Данная линия относится к оборудованию изготовления рамочных мелкоструктурных сеток с постоянным и неременным шагом для электровакуумных приборов.
Линия предназначена для изготовления сеток с рамками из молибденовых проволок и плющенки, покрытых золотом или никелевомедным сплавом толщиной слоя 5-6 мк, и вольфрамовой навивочной проволоки диаметром 8-12 мк.
В настоящее время мелкоструктурные рамочные сетки изготовляют больщей частью вручную, так как применение тонкого навивочного материала затрудняег механизацию производства.
Предложенная механизированная линия позволяет автоматизировать и облегчить изготовление рамочных мелкоструктурных сеток. В ней совокупно применены полуавтомат для изготовления рамочных полотен, автомат их оплавления и формовки, полуавтомат навивки, установка сушки в защитной атмосфере, установка обрыва тех1нологических витков и автомат |рубки полотен сеток.
С целью повышения производительности, полуавтомат изготовления рамочных полотен снабжен щаговым механизмом подачи траверс с кареткой, несущей щтифт для перемещения траверс за петлеобразный конец; механизмом переноса перемычек, имеющим две позиции.
снабженные держателями с пласгинами толщиной, равной диаметру траверсной проволоки, сверху и снизу которых располагаются отрубленные перемычки, удерживаемые при пепереносе их от механизма рубки пружинами; механизмом фиксации траверс и перемычек, снабженным направляющей со средней пластиной, задающей форму и раз.меры изготовляемого полотна, и рычагами, которые обеспечивают межцентровое расстояние между траверсами и губкой, фиксирующ.ей перемычки относительно траверс и друг друга.
