По известным способам сетоь; нриемно-усилктельных радиоламп непрерывная намотка проволоки на сеточные полосы производится по всей длине траверс. Основной недостаток подобных способов навивки состоит в наличии ;0запрессованных витков проволоки на участках, соответствующих сцободным концам траверс сеток. Незапрессованные витки удаляются вручную, что составляет примерно 30% общей трудоемкости изготовления сеток.
В описываемом изобретении этот недостаток устранен тем, что va участках свободных концов траверс намотка витковой ироволоки вообще не производится. Наматываемая на траверсы витковая прово.тока обрывается в конце навитой части около зажимающего устройств;;.
Удаление конца витковой ироволоки происходит в ;ачал;,.: 1ча кдой сетки, тотчас носле закрепления первого полувитка, и может ocvществлятьея: отрезанием на траверсе при изогнутом в сторону DOKVHiero ножа конца внтковой проволоки; обрывом резким изгибом конца вктковой проволоки у места скрепления с траверсой в сторону глютивоиоложную навивке; обрывом резким изгибом конца шггковой прово.токи вдоль траверсы в противоположную сторону ее движения.
Описываемый способ применен для навивки сеточных полос, сеток на еетконавивальных станках с вращающейся или неподвижной навнвочной оправкой (с вращающейся головкой) при правой илг левой навивке сеток и обеспечивает намотку строго заданного количества витков сетки.
Д.1я осуществления этого способа предлагается устройство, при номош, которого иа сетконавивальном станке А-501М выполняют иавивку сеточных полос без намотки питковой проволоки а участка:,, соответствуюних свободным концам траверс сеток.
