Водонепроницаемые пленки из полимеров имеют, как правило, гладкую поверхность, что препятствует получению прочного и долговечного их соединения с защищаемыми ими поверхностями. К. тому же реологические свойства пленок - людуль упругости, скорость релаксации- не могут компенсировать напряжения, возникающего в них при появлении трещин на неметаллических (бетонных) поверхностях, с которыми они соединены.
С целью устранения этих недостатков, предлагается на одну или обе стороны выходяияей из экструдера горячей пленки наносить ворс из органических и неорганических материалов.
Способ состоит в следующем.
В качестве материала для производства пленок используют сополимеры этилена с винилацетатом или пропиленом. Применяемые количественные соотношения сополимеризуемых мономеров и условия полимеризацпипозволяют получать сополимер с каучукоподобными свойствами и мол,улем упругости мепьщим, чем у полиэтилена. На одну или обе поверхности пленки из такого сополимера наносят ворс так, чтобы часть каждой ворсинки была погружена в поверхность пленкп. Для этого с помощью впбрационного сита ворс наносят на пленку, поступающую на бесконеч-. ную ленту из червячного пресса с температурой порядка 200°С. Пленку, покрытую ворсом.
пропускают затем через уплотняющие валики. Ворс .можио наносить также с помощью В11брационного сита в электростатическом поле. В этом случае применение уплотнительпых валиков не требуется. В качестве ворса применяют органические или неорганические волокна (частицы) полиолефинов, полиамидов, поливинилового спирта, асбеста, пемзы, вермикулита, шлака, стекла.
П р и мер 1. Прессование и нанесение ворса па пленку (см. фиг. 1).