В автомате формовки рамочных полотен
применен механизм формовки с пятью ползунами. Четыре из них обеспечивают ввод специальных оправок сначала между траверсами и поясками в полотно и затем - движением вдоль оси полотна - между перемычками
поясков. Пятый, несущий формующую губку, формует каждый поясок рамки в полотне на отдельной оправке.
Это позволяет повысить производительность и улучшить качество формовки поясков рамок
в полотне.
Повыщение производительности и точности, уменьшение отходов проволоки достигается тем, что в полуавтомате навивки применены механизм навивки с двумя синхронно вращаюсоосными шпинделями и механизм переменного шага.
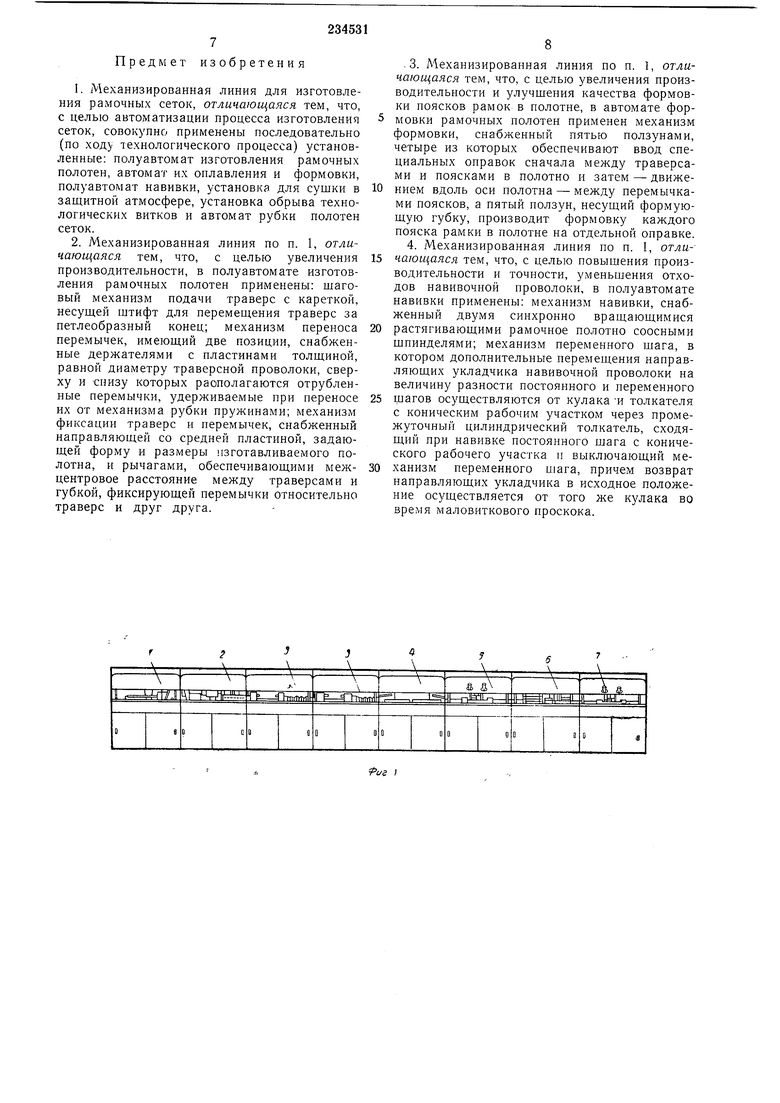
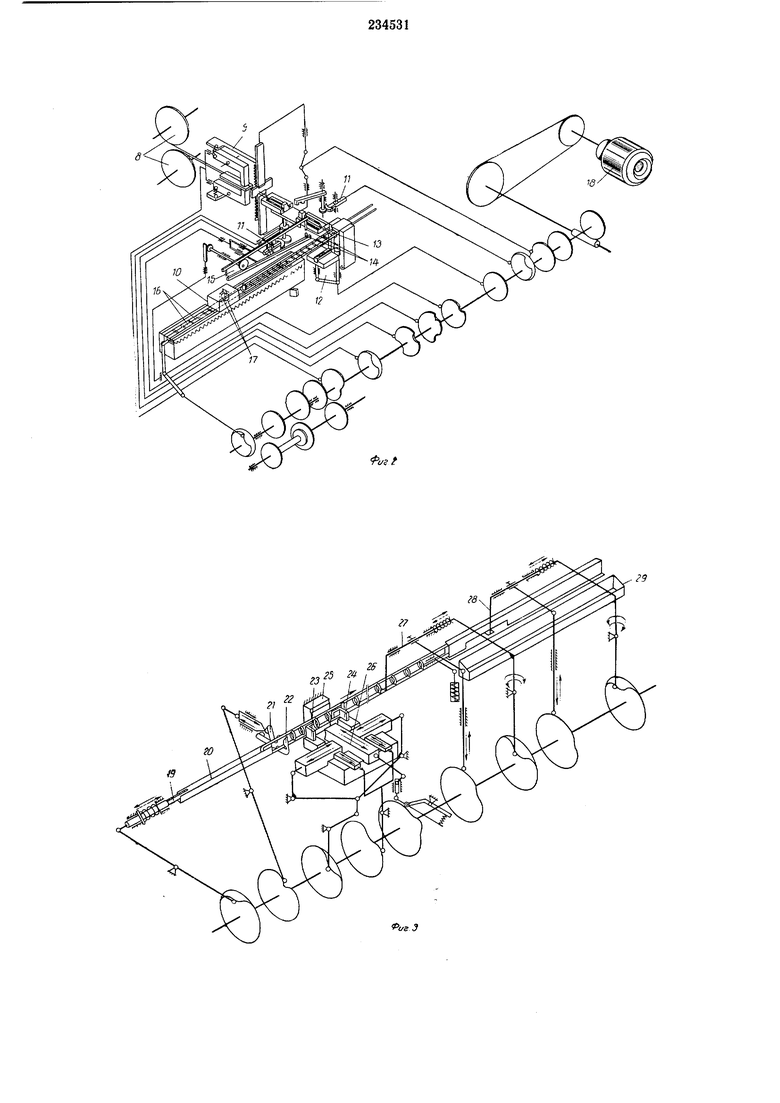
На фиг. 1 дан общий вид механизированной vTHHHH изготовления рамочных сеток; на фиг. 2 - кинематическая схема полуавтомата изготовления рамочных полотен; на фиг. 3 - кинематическая схема автоматического устройства для формовки поясков рамочного полотна; на фиг. 4 и 5 - соответственно принцип действия и кинематическая схема полуавтомата навивки рамочных полотен; на фиг. 6- схема механизма для получения переменного шага навивки сетки; на фиг. 7 - схема механизма маловиткового проскока.
