Данный иолуавтомат относится к оборудованию для изготовления деталей радиоламп. Его можно использовать на заводах электровакуумной промышленности.
В настояш,ее время вторыми и третьими се гкал1И больгпинства широкополосных приемноусилительных радиолами являются витые траверсные сетки с приваренными ноясками жесткости из плюш,енкн (поисковые сетки). Все операции по их изготовлению, за исключением навивки сеточных полотен, выполняются вручную. Особенно трудоемка приварка поясов жесткости. Выход годных сеток - около 50Vo, в основном из-за нестабильности расстояния между иоясками.
Предложен полуавтомат для изготовления витых траверсных сеток с пояском жесткости из плющенки, в котором впервые осушествлена кинематическая связь между процессами навивки и приварки поясков, чо позволяет не только снизить трудоемкость изготовления поясковых сеток, но и полностью исключить брак по положению поясков относительно навитой части сетки. В полуавтомат введен механизм сварки с кареткой, которая одновременно подает две ветви плющенки на траверсу под сварочные электроды, направляющей для обеспечения заданного расстояния между поясками и иожами для обрезки плющенки после приварки поясков. В механизме навивки применена комбинированная оправка с двумя рабочими участками, один из которых предназначен для навивки и закрепления витковой проволоки, другой - для приварки поясков жесткости.
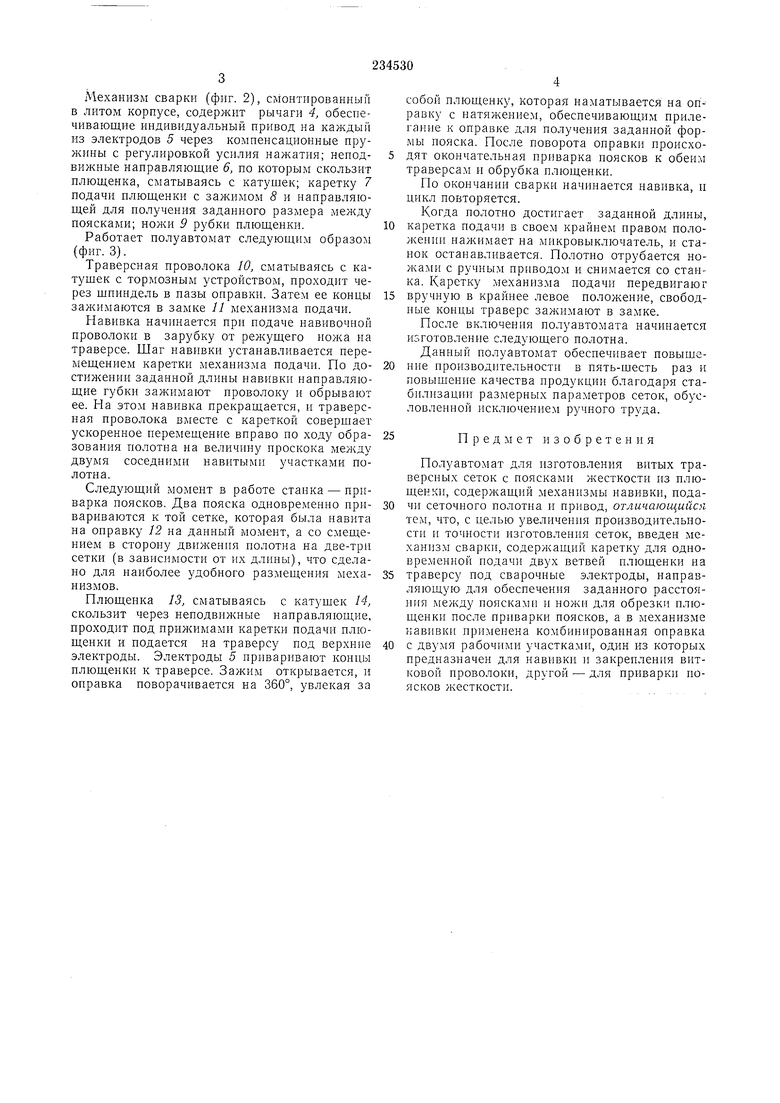
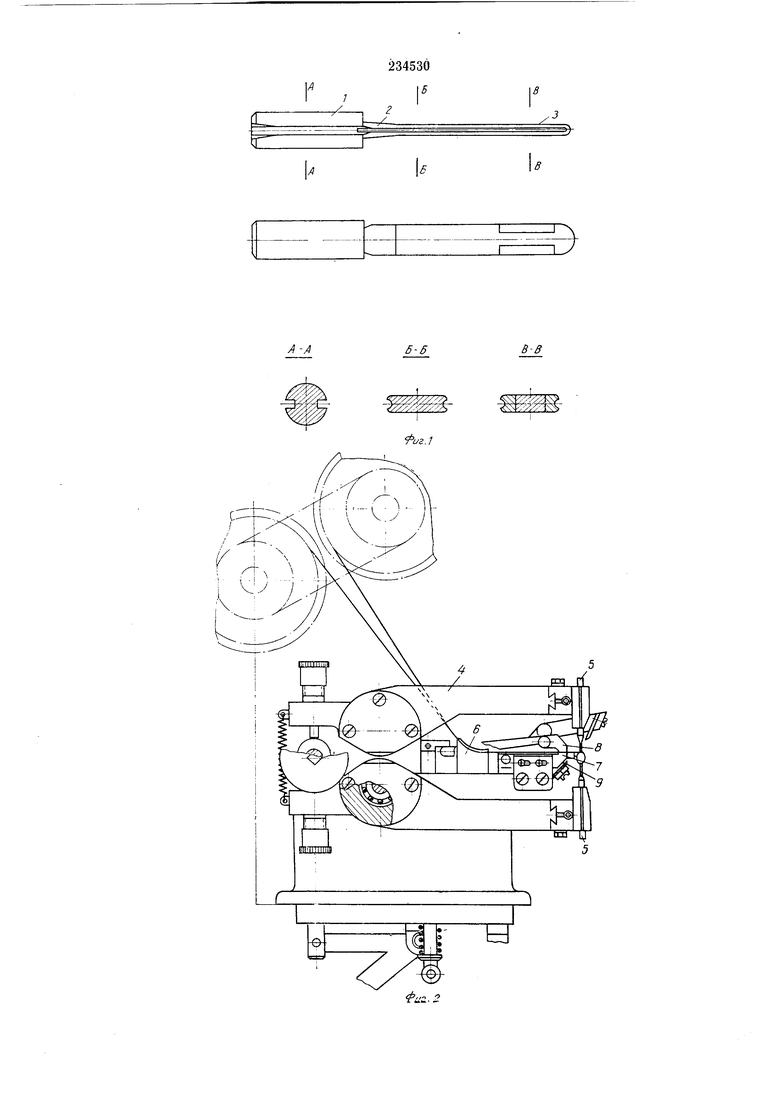
На фиг. 1 изображена оправка; на фиг. 2 - механизм сварки; на фиг. 3 - кинематическая схема полуавтомата.
Оправка, благодаря применению которой стало возможным совмещение навивки со сваркой, имеет хвостовик 1 для закрепления ее в щпинделе, участок 2 для навивки и закрепления витковой проволоки на траверсах и участок 3 для приварки поясков жесткости из плющенки.