Механизмы устройства смонтированы на станине сетконавивальио№ 114089- 2 -
го станка и управляются кулачками, расположенными на его главнол и кулачковом валах.
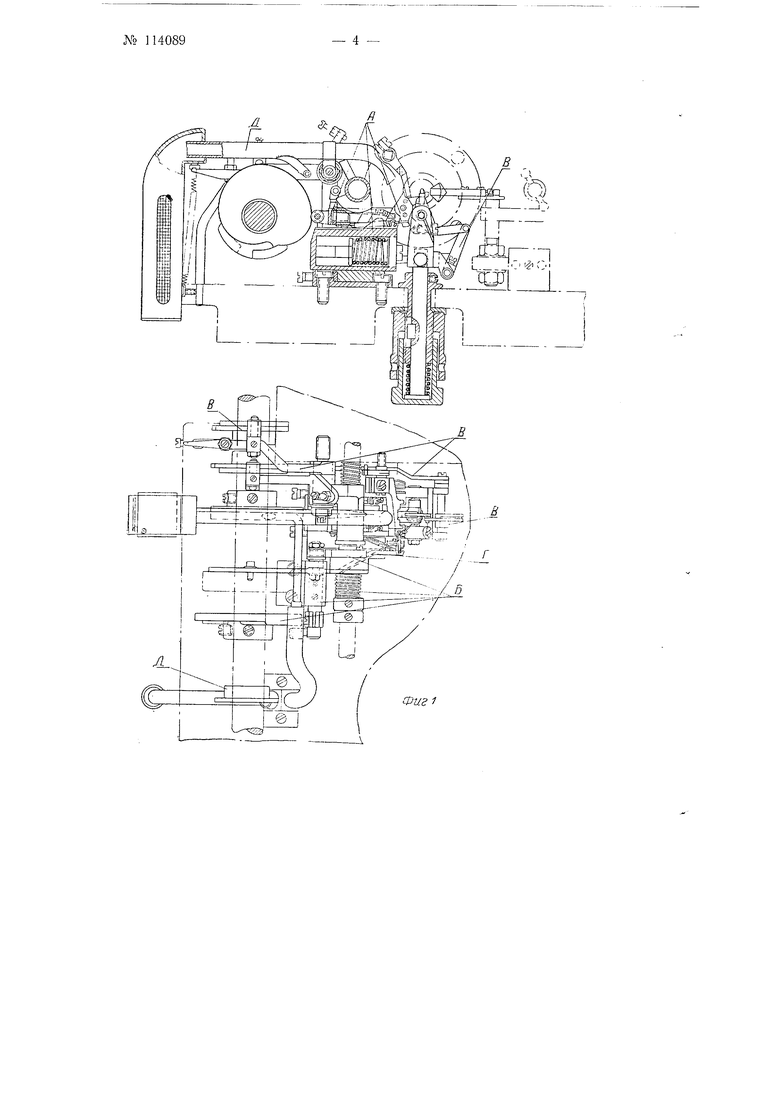
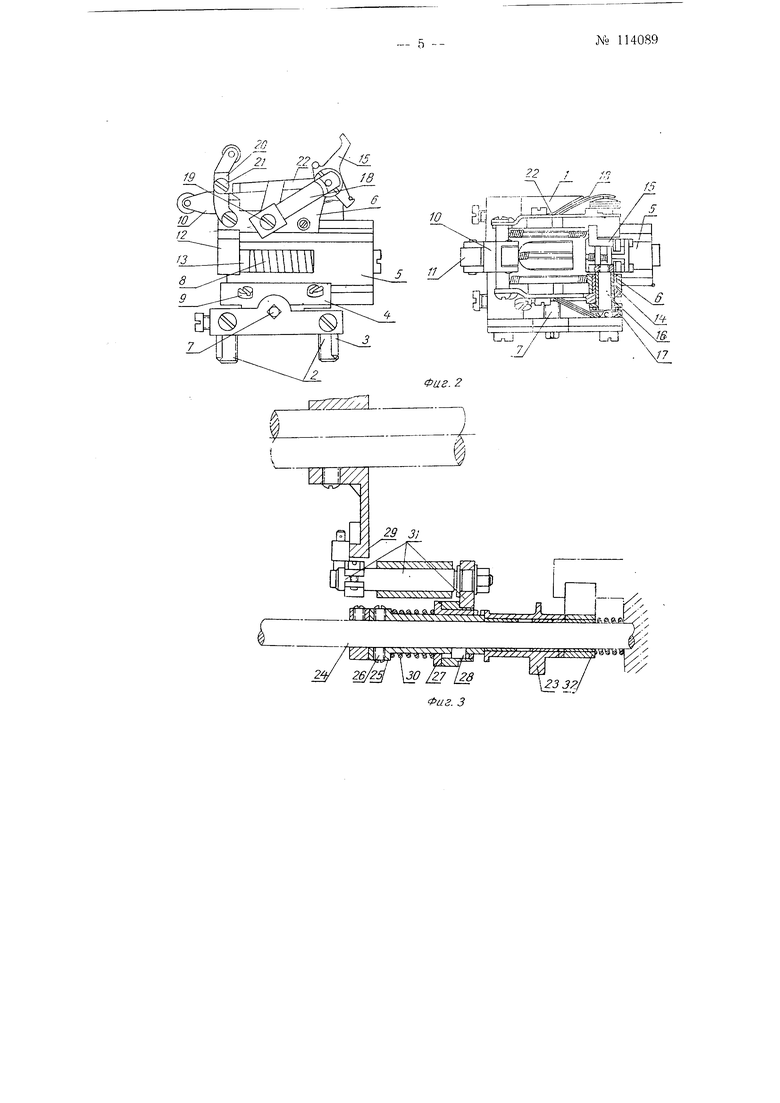
На фиг. 1 показаны основные узлы устройства; на фиг. 2 - каретка с зажимающим механизмом; на фиг. 3 - механизм управления кулачком раскрывания и закрывания зажима; па фиг. 4 - механизм управления вальцующим ножом; на фнг. 5-механизм изгиба конца витковой проволоки.
В каретке А с зажимающим винтом 7 в плите /, прикрепленной к станине станка двумя винтами 2 и двумя шпильками 3 помещен суппорт 4, несущий на себе гильзу 5 с кареткой 6, который люжно перемещать в назе нлиты винтом 7.
Гильза 5, представляющая собой призму с цилиндрической полостью, в которой помещена пружина 8, приводящая в движение каретку 6, своим основанием закрепляется в суппорте двумя винтами 9. При необходимости гнльзу можно перемещать в суппорте в направлении, перпендикулярном к перемещению суппорта.
Назначение этих перемещений - регулирование полонсения гильзы относительно навивочной оправки при настройке станка.
Каретка перемещается по гильзе при помощи кулачка и пружины 8. На каретке установлен механизм зажима. Каретка имеет с одной стороны резьбовое отверстие для щтока 10, снабженного роликом //, катящимся по кулачку, две лапки 12, нажимающие на нружину 8 через щайбу 13, и с другой стороны - два отверстия для втулок 14.