Линия (см. фиг. 1) состоит из полуавтомата / изготовления рамочных полотен, автомата 2 оплавления н формовки рамочных полотен, полуавтомата 3 навивки рамочных полотен, установки 4 сушки в заш,итной атмосфере, установки 5 обрыва технологических витков, автомата 6 рубки полотен рамочных сеток и установки 7 контроля сеток.
Изготовление сетки начинается с калибровки траверсной проволоки и .сварки рамочного полотна полуавтоматом изготовления рамочных полотен, кинематическая схема которого представлена на фиг. 3. Плюш,енка с двух катушек 8 натяжного механизма заправляется в механизм 9 рубки и подачи плющенки. Предварительно вытянутая траверсная проволока петлеобразным концом надевается на поводок каретки механизма W нодачи траверс. Губк-и механизма 9 рубки и подачи плющенКи подают проволоку в одну из позиций двухпозиционного механизма 11 переноса перемычек, после чего ножи этого механизма обрезают ее. Вращающаяся часть механизма переноса (головка) поворачивается на 180°, т. е. загруженная позиция устанавливается рядом с механизмом 12 фиксации траверс и плющенки.
После зажима траверс перемычки с механизма 11 переноса передаются в направляющую механизма 12 фиксации траверс и плющенки. Одна перемычка попадает на траверсы, другая - под траверсы. Перемычки фиксируются губкой, 13, чем обеспечивается их параллельное расположение. В это время с противоположной позиции механизма 11 иодаются н обрубаются следующие две перемычки. Затем электроды 14 механизма /5 сварки приваривают перемычки к траверсам. В момент сварки электроды охлаждаются дозированной подачей спирта из капельницы. После приварки очередной пары перемычек, образующих поясок рамки, расфиксированные траверсы н приваренные перемычки перемещаются кареткой механизма подачи траверс на шаг с помощью реек 16 и упоров 17. Далее цикл повторяется до тех пор, пока не будут приварены все пояски рамочного полотна. В конце изготовления рамочного полотна каретка механизма подачи траверс нажимом на ролик микропереключателя отключает электродвигатель 18 привода полуавтомата. Происходят съем полотна, возврат каретки в первоначальное положение и установка следующей заготовки траверсной проволоки. По мере износа электродов они затягиваются надфилем, закрепленным в ползуне механизма фиксации и заточки электродов.
Далее полотно транспортируется из магазина в водородную камеру, где ло зафиксированным в определенном положении траверсам, растягиваемым в пределах упругой деформации фиксирующими губками, пропускается дозированный импульс электрического тока для разогрева металлического покрытия до жидкого состояния, т. е. для пайки. Оплавленное полотно транспортируется из
водородной камеры к автоматическому устройству для формовки поясков рамочного полотна, кинематическая схема которого изображена на фиг. 3. Толкатель 19 подает рамочное полотно по каналу 20 и механизму формовки
таким образом, чтобы пояски первой рамки полотна встали в нужное для их формовки положение, которое фиксируется зажимами 21 и 22. В зафиксированное полотно между поясками входят оправки 23 и 24, которые последующим встречным движением вводятся между перемычками поясков рамки. Формующие губки 25 и 26 прижимают перемычки к оправкам 23 н 24, придавая пояскам рамки требуемую форму, т. е. каждый поясок рамки формуется на своей оправке. После формовки поясков первой рамки полотна (двух или трех в зависимости от типа сетки) толкатель 19 снова перемещает полотно на длину рамки, и формуются следующие два или три пояска.
