Изобретение относится к производству асбестоцементных листовых изделий.
Известной устройство для контроля работы асбестоцементной формовочной машиныг содержащее датчик толщины наката, блок деления и исполнительные механизмы 1.
Известно также устройство для контроля работы асбестоцементной листоформовочной МсШ1Ины, содержащее датчики числа оборотов форматного барабана и то.пщины наката, блок деления, регулятор толщины пленки, .исполнительный механизм шибера подачи асбестоцементной массы и срезчик наката, причем датчик толщины наката подключен к одному из входов блока деления, а выход регулятора толщины пленки соединен с исполнительным механизмом шибера подачи асбестоцементной массы 2.
Однако данные устройства характеризуются недопустимыми динг1мичес кими отклонениями, недостаточной точностью, а также необходимостью ручного среза сформированного наката при его достижении заданной величины.
Цель изобретения - повышение каiiecTBa изготовляемых изделий.
Указанная цель достигается тем, что устройство для контроля работы асбестоцементной листоформовочной машины, содержащее датчики числа оборотов форматного барабана и толщины наката, блок деления, регулятор толщины пленки, исполнительный
10 механизм шибера подачи асбестоцементной массы и срезчик наката, причем датчик толщины наката подключен к одному из| входов блока деления, а выход регулятора толщины пленки
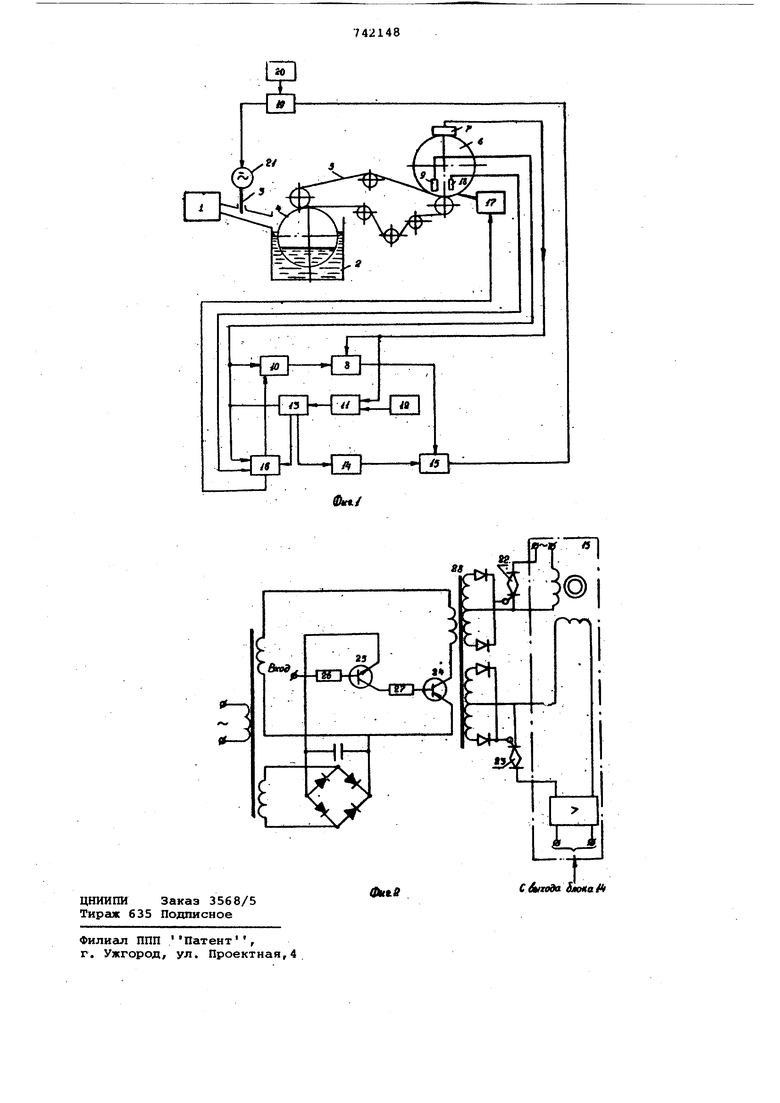
15 соединен с исполнительным механизмом шибера подачи асбестоцементной массы, снабжено счетчиком оборотов форматного барабана, блоком разрешения, нуль-органом, задатчиком толщины на20ката, блоком управления срезчиком, датчиком начала среза, блока выключения измерительным блоком и задатчиком толщины пленки, причем задатчик толШины пленки подк.пючен к одному из вхо25дов регулятора то.пщины пленки,другой вход которого соединен с выходом измерительного блока, один из входов которого подключен к выходу блока деления, другой вход которого соеди30нен с выходом счетчика оС5оротов фор матного барабана, один из входов ко рого подключен к одному из входов блока управления срезчиком, другой выход которого соединен со срезчиком наката, датчик числа оборотов форматного барабана подключен к другому входу счетчика числа оборотов форматного барабана, к одному из входов блока разрешения и к одному из входов блока управления срезчиком другой вход которого соединен с дат чиком наката среза, один из выходов блока разрешения подключен к соответствующему входу блока управления срезчиком и ко входу блока выключения, выход которого соединен с другим входом измерительного блока, другой вход блока: разрешения подключен к выходу нуль-органа, один из входов которого соединен с датчиком толщины наката, а другой вход нульоргана соединен с задатчиком толщины наката. Кроме того, датчик начгша среза и датчик числа оборотов форматного барабана установлены на форматном барабане, причем датчик начала среза установлен перед датчиком числа оборотов по направлению вращения формат ного барабана. На фиг. 1 представлена схема устройства для контроля работы асбестоцементной листоформовочной машины; н фиг. 2 - принципиальная схема блока выключения. Устройство состоит из мешалки 1, ванны 2, шибера 3 подачи массы в ванну сетчатого цилиндра 4, сукна 5 форматного барабана 6, датчика 7 тол щины наката, блока 8 деления, датчик 9 числа оборот.