Механизм зажима представляет собой пару губок 15, закрепленных на осях 16, помещенных во втулках 14 н 17, через которые передается усилие пружип 18, закрепленных на каретке винтами 19, и внлки 20, на которой винтами 21 закрепляются две защелки 22.
Защелки зажима, перемещаясь горизонтально вместе с кареткой по гильзе, могут вращаться на осях 6 при помощи упоров на гильзе и спиральной пружиной в пределах 70-80 так, что прн совмещении этих движений рабочие плоскости губок движутся криволинейно в вертиклльной плоскости, обходя навивочную оправку со стороны вальцующего 1К)жа.
Раскрывание зажима происходит раздвиганием губок вращающимся кулачком, имеющим клиновидную форму, при крайнем заднем положении каретки. Сохранение раскрытого положения зажима при движении каретки кулачка осуществляется защелками 22, которые при раздвигании губок устрем.ляются под действием двух пружин в пространство между бортиком втулки 17 и втулкой 14 и служат опорой для бортика оси 16.
Закрывается зажим сдвиганием губок в переднем крайнем положении каретки. Губки сдвигаются нластинчатыми пружинами 18 при выдергивании защелок 22 вращающимся кулачком. В механизме Б управления кулачком раскрывания и закрывания зажима вращение на кулачок 23 передается от главного вала 24 станка через втулку 25, скрепленную с валом винтами 26 через однозубную муфту 27, соединенную со втулкой 25 щпонкой 28. Муфта 27 имеет возможность перемещаться в осевом направлении относительно втулки 25.
Введение в зацепление муфты 27 с кулачком 23 и вывод из зацеп,чения осуществ:1якяся кулачком 29 и пружиной 30 через передаточную систему 31 и происходят при двух положениях каретки с зажимом. При всех других положениях каретки кулачок 23 неподвижен и фиксируется в определенном положении фиксатором 32. Конструкция кулачка 29 такова, что дает возможность нереходить от одного изготавливаемого типа сеток к другому путем изменения только положения подвижных секторов кулачка, закрепляемых на нем винтами.
В механизме В управления секторным вальцующим ножом соотношения плеч рычагов и форма кулачка 33 выбраны так, что вальцую ций нож 34 можно поворачивать в пределах 80-90° с таким расчетом, чтобы в момент прохождения под оправкой закрытого зажима, удерживающего витковую проволоку, сектор ножа был повернут в горизонтальное положение, освободив при этом пространство между навивочной оправкой и вальцующим ножом.
В механизме Г изгиба конца витковой проволоки конец проволоки изгибается для обрезки в сторону режущего ножа через 20-30 поворота шпинделя после закрепления первого витка сетки. Изгибается проволока под действием 35, закрепленной на рычаге 36, который может качаться на оси 37 под действием рычага 38, качающегося па оси 39 от кулачка 40 и пружины 41 и соединенного с рычагом 36 тягой 42Кулачок 40 закрепляется на кулачковом валу станка.
В механнз.ме Д сбора обрезков витковой проволоки предусмотрена трубка, изогнутый конец которой подведен к губкам раскрывающегося зажима. В момент раздвигания губок в трубку под некоторым давлением направляется струя воздуха, вместе с которым засасывается отрезанный кусок проволоки.
Работа описываемого устройства, основанного на действии специального зажима, с помощью которого осуществляется обрыв витковой проволоки в конце навитой части с последующей укладкой ее в надрез на траверсе для начального витка следующей сетки, обеспечивает навивку сеточных полос больщинства массовых типов сеток с левой намоткой.
Предмет изобретения
1.Снособ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп без намотки витковой проволоки на участках траверс, соответствующих свободным концам траверс сеток, отличающийся тем, что наматываемая витковая проволока обрывается в конце навитой части сетки с последующим удерживанием конца витковой проволоки и укладкой его в надрез на траверсе для начального витка следующей сетки после прохождения по навивочной оправке участка траверс, соответствующего свободным концам-траверс сеток.
2.Применение устройства для осуществления способа по п. 1, отличающееся тем, что, с целью навивки сеток без намотки проволоки у концов траверс для обрыва витковой проволоки в конце навитой части сетки и зкладка ее в надрез на траверсе для начального витка следующей сетки, применен зажим, а для управления его работой использован распределительный механизм, связанный с приводом сетконавивального станка.
№ 114089
Фиг