Дальнейшее перемещение полотна на шаг, равный длине рамки, яроизводится флажком механизма подачи 27, а зажимы 21 и 22 обеспечивают фиксацию при формовке поясков в каждой рамке. После того как отформованы
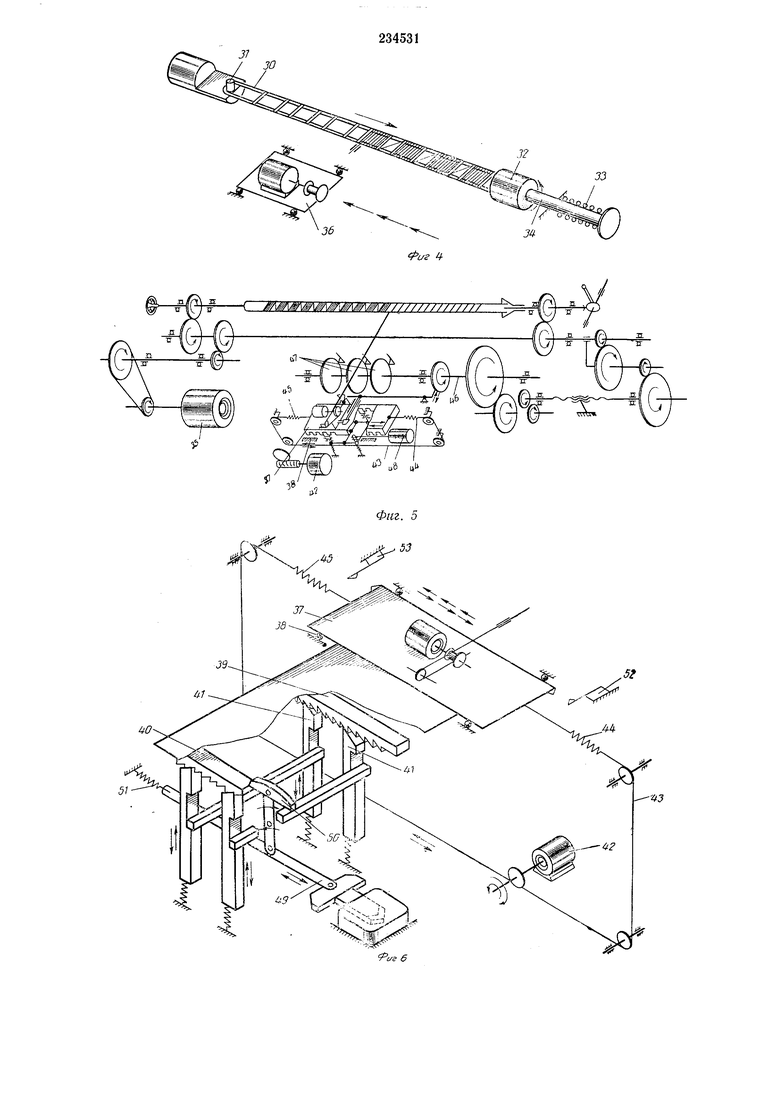
все пояски, флажок механизма съема 28 выводит полотно из механизма формовки и выгружает в кассету 29, а на позицию формовки подается следующее полотно. Рамочные полотна с отформованными ноясками поступают на полуавтомат навивки, принцип действия и кинематическая схема которого показаны соответственно на фиг. 4 и 5. Полотно надевают вручную базовой петлей 30 на штифт 31, который с высокой точностью
фиксирует положение рамок полотна относительно направляющих укладчика навиваемой проволоки. Второй конец полотна вставляют в зажимной патрон 32 и лсестко закрепляют. Пружина 33 растягивает полотно через тягу
34 так, что оно в процессе навивки находится под постоянным натяжением. Это исключает радиальное биение траверс.
