному из входов основного логического элемента И, другой вход которого соединен с основным датчиком импульсов, расположенным на форматном барабане листоформовочной машины, выход основного логического элемента И подключен к одному из входов основного триггера, выход которого соединен с электромагнитом срезчика наката. В таком устройстве требуется фиксированная установка форсунки относительно барабана на расстоянии, рав ном длине окружности форматного барабана, что затрудняе обслуживание установки. Кроме того, при такой схеме управления не удается получить окраску только одной планки наката иэ-за непостоянной скорости вращения форматного барабана.
Цель изобретения - создание установлен, обеспечивающей повышение качества изделий и уменьшение расхода цветной суспензии.
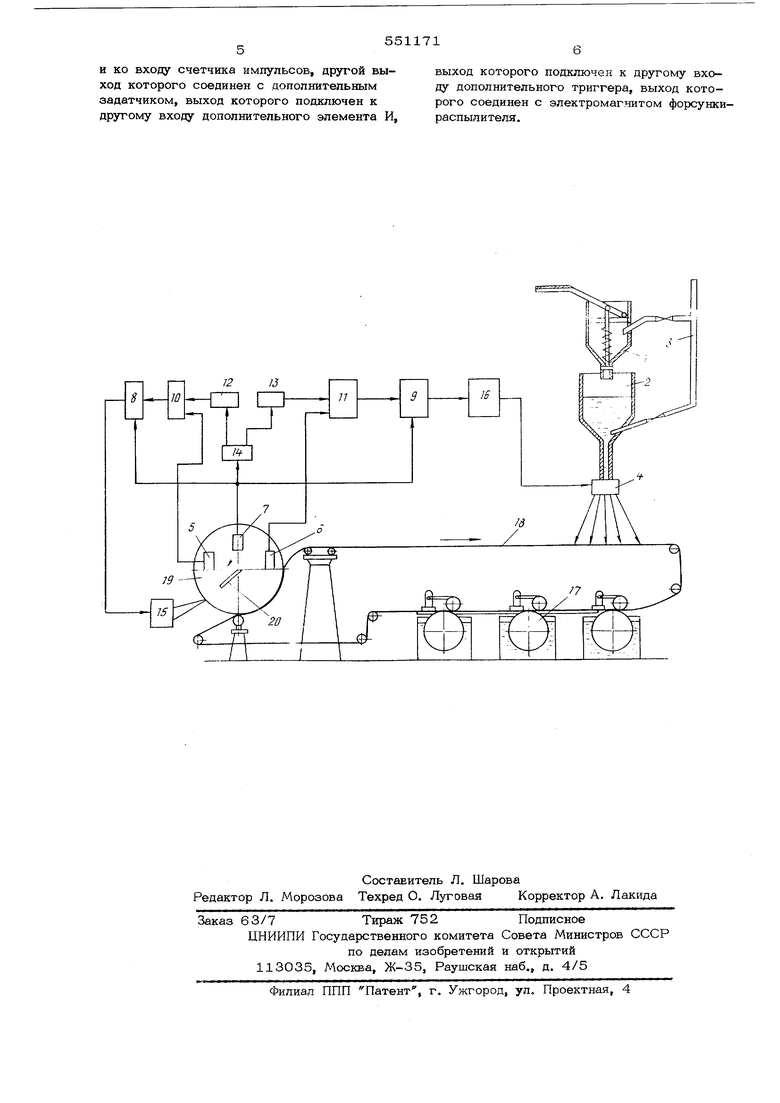
Это достигается тем, что устройство снабжено электромагнитом форсунки - распылителя, дополнительным задатчиком, логическим элементом И, триггером и датчиками импульсов, расположенными на форматном барабане листоформовочной машины, причем один из дополнительных датчиков импульсо расположен на одном уровне с основным датчиком импульсов и соединен с одним из входов дополнительного элемента И, а другой дополнительный датчик импульсов подключен к другому входу основного триггера к одному из входов дополнительного три гера и ко входу счетчика импульсов, друго выход которого соединзн с дополнительным задатчиком, выход которого псдключен к др гому входу дополнительного элемента И, вы ход которого подключен к другому входу до полнительного триггера, выход которого со динен с электромагнитом форсунки - распыл теля. Устройство для производства цветных изделий на листоформовочной машине показано на чертеже. Оно содержит приемный и нагнетательвый баки 1 к 2 к которым подсоединен трубопровод 3 для сжатого воздуха, форсунку-распылитель 4 и основной датчик 5 импульсов, дополнительные датчики 6 и 7 импульсов, основной триггер 8, дополнительный триггер 9, основной логический элемент И 1О, дополнительный логический элемент И 11, основной задатчик (среза) 12, дополнительный задатчик (окраски) 13, счетчи-с 14, электромагнит 15 среза наката, электромагнит 16 форсунки распылителя. Установка работает следующим образом. По шкале задатчиков устанавливается число оборотов форматного барабана, требуемое для получения номинальной толщины наката. При этом вход элемента И li соединяется с помощью задатчика 13 окраски с одним из выходов счетчика 14 импульсов, определяемым по формуле: , где N выход дешифратора, соединенный с задатчкком окраски; h - выход дешифратора, соединенный с задатчиком среза; L - расстояние от оси форматного барабана до форсунки-распыли теля; С - длина окружности форматного барабана. По мере формования паката асбестоцеме ная плешса снимается с сетчатых цилиндров 17 и подается рабочим сукном 18 на барабан 19. При вращении вала барабана флажо 2 О пересекаат пазы датчиков 5, 6 и 7 импульсов, на выходе которых вырабатываются импульсы. f-fa определенном числе оборотов форматного барабана на элемент И 11 поступает одновременно сигнал со