Производство плоских рамочных сеток для радиоламп по любому из известных и применяемых способов - навивкой витковой проволоки на рамки, закрепленные на оправке, с применением специального навивочного оборудования или одновременным размещением проволок для всех витков сетки и завальцовка их на рамке с применением прессового оборудования - предусматривает отдельные технологические операции пайки, разрезки на отдельные сетки и обрезки всех концов витков с обеих сторон сеток. При этом получаются значительные отходы витковой проволоки и сравнительно низкая производительность оборудования.
Предложенное устройство для изготовления плоских рамочных сеток обеспечивает формообразование и закрепление сеточного полотна на плоской рамке с обрезкой только первого и последнего витков сетки за один цикл работы устройства. Это значительно увеличивает производительность работы, уменьшает отходы витковой проволоки, исключает операции разрезки на отдельные сетки и обрезки сеток, а также улучшает качество сеток (отсутствие заусенцев после обрезки концов витков, отсутствие выступающих концов витков в результате неравномерной обрезки).
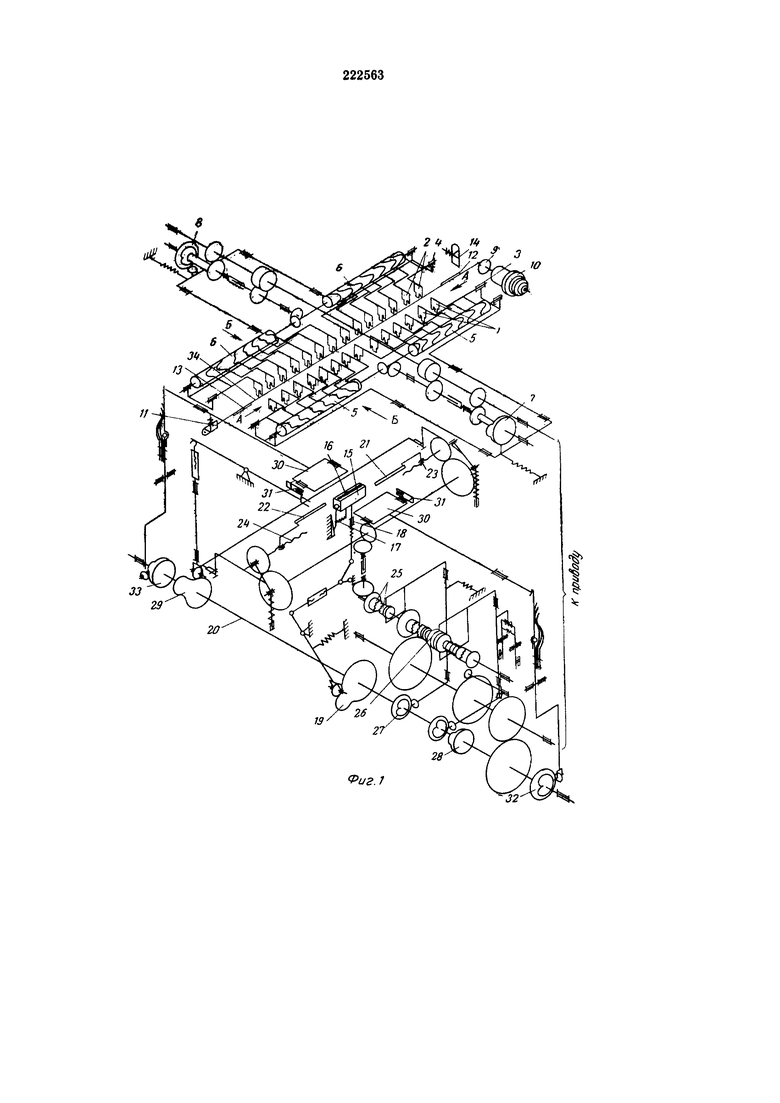
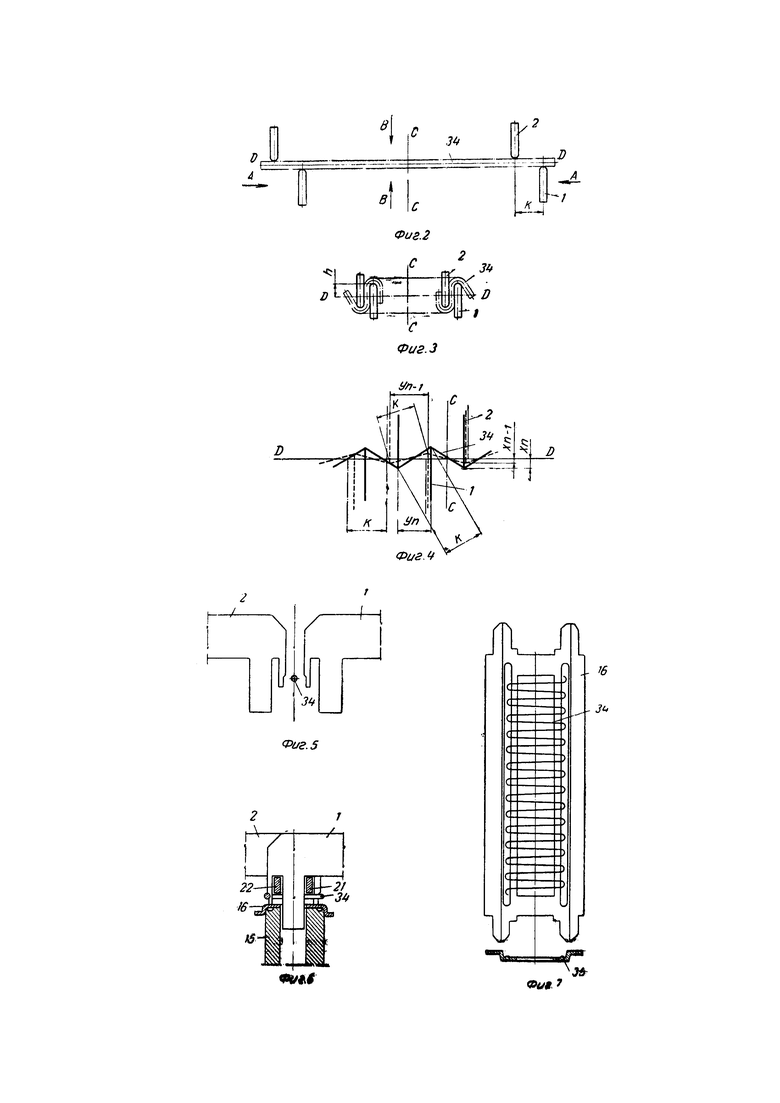
На фиг. 1 представлена кинематическая схема устройства для изготовления плоских рамочных сеток; на фиг. 2 - схема формообразования сеточного полотна в начальный момент (в момент соприкосновения формующих пластин с проволокой); на фиг. 3 - схема формообразования сеточного полотна в конечный момент (сеточное полотно размещено между формующими пластинами); на фиг. 4 - расчетная схема для трех последовательных положений формующих пластин; на фиг. 5 - взаимное положение проволоки и формующих пластин правой и левой групп; на фиг. 6 - положение формующих пластин; оправки и игл в момент наложения сеточного полотна на плоскую рамку; на фиг. 7 - плоская рамочная сетка с зигзагообразным сеточным полотном, закрепленным на плоской рамке.
Устройство для изготовления плоских рамочных сеток представляет собой систему целевых механизмов, установленных на основании и связанных кинематическими связями для обеспечения взаимодействия в процессе изготовления сеток.