Навивочную проволоку закрепляют за один из шпинделей (в зависимости от направления
навивки) и после включения электродвигателя 35 (см. фиг. 5) на свободные участки траверс наносят 10-15 технологических витков. Затем следует маловитковый проскок и начинается навивка первой сетки. За время навиви преодолевается инерция вращающихся частей полуавтомата.
После навивки первой сетки укладчик 36 (см. фиг. 4) встречным движением переносит навивочную проволоку на начало второй сет ки и т. д. Время этого встречного перемещения весьма мало, что позволяет на участках проскока получать от 0,5 до 1 витка навивочной проволоки. Укладчик с механизмом натяжения и элементами механизма переменного шага крепится иа каретке 37, которая перемещается в шариковых направляющих 38. К каретке крепятся две храповые рейки 39 и 40, зубья которых направлены в разные стороны.
При перемещении каретки 37 вправо работают рейка 39 н связанные с нгй упоры 41; усилие, перемещаюи1,ее эту каретку, создает электродвигатель 42, который натягивает трос 43. Последний, в свою очередь, растягивает пружину 44, а пружина 45 в это время сжимается, так как трос перематывается в ее сторону. Благодаря этому каретка 37 постоянно находится под тянущим усилием пружины 44.
Кулачковый вал 46 полуавтомата навивки сеток (см. фиг. 5) делает один оборот за время навивки одной сетки. Па валу установлены контактные кулачки 47 включения электромагнита 48, который унравляет работой механизма маловнткового проскока.
Электромагнит 48 через тягу 49 (см. фиг. 6) и крестовину 50 изменяет положение упоров 41. При этом перемещается каретка 37, что обеспечивает формирование маловиткового проскока между сетками в полотне. При выключении магнита 48 упоры 41 передвигаются под действием пружины 51. Когда полотно полностью навито, каретка 37, перейдя в крайнее правое положение, нажимает на микропереключатель 52, который переключает электродвигатель на обратный ход. В крайнем левом положении срабатывает микропереключатель 53, и цикл повторяется.
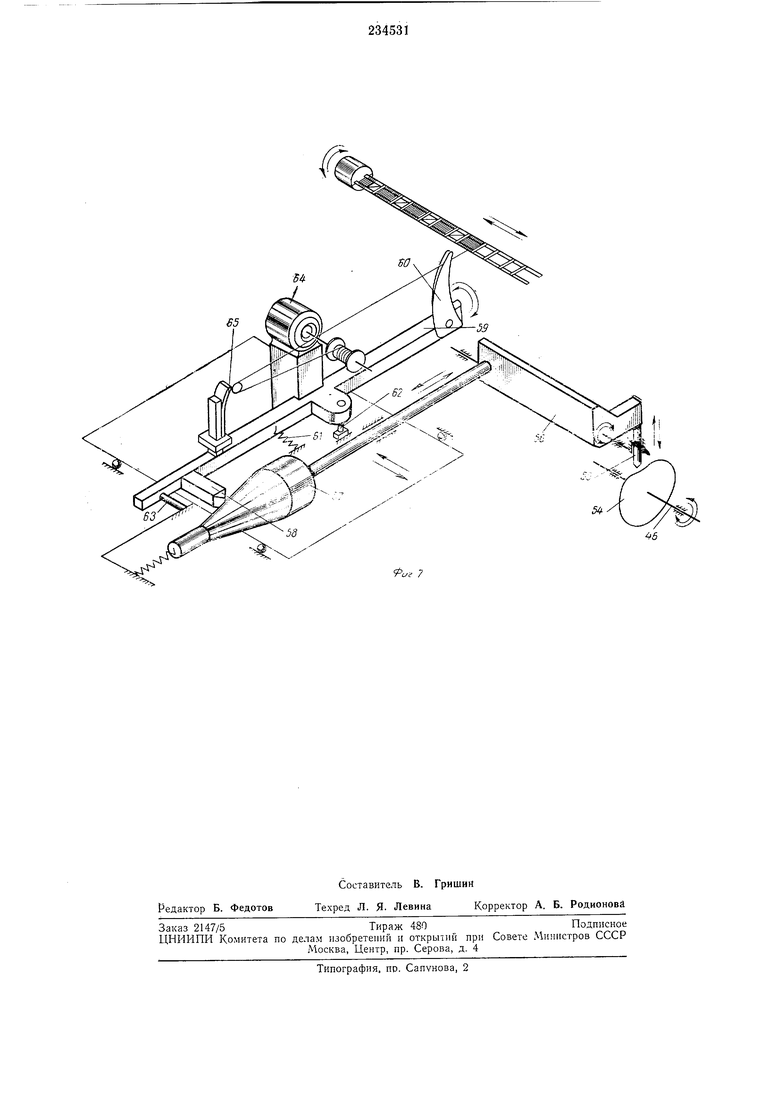
Для навивки переменного шага при работе в обе стороны вдоль оси полотна на кулачковом валу 46 (см. фиг. 7) установлен кулак 54 переменного шага, совершающий один оборот в течение навивки каждой сетки. Взаимодействуя с ним, толкатель 55 поворачивает укрепленную на осях планку 56, которая перемещает толкатель 57 с коническим участком. Промежуточный толкатель 55 в начале переменного шага попадает на конический участок толкателя 57 и пере.мещает рычаг 59 с укрепленным на нем укладчиком 60 навивочной проволоки на величину разности переменного и постоянного щагов.