Пленка / из этиленвинилацстатного сополи,iepa, содержащая 6 вес. о/о винилацетата и толщиной 0,2 мм, выдавливается из червячного пресса 2 на бесконечную ленту 3, покрытую тефлоном, при 200°С. Пока пленка находится еще в достаточно размягченном состоянии, через сетку 4, имеющую 14 ячеек на 1 СМ-, на нее равномерно наносятся ворсинкп
5 из асбеста, после чего она пропускается через пару отжимных роликов 6, охлаждается и затвердевает. В случае, если нужно нанести ворс на пленку с обеих сторон, ворс заранее равномерно накосится на бесконечную лепту
через сетку, а уже пото: 1 на ленту выдавливается пленка. Ворспстая пленка в достаточной степени охлаждается с помощью последовательно расположенных охладительных роликов 7 1 8 и, затвердевая, сходит с беско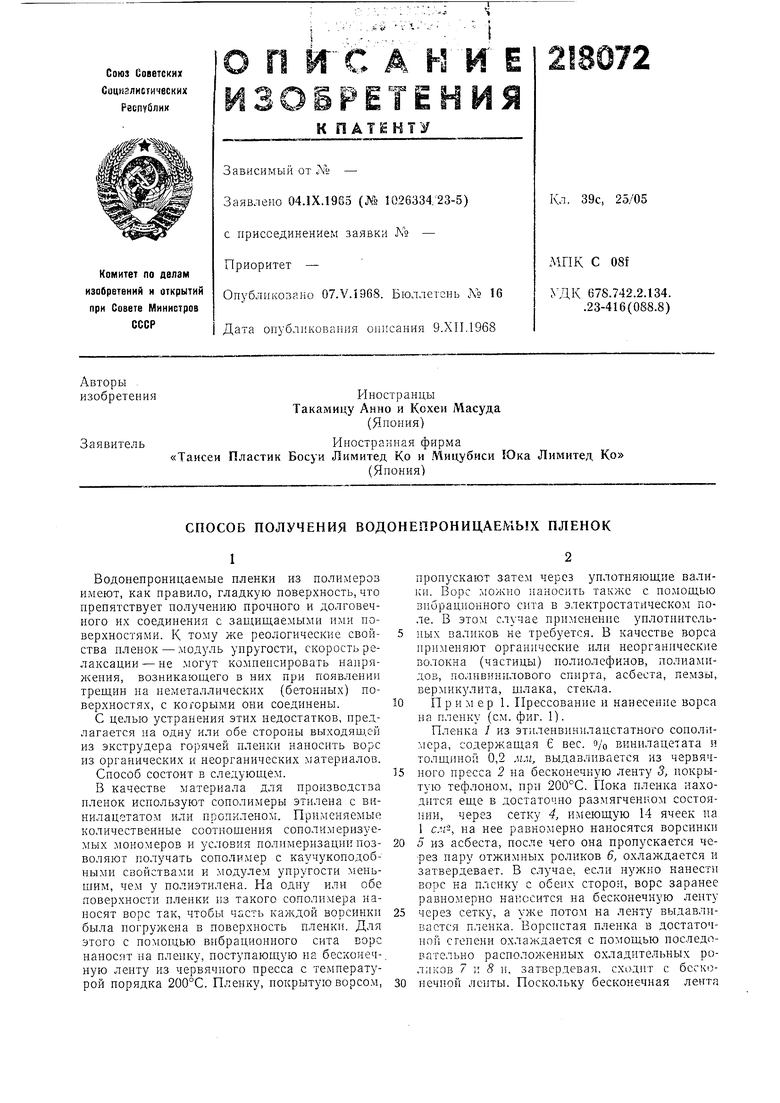
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННЫЙ ТЕРМОКЛЕЙ | 2016 |
|
RU2699626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОЙ ЛЕНТЫ ИЗ МЯГКОЙ СТАЛИ | 1999 |
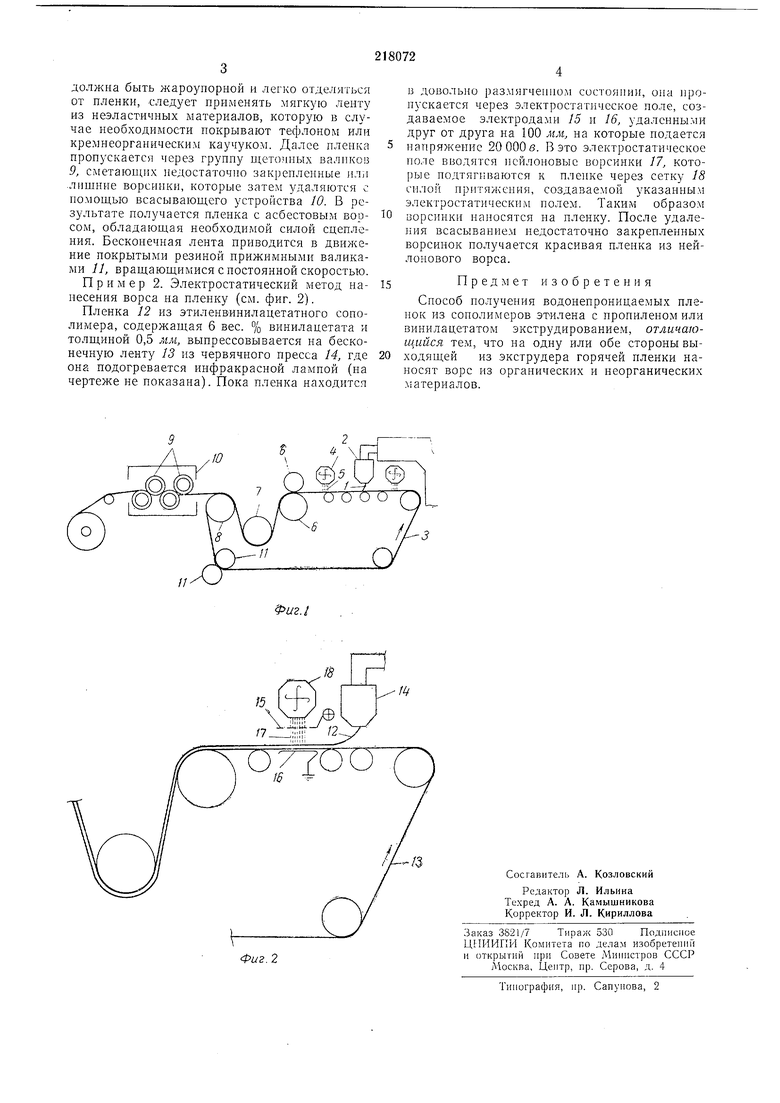
|
RU2220789C2 |
| Клеевая композиция для соединения полимерных пленок с металлической фольгой | 1973 |
|
SU1114341A3 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУДНОВОСПЛАМЕНЯЕМОЙ ИЛИ НЕГОРЮЧЕЙ МНОГОСЛОЙНОЙ ПЛИТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2026794C1 |
| ПРИМЕНЯЕМЫЙ В ВИДЕ РАСПЛАВА | 1971 |
|
SU320121A1 |
| ЛАМИНАТ ДЛЯ ПЕРЕНОСА ДОБАВОК И УПАКОВОЧНОЕ ИЗДЕЛИЕ, В КОТОРОМ ОН ИСПОЛЬЗУЕТСЯ | 2005 |
|
RU2356740C2 |
| ПЛЕНКА ИЗ ТЕРМОПЛАСТИЧНОЙ СМОЛЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ВПЛАВЛЯЕМАЯ ЭТИКЕТКА, ПЛАСТМАССОВАЯ ЕМКОСТЬ С ЭТИКЕТКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688597C2 |
| Способ склеивания | 1973 |
|
SU912047A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ С СИЛЬНОЙ АДГЕЗИЕЙ | 2003 |
|
RU2301117C2 |
| СЛОИСТЫЕ МАТЕРИАЛЫ ДЛЯ УПАКОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2001 |
|
RU2274553C2 |
