К кварцевым колбам шаровых ксеноновых и подобных разрядных ламп предъявляются высокие требования к соблюдению строгой соосности расположения ножек, параллельности торцов бортиков этих ножек и фиксированной длины колбы.
Изготовление таких ламп заключается в приваривании к средней шаровой части лампы одной, а затем и другой ножек и длительном вращении собранной колбы в пламени горелки с одновременным подтягиванием и выравниванием ножек на глаз.
Безусловно ручное изготовление таких колб не может обеспечить высокую точность сборки, так как этот процесс не контролируется.
Предлагаемое устройство для сборки кварцевых колб шаровых ксеноновых и подобных разрядный ламп позволяет обеспечить строгую соосность ножек колбы, параллельность бортов ножек и значительно уменьшить допуски на длину колб (с точностью 0,5 мм). Поэтому высота светового центра и длина дуги выдерживаются строго одинаковыми для всех ламп и исключается индивидуальная фокусировка ламп при установке в аппаратуру.
В описываемом устройстве для соединения отдельных соосных деталей применена оправка, которая однако из-за высокой температуры плавления кварца не может использоваться для пайки деталей.
В качестве оправки применяется водоохлаждаемый металлический стержень, калиброванный по наружному диаметру в соответствии с внутренним диаметрам ножек и несущий неподвижное и подвижное гнезда для ножек.
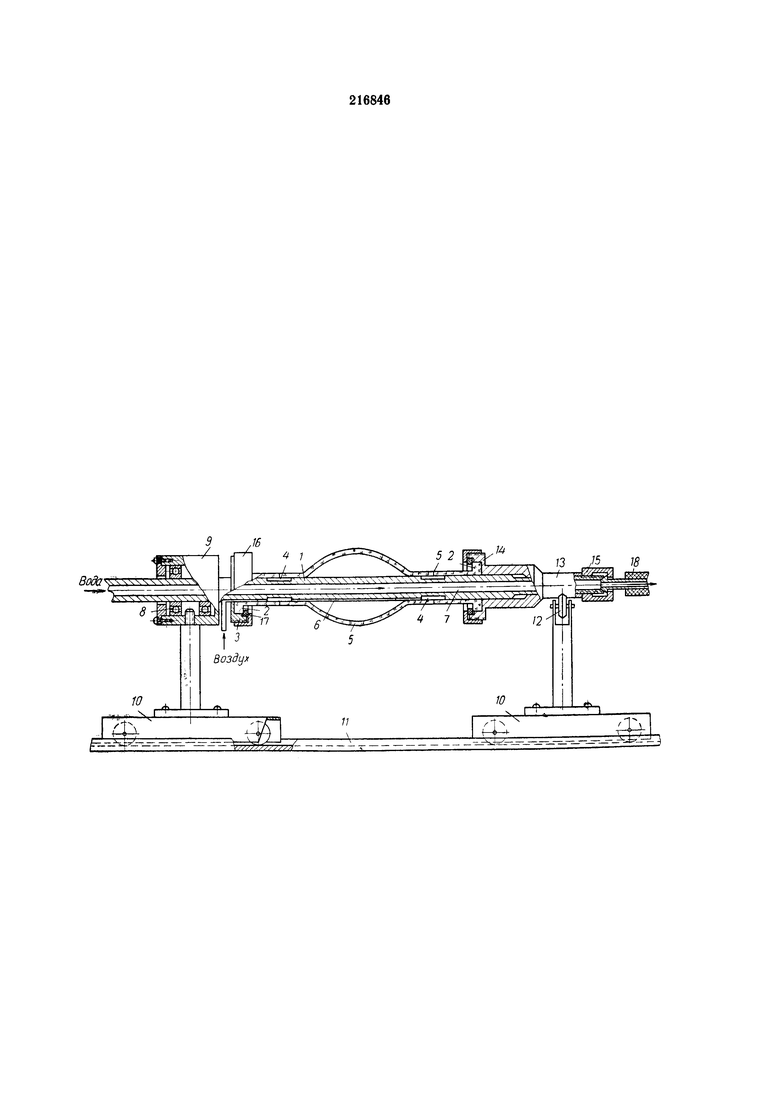
Ha чертеже представлено предлагаемое устройство в разрезе.
Основным элементом устройства является полый длинный металлический стержень 1, калиброванный по наружному диаметру в соответствии с внутренним диаметром кварцевых ножек 2 лампы и имеющий гнездо 3 для закрепления ножки. Стержень 1 имеет проточки 4 в месте спая кварцевых ножек с заготовкой 5 колбы и паз 6 для поддува воздуха при пайке. Через полость стержня 1, образующую канал 7, циркулирует вода. Один из концов стержня укреплен на подшипниках 8 в цилиндрическом стакане 9, установленном на тележке 10, которая может перемещаться в горизонтальной плоскости по рельсам 11. Другой конец стержня свободно отирается на два ролика 12. Подвижная оправка 13 с гнездам 14 для второй ножки лампы по скользящей посадке перемещается вдоль свободного конца стержня до упора 15, обеспечивающего требуемую длину колбы.
Лампа собирается следующим образом.
Сначала ножка 2 закрепляется в гнезде 3 на стержне 1 с помощью гайки 16 и полуколец 17 и на стержень 1 надвигается заготовка 5 колбы. В гнезде 14 подвижной оправки 13 крепится вторая ножка 2 и эта оправка также надвигается на стержень. Затем к концам стержня 1 присоединяются шланги 18 водяного охлаждения, пускается вода и к заготовке 5 колбы последовательно приваривается одна, а затем другая ножка 2.
После этого один из спаев разогревается, подвижная оправка 13 подтягивается ближе к упору 15, разогревается второй спай и колба окончательно вытягивается до требуемого размера.
По окончании операций закрывают воду, отсоединяют шланги 18, освобождают ножки 2 из гнезд 3 и колбу снимают со стержня.
Соосность колбы достигается пайкой на стержне 1, калиброванном по наружному диаметру в соответствии с внутренним диаметром ножек 2, а параллельность торцов - строгой параллельностью торцов подвижного 14 и неподвижного 3 гнезд, в которых плотно закрепляют ножки 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Короткодуговая ксеноновая лампа сверхвысокого давления | 1981 |
|
SU1001229A1 |
| Светильник | 1990 |
|
SU1804582A3 |
| Способ изготовления мощных газоразрядных источников света | 1979 |
|
SU855783A1 |
| Способ изготовления электровакуумных приборов | 1983 |
|
SU1157032A1 |
| Газоразрядная импульсная лампа | 1983 |
|
SU1092608A1 |
| Герметичный токоввод в кварцевую колбу лампы | 1982 |
|
SU1072140A1 |
| Импульсная газоразрядная лампа | 1982 |
|
SU1089673A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1969 |
|
SU235205A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Герметичный токоввод в кварцевую колбу | 1981 |
|
SU1001230A1 |
Устройство для сборки кварцевых колб шаровых ксеноновых разрядных ламп, состоящих из средней шарообразной части и двух ножек, с использованием оправки, отличающееся тем, что, с целью обеспечения соосности ножек, параллельности их торцов и фиксированной длины колбы, в качестве указанной оправки применен полый охлаждаемый водой металлический стержень, наружный диаметр которого равен внутреннему диаметру ножек колбы и на который насажены два служащих для крепления в них ножек гнезда, одно из которых неподвижно, а другое может перемещаться вдоль стержня до устанавливаемого на нем упора.