В начале маловиткового проскока под действием пружины 61 и кулака 54 рычаг 59 с укладчиком 60 навивочной проволоки, поворачиваясь вокруг оси 62, Возвращается в исходное положение и фиксируется упорным винтом 63. При этом толкатель 55 отрывается от кулака 54, что исключает ногрещности при навивке следующего участка сетки с постоянным щагом.
На рычаге 59 расположен также механизм натялчения навивочной проволоки, состоящий из тормозного электродвигателя 64 и компенсационного ролика 65. Как и при навивке сеток с постоянным щагом полотно, вращаясь, перемещается равномерно вдоль своей оси, а каретка с укладчиком навивочной проволоки на участках сетками быстрыми встречными перемещениями образует маловит ювьи| проскок.
Таким образом, навивка сеток с постоянным щагом осуществляется вращагельным и равномерпы.м поступательным движением полотна, а также прерывистым встречно-поступательным движением укладчика навивочной
проволоки. При навивке сеток с переменным щагом добавляется возвратно-поступательное движение направляющих укладчика навивочной проволоки.
Павивка иа данном полуавтомате осуществляется в обе стороны вдоль оси вращения шпинделей без оправки, а дополнительные движения укладчика и его направляющих не вносят погрещностей в точную кинем атическую цепь, обеспечивающую получен1 е расчетного постоянного шага сеткп. После навивки для закрепленпя крайних BIITKOB сеток сеточное полотно укладывается в пазы приспособления, на крайние витки каждой сетки
полотна специальной иглой наносится закрепляющее вещество. Далее сеточные полотна, уложенные в специальные кассеты, загружаются в камеры. Закрепляющее вещество сохнет при 240°С в атмосфере азота. После этого
полотно закрепляют в щпинделях специального гфлспособления и при иериодическом перемещении под микроскопом обрывают пинцетом технологические витки на участках проскока. Одновременно осуществляются визуальный контроль и периодическая продувка сеток очищенным воздухом. Далее полотно подается из магазина в лоток механизма подачи, флажок которого перемещает его под ножи механизма рубкн. Концы траверс крайней сетки в момент рубки зажаты губками переносчика. Отрубленные сетки транспортируются губками переносчика в накопитель укладчика, который по мере заполнения сетками перемещается над свободной ячейкой кассеты и при
окончательном заполнении выгрул ается в кассету, после чего последней сообщается перемещение на таг ячеек. Укладчик во время перемещения кассеты возвращается в исходное положение.