Механизм формообразования сеточного полотна представляет собой две группы формующих пластин - правой 1 и левой 2 (фиг. 1), установленных в групповых направляющих 3 и 4 и имеющих возможность перемещаться по направлению стрелок А посредством кулачковых барабанов 5 и 6, а по направлению стрелок 5 с помощью кулачков 7 и 8, кинематически связанных с приводом. Формующие пластины в правой и левой группе расположены таким образом, что при взаимно перпендикулярном движении по стрелкам А и Б каждая пластина одной группы может располагаться между двумя пластинами другой группы. Число формующих пластин на единицу больше числа витков сетки.
Механизм натяжения витковой проволоки содержит катушку 9 с проволокой, установленную на двигателе 10, обеспечивающем требуемое натяжение проволоки, зажим 11 проволоки, опоры 12 и 13 проволоки и губки 14 переноса проволоки после отделения ее от сетки в зажим 11 (в исходное положение для осуществления следующего цикла). Зажим и опоры имеют возможность перемещаться синхронно с крайними формующими пластинами правой и левой группы пластин в процессе формообразования сеточного полотна.
Оправка 15 для закрепления на ней плоской рамки 16 с помощью зажима 17 установлена в направляющих 18 и связана рычажной системой с кулачком 19 управления ее перемещением. Кулачок закреплен на распределительном валу 20, кинематически связанном с приводом устройства. Иглы 21 и 22, связанные с винтами 23 и 24, имеющими правую и левую нарезки, могут сходиться до замыкания друг на друга, образуя жесткую раму для наложения сеточного полотна на рамку, и расходиться после закрепления сеточного полотна на рамке с помощью кинематической связи с муфтой 25 включения и реверсивной муфтой 26, управляемых соответственно кулачками 27 и 28. Кроме того, иглы имеют возможность перемещаться вверх и вниз от рычажной системы и кулачка 29, осуществляя наложение сеточного полотна на рамку.
Механизм закрепления сеточного полотна на плоской рамке состоит из ползунов 30 с пуансонами для механического закрепления сеточного полотна на плоской рамке (электродами для электрической сварки или концентраторами ультразвуковой сварки) и ножей 31 для обрезки первого и последнего витков сеточного полотна. Управление перемещением ползунов осуществляется кулачками 32 и 33.
Работает устройство следующим образом.
