Изобретение относится к области получения клеящих материалов и может быть использовано в авиационной, автомобильной, судостроительной и других отраслях машиностроения.
Из уровня техники известна «Полимерная композиция клея-расплава» (RU №2227149, опубл. 20.04.2004 г.), включающая сополимер этилена с винилацетатом, неорганический наполнитель и модифицирующую добавку, в качестве сополимера этилена с винилацетатом содержит сополимера этилен с винилацетатом (I) и сополимер этилена с винилацетатом (II), имеющих разницу в содержании винилацетатных групп, равную 5-20%, и дополнительно содержит третий сополимер этилена с винилацетатом (III) с содержанием 27-30% винилацетатных групп и показателем текучести расплава 15-30 г/10 мин, при следующем соотношении компонентов, мас. %:
сополимер этилена с винилацетатом (I) 19-57
сополимер этилена с винилацетатом (II) 57-19
сополимер этилена с винилацетатом (III) 4-15
неорганический наполнитель 8-17
модифицирующая добавка - полиизоцианат 1-3
Приведенное техническое решение позволяет повысить прочность адгезионного слоя к металлу и снизить скорость отслаивания при катодной поляризации. Однако предложенный клей-расплав не позволяет наносить его равномерным слоем на склеиваемую поверхность и требует значительного нагрева поверхности для приобретения расплавом адгезивных свойств.
Известна «Липкая лента» (RU 861380, опубл. 09.09.81), выполненная из подложки и клеевого слоя, включающего сополимер этилена с винилацетатом, адгезионную добавку и диоктилфталат. Клеевой слой содержит в качестве адгезионной добавки смесь глицеринового эфира
канифоли и экстракционной канифоли с температурой размягчения 25-35°С
при следующем соотношении компонентов слоя, мас. %:
Недостатком описанной липкой ленты является невозможность использования ее для склеивания металлических поверхностей, поскольку имеет недостаточную адгезионную способность и потери адгезионной способности при повышенной влажности.
Наиболее близким техническим решением является термоклей, описанный в патенте RU №2528665, опубл. 20.09.2014 г. термоклей содержит от 5 до 40 вес.% сополимера на основе этилена и С3-С20 α-олефина, который получен полимеризацией на металлоценовых катализаторах, от 10 до 65 вес.% усиливающей клейкость смолы, от 0 до 35 вес.% пластификатора, от 0,01 до 30 вес.% добавок и присадок. Добавки и присадки выбраны из стабилизаторов, промоторов адгезии, наполнителей или пигментов, восков и/или других полимеров, причем сумма составляет 100%. Сополимер является блок-сополимером, который в интервале от 0°С до 25°С имеет неизменные упругие свойства, измеренные как отношение модулей памяти Е', согласно (Е'0C-Е'25C)/Е'25C<1,5. Изобретение позволяет улучшить технологические свойства термоклея при сохранении механических свойств в области температур до 50°С. Описанный термоклей согласно изобретению можно использовать в покрытии самоклеящихся пленок, полос или этикеток слоем клея. При этом полосы или пленки, например, на основе полиолефинов или сложных полиэфиров, покрывают подходящим термоклеем по изобретению. В этом случае благодаря выбору соответствующего клея получают самоприклеивающийся слой с длительным сроком годности. Затем эти материалы можно упаковывать.
Задачей изобретения является создание термоклея армированного с высокими адгезионными свойствами для широкого перечня материалов.
Техническим результатом настоящего изобретения является улучшение адгезивных свойств термоклея для различных материалов, в том числе и металлов, при повышенной влажности и пониженных температурах.
Технический результат достигается тем, что армированный термоклей получен путем нанесения расплава клеящего состава на армирующий элемент. Согласно изобретению клеящий состав включает сополимер этилена с винилацетатом марки 11808-340, смолы Hikotat-90S и мела гидрофобного, при следующем соотношении компонентов, мас. %:
а в качестве армирующего элемента используется полипропиленовая сетка с размером ячейки не более 3×3 мм.
Предложенный армированный термоклей позволяет получить равномерный клеящий слой с высокими адгезионными свойствами, даже при повышенной влажности. При нагреве армированный термоклей равномерно заполняет пространство между соединяемыми поверхностями делая стыковое соединение высокогерметичным и монолитным. Заявляемый армированный термоклей в пределах предложенной рецептуры клеящего состава обеспечивает высокую прочность при разрыве, а за счет армирования позволяет осуществить равномерный и однородный клеящий слой на всем протяжении соединяемых элементов при соединении длинных, объемных изделий. Кроме того преимущество заявленного армированного термоклея состоит в том, что его надежные адгезионные свойства проявляются при пониженной температуре 70°С (в отличие от 90°С-100°С термоклея в соответствии с прототипом), что позволяет получить быстрый расплав и остывание и это приводит к увеличению производительности, а именно к экономии времени при совершении операции соединения деталей. Срок хранения армированного термоклея не ограничен.
В последующем, заявляемое техническое решение поясняется подробным описанием конкретных, но не ограничивающих настоящее решение, примерами его выполнения.
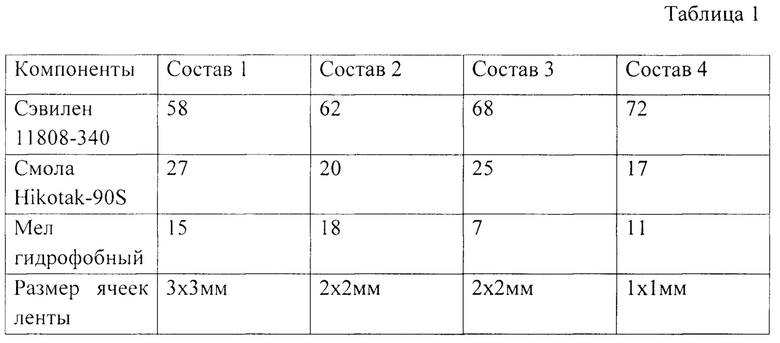
Компоненты Сэвилен 11808-340, Смола Hikotak-90S и мел гидрофобный отвешивают и засыпают в бункер экструдера, откуда происходит подача смеси в шнековую пару, которая нагревается электрическими тэнами, перемешивая разогретую массу поступательным движением. Примеры составов клеящего вещества в соответствии с изобретением представлены в Таблице 1.
Клеящий состав может быть приготовлен на технологической линии на базе экструдера ЛНИ 40-00.00 000ПС. Линия имеет пять зон с разным температурным режимом. Температура по зонам выставляется с нарастанием от первой до третьей, далее температура как правило одинакова с температурой третьей зоны. В первой зоне устанавливают 70°С, во второй зоне - 80°С, в третьей и остальных зонах - 90°С.
Критерием правильности подбора температуры являются технологические качества расплава клеящего состава, а именно однородность, необходимая вязкость, хорошая слипаемость с армирующим элементом полипропиленовой сеткой, отлипаемость от валков каландра и другие, позволяющие линии работать стабильно и с как можно более высокой производительностью.
Время прогрева экструдера от 30 до 40 минут.
Во время прогрева или заранее на разматывающее устройство устанавливается рулон с армирующим элементом полипропиленовой сеткой. Далее полипропиленовая сетка пропускается через подтормаживающие ролики, обводится вокруг валков каландра и далее заправляется в валки тянущего устройства.
Линия запускается таким образом, чтобы расплав клеящего состава начал наноситься на уже движущуюся полипропиленовую сетку. Этим достигается минимальное сборение полипропиленовой сетки от краев к середине.
Клеящий состав выдавливается через щель, размер которой определяет толщину готового продукта.
Следующий этап это охлаждение. Армирующий элемент с горячей клеящей смесью попадает на металлические валы с водяным охлаждением. Валы формируют толщину термоклея, способствуют застыванию установленной ширины и толщины продукта. После чего производят резку продукта и его намотку. Ширина термоклея зависит от параметров установки ножей. Порезанный по установленной ширине армированный термоклей крепится на ролики автоматической намотки материала в рулоны по 50 м.
Армированный термоклей согласно изобретению используется следующим образом. В качестве примера рассмотрим соединение двух полиэтиленовых труб с помощью термоусаживаемой муфты. Крупнозернистой наждачной лентой зачищают края полиэтиленовой термоусаживаемой муфты с внутренней стороны (на глубину 100-150 мм) и аналогично зачищают поверхности труб в месте стыка. Зачищенные места протирают ветошью, смоченной в растворителе для удаления продуктов зачистки. Устанавливают муфту на один конец соединения, сдвигают муфту на 450-500 мм в сторону от стыка, не подвергая загрязнению обработанную поверхность. Отрезают от рулона армированного термоклея 2 полосы, соответствующие по длине диаметру стыка L=3,14Д+4 мм, где Д-диаметр полиэтиленовой оболочки, L-длина полосы армированного термоклея. Затем пламенем газовой горелки нагревают поверхность трубы в месте установки термоклея до 80-100°С.
После этого надвигают муфту таким образом, чтобы ее внутренняя поверхность не касалась армированного термоклея. Равномерно нагревая с каждой стороны оба конца муфты, производят ее усадку.
Армированный термоклей изготовленный в соответствии с изобретением позволяет повысить надежность клеевого соединения за счет сплошности и равномерности распределения клеящего слоя на соединяемых поверхностях.
В пределах заявленных ингредиентов армированный термоклей не теряет своих адгезионных качеств, даже после погружения в воду на длительный срок, может храниться во влажных помещения не изменяя своих потребительских качеств:
1) высокая влагостойкость,
2) переходит в рабочее состояние при температуре 70°С,
3) обладает отличным качеством адгезии как к стали так и к полиэтилену.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОЛЕНТА | 2016 |
|
RU2647299C1 |
| ТЕРМОКЛЕЙ ДЛЯ СКЛЕИВАНИЯ И ГЕРМЕТИЗАЦИИ | 2005 |
|
RU2287001C1 |
| ТЕРМОКЛЕЙ С УЛУЧШЕННОЙ АДГЕЗИЕЙ | 2007 |
|
RU2453572C2 |
| КОМПОЗИЦИОННАЯ РЕЗИНОВАЯ СМЕСЬ ДЛЯ ПРОКЛАДОК РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2018 |
|
RU2677139C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2532520C2 |
| АДГЕЗИОННАЯ ТЕРМОПЛАВКАЯ КОМПОЗИЦИЯ ДЛЯ СКРЕПЛЕНИЯ АЛЮМИНИЕВО-ПЛАСТИКОВЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ | 2023 |
|
RU2838155C2 |
| Клей-расплав | 1980 |
|
SU929677A1 |
| Композиция для клеевого слоя кабельных муфт | 1990 |
|
SU1772122A1 |
| КЛЕЙ-РАСПЛАВ | 2005 |
|
RU2278886C1 |
| Термоклей | 1980 |
|
SU891738A1 |
Изобретение относится к клеевой промышленности и может быть использовано в авиационной, автомобильной, судостроительной и других отраслях машиностроения. Армированный термоклей получают путем нанесения расплава клеящего состава на армирующий элемент. Клеящий состав включает компоненты при следующем соотношении, мас.%: сополимер этилена с винилацетатом Сэвилен 11808-340 (17-27), смола Hikotat-90S (58-72) и мел гидрофобный (7-20). В качестве армирующего элемента используется полипропиленовая сетка с размером ячейки не более 3×3 мм. Обеспечивается равномерный клеящий слой с высокими адгезионными свойствами при повышенной влажности, высокая прочность при разрыве. 1 табл.
Армированный термоклей, полученный путем нанесения расплава клеящего состава на армирующий элемент, характеризующийся тем, что клеящий состав включает сополимер этилена с винилацетатом марки 11808-340, смолы Hikotat-90S и мела гидрофобного, при следующем соотношении компонентов, мас. %:
а в качестве элемента используется полипропиленовая сетка с размером ячейки не более 3×3 мм.
| Липкая лента | 1979 |
|
SU861380A1 |
| АДГЕЗИОННАЯ КОМПОЗИЦИЯ ДЛЯ ДУБЛИРОВАНИЯ СИНТЕТИЧЕСКИХ ТКАНЕЙ | 2005 |
|
RU2311436C2 |
| ТЕРМОКЛЕЙ ДЛЯ СКЛЕИВАНИЯ И ГЕРМЕТИЗАЦИИ | 2005 |
|
RU2287001C1 |
| RU 91980 U1, 10.03.2010 | |||
| ТЕРМОЛЕНТА | 2016 |
|
RU2647299C1 |
| US 3896069 A, 22.07.1975 | |||
| ХИМИЧЕСКАЯ ЭНЦИКЛОПЕДИЯ под ред | |||
| И.Л | |||
| Кнунянца, Большая Российская Энциклопедия, Москва, 1992, том 3, с.564, кол | |||
| ВЕТРЯНОЙ ВИНТОВОЙ ДВИГАТЕЛЬ | 1922 |
|
SU1119A1 |