ов форматного барабана счетчика 10 оборотов форматного бара бана, нуль-органа 11, задатчика 12 толщины наката, блока 13 разрешения блока 14 выключения, измерительного блока 15, блока 16 управления срезчиком, срезчика 17 наката, датчика 18 начала среза, регулятора.19 толщи ны пленки, задатчика 20 толщины плен ки, исполнительного механизма 21. Устройство работает следугацим образом. Во время работы формовочной машины асбестоцементная масса подается из мешалки 1 в ванну 2. Количество поступающей массы определяется положением шибера 3. Асбестоцементная масса в ванне 2 фильтруется на сетчатом цилиндре 4, с которого полученная пленка передается на движущееся сукно 5. С сукна пленка навивается на форматный барабан 6. Формуемый накат измеряется датчи ксм 7 толщины наката и сигнал с него поступает на вход блока 8 деления. Импульсы с датчика 9 числа оборотов форматного барабана поступают на вход счетчика 10 числа оборотов форvraTHoro барабана, а с его выхода на вход блока 8 деления. В результате на выходе блока 8 деления вырабатывается сигнал, раь.;;::й -олщине сформованного наката,- деленного на число оборотов форматного барабана (толщине пленки). Сигнал с датчика 7 толщины наката поступает также на один из входов нуль-органа 11, на второй вход которого поступает сигнал с задатчика 12 толщины наката. Присовпадении сигналов датчи1са 7 толщины наката и задатчика 12 толщины наката, нуль-орган 11 вырабатывает сигнгш, поступающий на один из входов блока 13 разрешения. На второй вход блока 13 разрешения измерения поступают импульсы от датчика 9 числа оборотов форматного барабана. При совпадении сигнала с нуль-органа 11 и датчика 9 числа оборотов форматного барабана, блок 13 разрешения вырабатывает сигнал, поступающий на вход блока 14 выключения. Блок 14 выключения включает измерительный блок 15, на вход которого поступает сигнал с выхода блока 8 деления. Сигнал с выхода блока 13 разрешения поступает также на один из входов блока 16 управления срезчиком. На два других входа этого блока поступают сигналы с датчика 9 числа оборотов форматного барабана и с датчика 18 начала среза. При совпадении сигналов с датчика 18 начала среза и блока 13 разрешения блок 16 управления срезчиком подает сигнал на срезчик 17 наката, который, срабатывая, срезает сформованный накат. В процессе срезания наката, по прохождении задней кромки наката под датчиком 7 толщины наката, последний вырабатывает нулевой сигнал, который отключает нуль-орган 11, выключающий блок 13 разрешения, который через блок 14 выключения выключает измерительный блок 15. Таким образом измерительный блок реагирует только на сигнал блока 8 деления, равный среднему значению толщины пленки за накат. Выключение срезчика 17 наката осуществляется по следующему после начала среза импульсу с датчика 9 числа оборотов форматного барабана. Одновременно с отключением срезчика в блоке 16 управления срезчиком формируется сигнал начальной установки счетчика, поступающий на вход установки нуля счетчика 10 оборотов форматного барабана. Реохорд измерительного блока 15 является реостатным датчиком для регулятора 19 толщины пленки. Поскольку измерительный блок 15 включается для измерения только после cx:тижeния заданной толщины наката, а востальное время формования наката отключен положение каретки измерительного блока 15 определяется значением средней толщины пленки за накат и измерительный блок 15 сохраняет это значение до следующего измерения.