Вдоль рабочих участков 2 м 3 оправки проходят две параллельные канавки по форме траверсной проволоки, задающие больщой диаметр сетки. В хвостике / сделаны два паза для свободного прохождения траверсной проволоки.
Поверхности участка 2 для формообразования витка выполнены с уклоном для обеспечения схода витка и регулировки его периметра. Участок 3 оправки выполнен по наименьшему сечению участка 2.
Механизм сварки (фиг. 2), смоитированный в литом корпусе, содержит рычаги 4, обеспечивающие индивидуальный иривод на каждый из электродов 5 через компеисациоииые иружииы с регулировкой усилия нажатия; неподвижные направляющие 6, по которым скользит плющеика, сматываясь с катушек; каретку 7 подачи плющенки с зажимом 8 и направляющей для иолучения задаииого размера между поясками; ножи 9 рубки плющеики.
Работает полуавтомат следующим образом (фиг. 3).
Траверсная проволока 10, сматываясь с катушек с тормозным устройством, проходит через шпиндель в пазы оправки. Затем ее концы зажимаются в замке // мехаиизма иодачи.
Навивка начинается при подаче иавивочной проволоки в зарубку от режущего ножа на траверсе. Шаг навивки устанавливается перемещением каретки механизма подачи. По достижении заданной длины навивки направляющие губки зажимают ироволоку и обрывают ее. На этом навивка прекращается, и траверсная проволока вместе с кареткой совершает ускоренное перемещение вправо но ходу образования полотна на величину проскока между двумя соседними навитыми участками полотна.
Следующий момент в работе станка - приварка ноясков. Два пояска одновременно привариваются к той сетке, которая была навита на оправку 12 на данный момент, а со смещением в сторону движеиия полотна на две-три сетки (в зависимости от их длины), что сделано для наиболее удобного размещения механизмов.