Сетки, уложенные в кассеты, просматривают под микроскопом для выявления сеток с оборванными витками. По мере необходимости отдельные сетки продувают сжатым воздухом. Па этом технологический процесс изгоПредмет изобретения
1.Механизированная линия для изготовления рамочных сеток, отличающаяся тем, что, с целью автоматизации процесса изготовления сеток, совокупно применены последовательно (по ходу технологического процесса) установленные: полуавтомат изготовления рамочных полотен, автомат их оплавления и формовки, полуавтомат навивки, установка для сушки в защитной атмосфере, установка обрыва технологических витков и автомат рубки полотен сеток.
2.Механизированная линия по н. 1, отличающаяся тем, что, с целью увеличения производительности, в полуавтомате изготовления рамочных полотен применены: шаговый механизм подачи траверс с кареткой, несущей штифт для перемещения траверс за петлеобразный конец; механизм переноса перемычек, имеющий две позиции, снабженные держателями с пластинами толщиной, равной диаметру траверсной проволоки, сверху и снизу которых располагаются отрубленные перемычки, удерживаемые при переносе их от механизма рубки пружинами; механизм фиксации траверс и перемычек, снабженный направляющей со средней пластиной, задающей форму и размеры изготавливаемого полотна, и рычагами, обеспечивающими межцентровое расстояние между траверсами и губкой, фиксирующей перемычки относительно траверс и друг друга.
,3. Механизированная линия по п. I, отличающаяся тем, что, с целью увеличения производительности и улучшения качества формовки поясков рамок в полотне, в автомате формовки рамочных полотен применен механизм формовки, снабженный пятью ползунами, четыре из которых обеспечивают ввод специальных оправок сначала между траверсами и поясками в полотно и затем - движением вдоль оси полотна - между перемычками поясков, а пятый ползун, несущий формующую губку, производит формовку каждого пояска рамки в полотне на отдельной оправке. 4. Механизированная линия по п. 1, отличающаяся тем, что, с целью повышения производительности и точности, уменьшения отходов навивочиой проволоки, в полуавтомате навивки применены: механизм навивки, снабженный двумя синхронно вращающимися
растягивающими рамочное полотно соосньши щпинделями; механизм переменного шага, в котором дополнительные перемещения направляющих укладчика навивочной проволоки на величину разности постоянного и переменного
щагов осуществляются от кулака -и толкателя с коническим рабочим участком через промежуточный цилиндрический толкатель, сходящий при навивке постоянного шага с конического рабочего участка и выключающий механизм переменного шага, причем возврат направляющих укладчика в исходное положение осуществляется от того же кулака во время маловиткового проскока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| Устройство для изготовления сетокРАдиОлАМп | 1971 |
|
SU397101A1 |
| Устройство для обработки витых траверсных сеток радиоламп | 1968 |
|
SU293516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАМОК С ДВОЙНЫМИ ТРАВЕРСАМИ ДЛЯ СЕТОК РАДИОЛАМП | 1967 |
|
SU203084A1 |
| ПЛОСКАЯ РАМОЧНАЯ СЕТКА | 1970 |
|
SU285119A1 |
| Устройство к сетконавивальным автоматам | 1960 |
|
SU135070A1 |
| АВТОМАТ НАВИВКИ И ФОРМОВКИ СПИРАЛЕЙ КВАРЦЕВЫХ ЙОДНЫХ МАЛОГАБАРИТНЫХ ЛАМП | 1973 |
|
SU376832A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Способ обработки витых траверсных сеток радиоламп | 1974 |
|
SU542261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК | 1972 |
|
SU349455A1 |
36
.12
33
1 , ttJ ц8