В регуляторе 19 толщины пленки осуществляется сравнение текущего среднего за накат значения толщины пленки с заданным определяемым задатчиком 20 толщины пленки, и в случае наличия рассогласования между ними осуществляется отработка управляющег сигнала на.включение исполнительного механизма 21 изменения положения шибера 3 в сторону ликвидации возникшего рассогласования.
Блок выключения (см.фиг. 2) содержит симисторный ключ, состоящий и симисторов 22 и 23, включенный в цепи обмоток исполнительного двигателя измерительного блока и управляемый по цепяйуправляющих электродов симисторов от транзисторного усилителя мощности на транзисторах 24 и 25 с трансформаторным выходом. Параметры транзисторов. 24 и 25, а также резисторов 26 и 27 выбраны таким образом, что транзистор 25 обеспечивает насыщение транзистора 24 по базовому току. Поскольку коллекторная цепь транзистора 24 питается переменным направлением транзистор 24 работает как в прямом, так и в инверсном вклЮ чении, пропуская через первичную обмотку входного трансформатора 28 обе полуволны переменного напряжения
Выходной блок работает следующим образом. При появлении, на входе схемы сигнала с выхода блока 13 разрешения транзистор 24 открывается и на выходных обмотках трансформатора 28 появляется переменное напряжение, которое выпрямляется и подается на управляющие электроды симисторов 22 и 23. Симисторы.открываются и включают исполнительный двигатель вторичного прибора. При снятии сигнала на входе транзистор 24 закрывается, вызывая тем самым закрывание симисторов и отключение исполнительного двигателя вторичного прибора,
Формула изобретения
1. Устройство для контроля работы асбестоцемёнтной листоформовочной машины, содержащее датчики числа оборотов форматного барабана и толщины иаката, блок деления, регулятор толщины пленки, исполнительный механизм шибера подачи асбестоцементной массы и срезчик наката, причем датчик толщины наката подключен к одному из входов бл.ока деления, а выход регулятора толщины плекни соединен с исполнительным механизмом шибера подачи асбестоцементной массы, отличающееся тем, что, с целью повышения качества изготавливаемых изделий, оно снабжено счетчиком оборотов форматного барабана, блоком разрешения, нуль-органом, задатчиком толщины наката, блоком управления срезчиком, датчиком начала среза, блоком выключения, измерительным блоком и задатчиком толщины пленки, причем задатчик толщины пленки подключен к одному из входов регулятора толщины пленки, другой вход которого соединен с выходом измерительного блока, один из входов которого подключен к выходу блока, деления, другой вход которого соединен с выходом счетчика оборотов форматного барабана, один из входов которого подключен к одному из входов блока управления срезчиком, другой выход . которого соединён со срезчиком наката, датчик числа оборотов форматного барабана подключен R другому входу счетчика числа оборотов форматного барабана, к одному из входов блока разрешения и к одному из входов блока управления срезчиком, другой вход которого соединен с датчиком начала среза, один из выходов блока разрешения подключен к соответствующему входу блока управления срезчиком.и ко входу блока выключения, выход которого соединен с другим входом измерительного блока, другой вход блока разрешенияподключен к выходу нуль-органа, один из входов которого соединен с датчиком толщины наката,.а другой вход нульоргана соединен с задатчиком толщины наката.