Проволока 34, одним концом закрепленная в зажиме 11 и натянутая через катушку 9, с определенным усилием двигателем 10, работающим в тормозном режиме, удерживается на требуемом уровне по отношению к формующим пластинам опорами 12 и 13. От привода через кинематические звенья формующие пластины правой 1 и левой 2 групп быстро подводятся до касания с проволокой по стрелкам В, при этом между каждой из двух пластин (одна из правой, другая из левой группы) отсекается участок проволоки длиной К в соответствии с длиной витка сетки. Формующие пластины от кулачковых барабанов 5 и 6 через кинематические звенья перемещаются по определенному закону, сходясь к средней плоскости С-С по стрелкам А с одновременным перемещением по стрелкам В правой и левой групп пластин посредством кулачков 7 и 8 (относительного проскальзывания проволоки и пластин нет, что обеспечивает высокую стойкость формующих пластин) до окончательного формообразования сеточного полотна (фиг. 3). При этом проволока, зигзагообразно сформованная в сеточное полотно, размещается между чередующимися формующими пластинами правой и левой групп пластин.
На фиг. 4 показан ряд промежуточных положений формующих пластин в процессе формообразования сеточного полотна:
а) исходное положение формующих пластин перед формообразованием сеточного полотна (штрих-пунктирные линии); проволока совпадает с плоскостью DD1, причем
Xn-2=0; Yn-2=К
б) первое промежуточное положение формующих пластин (штриховые линии)
Xn-1=0; Yn-1=К
и т.д.
Необходимо отметить, что Y - размер между осями пластин - уменьшается от значения К до величины шага сетки, а X - размер перемещения пластин от момента касания с проволокой до окончательного формообразования сеточного полотна - увеличивается от 0 до h (фиг. 3), причем,  (определяет подъем на кулачках 7 и 8).
(определяет подъем на кулачках 7 и 8).
После формовки проволоки оправка 15 с плоской рамкой 16, которая фиксируется зажимом 17, под действием кулачка 19 поднимается вверх, нижние концы формующих пластин правой 1 и левой 2 групп пластин входят в окно рамки. Включается муфта 25, включения иглы 21 и 22 сходятся, заходя в полости связанных формующих пластин выше сеточного полотна до замыкания друг на друга, и образуют жесткую раму. Муфта включения отключается и система сведенных игл посредством кулачка 29 через рычаги сдвигает сеточное полотно до защемления его между плоской рамкой на оправке 15 и иглами. После этого иглы, сеточное полотно и плоская рамка с оправкой совместно опускаются вниз на столько, что освобождается пространство подхода ползунов 30 с пуансонами для закрепления сеточного полотна на рамке. При этом концы формующих пластин не выходят из окна рамки, являясь гребенкой, обеспечивающей шаг сетки.
Под действием кулачков 32 и 33 через рычажную систему ползуны 30 перемещаются к оправке до упоров, оправка 15 поднимается вместе с плоской рамкой и сеточным полотном вверх на пуансоны (электроды или концентраторы). Происходит закрепление сеточного полотна на плоской рамке с одновременной заделкой радиусных участков зигзагообразного сеточного полотна в канавки 35 (фиг. 7), которые формуются пуансонами одновременно с закреплением сеточного полотна на плоской рамке.
Губки 14 переноса проволоки захватывают проволоку, ножи 31, установленные на ползунах 30, обрезают начальный и конечный витки сеточного полотна. Оправка 15 и иглы 21 и 22 опускаются вниз до окончательного съема сетки с направляющих концов формующих пластин, реверсивная муфта 26 переключается и включается муфта 25 для разведения игл. Затем перемещающейся вниз оправкой 15 освобождается зажим 17 и выгружается плоская рамочная сетка (фиг. 7). Далее цикл обработки плоских рамочных сеток повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1966 |
|
SU179388A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Способ навивеи рамочных сеток электровакуумных приборов | 1976 |
|
SU572858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК | 1972 |
|
SU349455A1 |
| ПЛОСКАЯ РАМОЧНАЯ СЕТКА | 1970 |
|
SU285119A1 |
| Способ изготовления сеток радиоламп | 1961 |
|
SU150550A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ СЕТОЧНОГО ПОЛОТНА | 2003 |
|
RU2228896C1 |
| Автомат для изготовления рамочно-штампованных сеток радиоламп | 1960 |
|
SU135542A1 |
Устройство для изготовления плоских рамочных сеток, состоящее из механизма формообразования сеточного полотна, механизма наложения сеточного полотна на плоскую рамку, механизма закрепления сеточного полотна с ножами и механизма натяжения витковой проволоки, отличающееся тем, что, с целью увеличения производительности и уменьшения отходов витковой проволоки, механизм формообразования сеточного полотна состоит из двух групп формующих пластин, перемещающихся по направляющим в двух взаимно перпендикулярных направлениях по расчетному закону и одновременно формующих все витки сетки из одной непрерывной проволоки в зигзагообразное сеточное полотно, а механизм наложения сеточного полотна на рамку состоит из оправки для закрепления плоской рамки, привода перемещения плоской рамки при наложении сформованного сеточного полотна и двух установленных в направляющих специальных игл прямоугольного сечения, перемещающихся от привода для введения их в полости формующих пластин до замыкания друг на друга с образованием, при наложении сеточного полотна на рамку, жесткой системы.