счетчика 14 импульов и датчика 6 импульсов. На выходе элемена И 11 появляется импульс, который ВЫЗЫВЗгт опрокидывание триггера 9 и срабатывание электромагнита 16. При срабатывании электромагнита 16 из бака 2 через форсунки 4 под действием сжатого воздуха, подаваемого по трубопроводу 3, распыляется водная суспензия красителя. Процесс окрашивания заканчивается при поступлении сигнала на триггер 9 от датчика 7. При этом длина окрашенной пленки равна длине окружности форматного барабана, что достигается регулировкой расстояния между датчиками 6 и 7 импульсов. При дальнейшем вращении форматного барабана на элемент И 10 поступают одновременно сигналы со счетчика 14 импульсов и датчика 5 импульсов. На выходе элемента И 10 появляется импульс, который вызывает опрокидывание трш-гера 8 и срабатывание электромагнита 15. Происходит срез сформованного наката. Срез заканчивается при поступлении сигнала на триггер 8 от датчика 7. Внедрение установки позволит повысить качество изделий и уменьшить расход цветной суспензии за счет фиксированного начала и конца процесса окрашивания. Формула изобретения Устройство для производства цветных изделий на листоформовочной машине, включающее приемный и нагнетательный баки, соединенные трубопроводом с форсункой распылителем, основной счетчик оборотов, один из выходов которого через задатчик подключен к одному из входов основного логического элемента И, другой вход которого соединен с основным датчиком импульсов, расположенным на форматном барабане листоформовочной машины, выход основного логического элемента И подключен к одному из входов основного триггера, выход которого соединен с электромагнитом срезчика наката, отличающееся тем, что, с целью повышения качества изделий, устройство снабжено электромагнитом форсунки - распылителя, дополнительным задатчиком, логическим элементом И, триггером и датчиками импульсов, расположенными на форматном барабане листоформовочной машины, причем один из дополнительных датчиков импульсов расположен на одном уровне с основным датчиком импульсов и соединен с одним из входов дополнительного элемента И, а другой дополнительный датчик импульсов подключен к другому входу основного триггера, к одному из входов дополнительного триггера
и ко входу счетчика импульсов, другой выход которого соединен с дополнитепьным задатчиком, выход которого подключен к другому входу дополнительного элемента И,
выход которого подключен к другому входу дополнительного триггера, выход которого соединен с электромагнитом форсункираспылителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины асбестоцементного наката | 1975 |
|
SU557918A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1978 |
|
SU779093A1 |
| Устройство для управления листо-фОРМОВОчНОй МАшиНОй | 1979 |
|
SU808292A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| Окрашенный хризотилцементный лист и способ его получения | 2016 |
|
RU2693959C2 |
| Листоформовочная машина | 1973 |
|
SU480559A1 |
| Устройство для автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU990533A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |