В целях перевода рабочего пламени на нерабочее (зажигающее) в-ацетиленовых горелках при сварке металлов, предлагается устройство, состоящее из двух клапанов, находящихся под воздействием пластинки для попеременного впуска газов из рабочих в нерабочие -каналы.
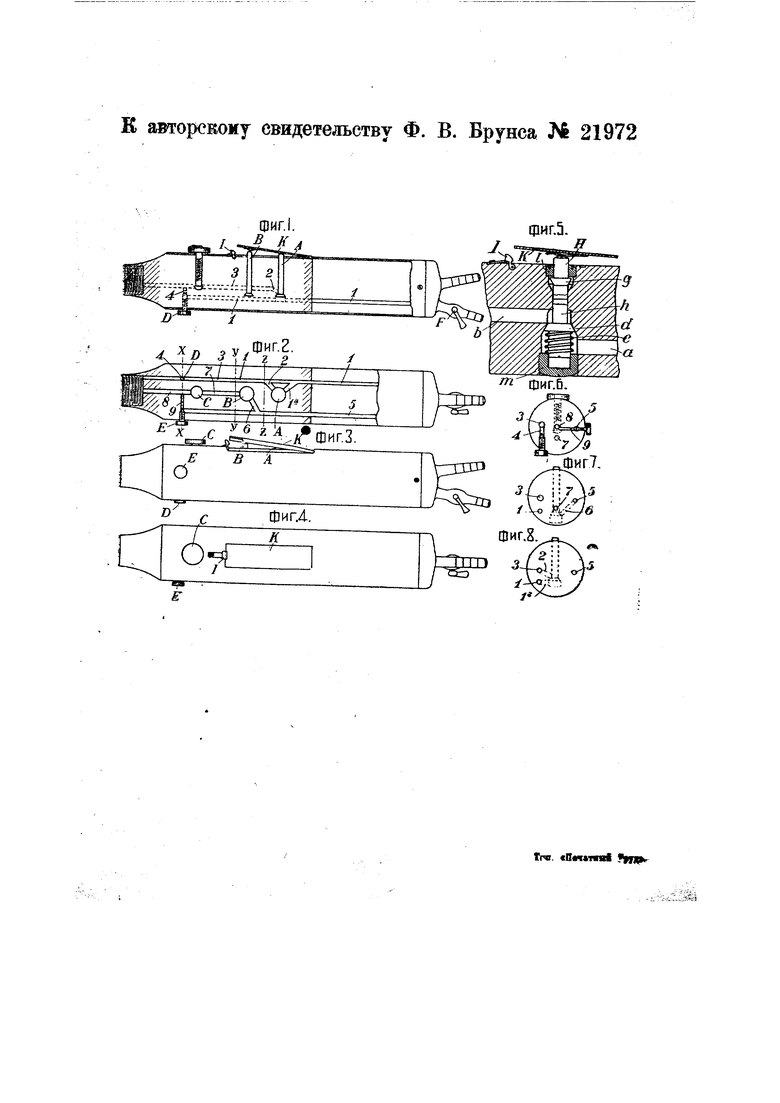
На чертеже фиг. 1 изображает продольный разрез горелки; фиг. 2 - горизонтальный разрез ее; фиг. 3 - вид ее сбоку; фиг. 4 - вид ее сверху; фиг. 5 - разрез пружинного клапана; фиг. б, 7 и 8 - разрезы по линиям XX, YY и ZZ на фиг. 2.
В предлагаемой горелке нажатием на защелку / (фиг. 1) предполагается менять рабочее пламя на нерабочее (зажигающее) и при необходимости иметь рабочее пламя, т. е. при взятии горелки в руку, совершенно автоматически менять зажигающее пламя на рабочее. Такое переключение одного пламени на другое имеется в виду осуществить при помощи двух пружинных клапанов А и В, закрывающих доступ газов в горелку во время горения зажигающего пламени, двух винтовых кранов D и Е, регулирующих величину зажигающего пламени; трубок, подводящих газы, и пластинки К с защелкой /, удерживающей ее в прижатом к ручке положении. Пружинные
клапаны А vi В (фиг. 1 и 5), однородные по своей конструкции, состоят из; соприкасающихся между собой двух стержней Я и Л, несущих, каждый, па конусу Cg и d), пружинки е, шайбы / it гайки т.
Для регулирования подачи кислород при рабочем пламени предназначен кран С, а для ацетилена - кран F.
Предлагаемая горелка работает следующим образом. Берут горелку в руку„ одновременно нажимая на пластинку К. последняя давит на стержни Н и Л; пружина € сжимается и конусом d открывает свободный проход газа из трубки ав трубку Ь. Одновременно конусом g закрывается щель между направляющими,, через которые газ мог бы проникнутьв атмосферу. Открыв таким образом свободный доступ газов в горелку, сварщик устанавливает при помощи клапанов С и F нужное ему „рабочее пламя. Затем он нажимает на защелку /, чем дает возможность клапанам А н В закрыться.. Теперь газы проходят только через краны D У1 Е, которыми и регулируется цо наименьшей величины зажигающее пламя, и, таким образом, горелка готова к работе: при нажатии на пластинку К получается рабочее пламя, при нажатии на защелку /- зажигающее. В нерабочем состоянии горелки клапаны А н
од воздействием пружин е (фиг. 5) находятся в закрытом положении (пластинка К приподнята), и тогда газы «меют следующее направление: ацетилен - по трубке 1 через кран D в трубки 4 и 3; кислород - по трубкам 5,
9 и 8. При рабочем положении горелки пластинка прижимается к ручке, клапаны А и В открываются, и направление газов изменяется в следующем порядке: ацетилен -по трубкам 1,1° через клапан А в трубки 2 и 3, кислород - по трубкам 5 и б через клапан В по трубкам 7 и 8.
Для получения зажигающего пламени надо сперва закрыть доступ в горелку кислорода, а потом ацетилена, иначе может получиться взрыв, .и пламя потухнет. При восстановлении рабочего пламени надо открыть доступ в горелку сперва ацетилену, потом кислороду. Это достигается расположением клапанов (ацетиленовый ближе к оси вращения .пластинки -, чем кислородный), имеющих одну и ту же длину выступающей
-над кожухом горелки части стержня //.
Предмет изобретения.
1.Горелка для сварки металлов с двумя подводящими каналами для кислорода и горючего, отличающаяся тем,, что подводящие каналы 1 и 5 снабжены шунтоаыми ответвлениями с установлен ными в них пружинными клапанами АчЗ (фиг. 1, 2 и 5), находящимися под воздействием пластинки /Г, для попеременного впуска газов при нажатии на пластинку К через рабочие каналы 1, 2,3 и 5,6, 7,8 и при опускании пластинки /С- через каналы 1, 4, 3 и 5, 9, 8, в целях перевода пламени с полного горения на зажигающее.
2.При указанной в п. 1 горелке применение защелки / для уд жания пластинки К в прижатом к ручке горелки положении.
3.Форма выполнения горелки по п. 1, отличающаяся тем, что клапаны А и В выполнены в виде соприкасающихся стержней // и Л (фиг. 5), снабженных конусами g и d, пружины е и винтовых пробок / и wt.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для резания металлов ацетеленово-кислородным пламенем | 1924 |
|
SU1575A1 |
| ГАЗОВАЯ ГОРЕЛКА | 2022 |
|
RU2797620C1 |
| СВАРОЧНАЯ ГОРЕЛКА-РЕЗАК | 1993 |
|
RU2056586C1 |
| Способ предупреждения хлопков и обратных ударов при гашении газовых горелок, преимущественно больших мощностей, и резаков | 1953 |
|
SU123276A1 |
| АВТОМАТИКА БЕЗОПАСНОСТИ ГАЗОИСПОЛЬЗУЮЩИХ УСТРОЙСТВ | 1999 |
|
RU2172447C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО БЫТОВОЙ ГАЗОВОЙ ПЛИТЫ | 1994 |
|
RU2082918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗНЫХ СЛОЕВ (ВАРИАНТЫ) | 1992 |
|
RU2041164C1 |
| Блок газовой автоматики | 1980 |
|
SU1059357A1 |
| Насадок горелки для газопламенного напыления порошкообразного металла | 1976 |
|
SU677637A3 |
| Устройство для термообработки поверхностей ацетилено-кислородным пламенем | 1947 |
|
SU77252A1 |
JO. г.
TRO. «Печатни .5.