Плющенка 13, сматываясь с катушек 14, скользит через неподвижные направляющие, проходит под прижимами каретки подачи плющеики и подается на траверсу под верхние электроды. Электроды 5 прнваривают концы плющенки к траверсе. Зажим открывается, и оправка поворачивается на 360°, увлекая за
собой плющенку, которая наматывается на оправку с натяжением, обеспечивающим прилегание к оправке для получеиия заданной формы пояска. После поворота оправки происходят окончательная приварка поясков к обеим траверсам и обрубка плющенки.
По окончании сварки начинается навивка, и цикл повторяется.
Когда иолотио достигает заданной длины,
каретка иодачи в своем крайием правом ноложеини иажимает на микровыключатель, и станок останавливается. Полотно отрубается ножами с ручным приводом и снимается со станка. Каретку механизма подачи передвигаюг
вручную в крайнее левое положение, свободиые коицы траверс зажимают в замке.
После включения полуавтомата начинается изготовление следующего полотна. Данный полуавтомат обеспечивает повышеиие производительности в иять-шесть раз и повышение качества нродукции благодаря стабилизации размерных параметров сеток, обусловленной исключением ручного труда.
Предмет и зобретения
Полуавтомат для изготовления витых траверсиых сеток с поясками жесткости из илющенки, содержащий механизмы навивки, иодачи сеточного полотна и привод, отличающийся тем, что, с целью увеличеиия производительности и точности изготовления сеток, введен механизм сварки, содержащий каретку для одновременной подачи двух ветвей илющенки на
траверсу под сварочные электроды, направляющую для обеспечения заданного расстояния между поясками и ножи для обрезки плющенки после приварки иоясков, а в механизме навивки применена комбинированная оправка
с двумя рабочими участками, один из которых предназначен для навивки и закрепления витковой ироволоки, другой - для приварки поясков жесткости.
У-, г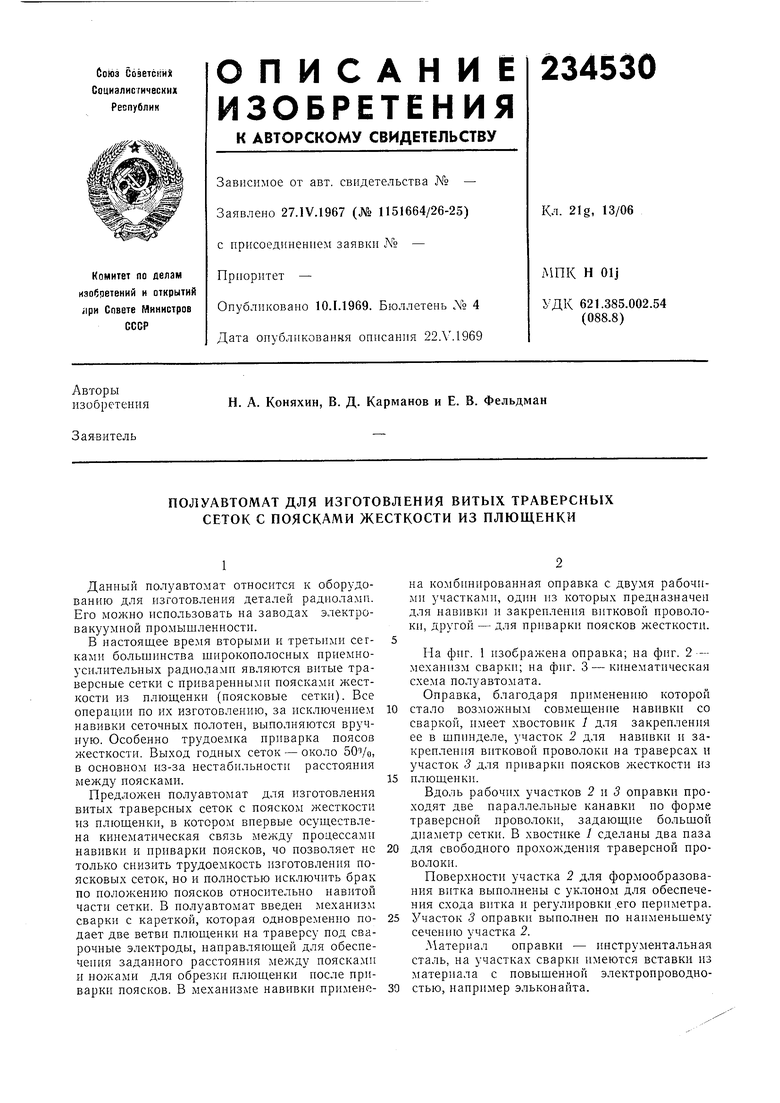
Фи;.Э