2. Устройство по п,1, о т л ичающееся тем, что датчик наката среза и датчик числа оборотов форматного барабана установлены на форматном барабане, причем датчик начала среза установлен перед датчиком числа оборотов по направлению вращения форматного барабана.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 390960, кл. В 28 В 21/00, 1972.
2.Авторское свидетельство СССР 402465, кл. В 28 В 21/00, 1971.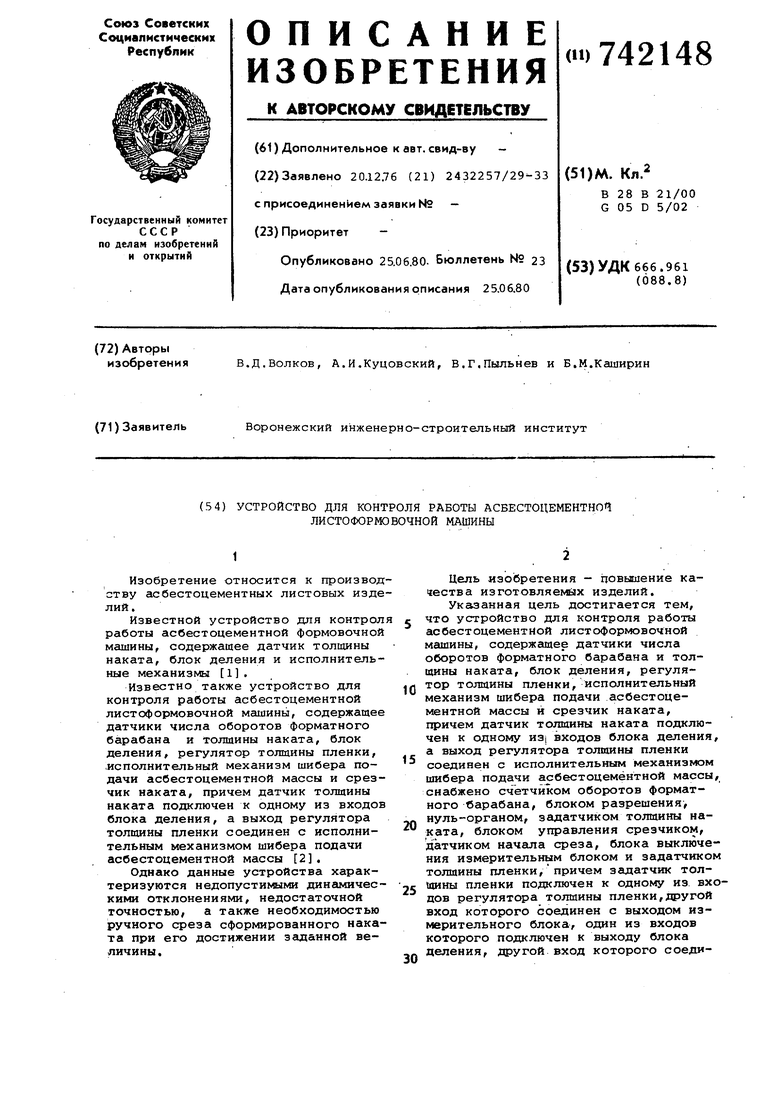
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1978 |
|
SU779093A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| Устройство для регулирования толщины асбестоцементного наката | 1975 |
|
SU557918A1 |
| Устройство для производства цветных изделий на листоформовочной машине | 1976 |
|
SU551171A1 |
| Устройство для управления листо-фОРМОВОчНОй МАшиНОй | 1979 |
|
SU808292A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство для автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU990533A1 |
| Устройство для стабилизации числа оборотов форматной скалки асбестоцементных формовочных машин | 1973 |
|
SU440260A1 |
| Устройство для автоматического управления асбоцементной листоформовочной машиной | 1977 |
|
SU695826A1 |
| Устройство для автоматического управления многоцилиндровой листоформовочной асбестоцементной машиной | 1977 |
|
SU620381A1 |