Изобретение относится к резинотехнической промышленности, в частности к устройствам для съема резиновых изделий.
Известно устройство для съема маканых резиновых изделий с форм, содержащее транспортирующий орган для форм с изделиями, средство для закатки и съема изделий с форм, средство для раскатки изделий и сборник для последних. Средство для закатки и съема изделий с форм и средство для раскатки последовательно размещены по ходу перемещения изделий на неподвижном столе. Формы размещены на транспортере, имеющем возможность шагового перемещения.
Недостатком такого устройства является периодичность подачи изделий на съем, что снижает производительность процесса съема изделий.
Известно устройство для съема маканых резиновых изделий с форм, содержащее транспортирующий орган для форм с изделиями, средство для закатки и съема изделий с форм, средство для раскатки изделий, приспособление для ориентированной подачи изделий от средства для закатки к средству их раскатки, выполненное в виде отборочного транспортера с направляющим лотком, и сборник для изделий.
Недостатком такого устройства является низкая надежность процесса раскатки, наличие брака изделий, неравномерность скорости транспортировки изделий из одного узла устройства в другой, что в результате снижает производительность процесса съема изделий.
Задачей изобретения является повышение производительности процесса съема изделий с форм.
Указанная задача решается тем, что в устройстве для съема маканых резиновых изделий с форм, содержащем транспортирующий орган для форм с изделиями, средство для закатки и съема изделий с форм, средство для раскатки изделий, приспособление для ориентированной подачи изделий от средства для закатки к средству их раскатки, выполненное в виде отборочного транспортера с направляющим лотком, и сборник для изделий, согласно изобретению, приспособление для ориентированной подачи изделий снабжено расположенными под средством для закатки и съема изделий с форм дополнительными транспортерами-сборниками, соединенными посредством скатов с отборочным транспортером, и разделителями потоков изделий, выполненными в виде смонтированных на подвижных от электромагнитов осях флажков, а средство для раскатки изделий выполнено в виде расположенных в горизонтальной плоскости и смонтированных с возможностью возвратно-поступательного перемещения толкателей и соединенных с выходным концом лотка подпружиненных металлических пластин, причем толкатели выполнены в виде полых трубок с возможностью подачи в них воздуха в конце процесса раскатки изделий, при этом лоток снабжен фотодатчиком для регулирования режима работы толкателей. Кроме того, количество лотков соответствует количеству разделяемых потоков изделий.
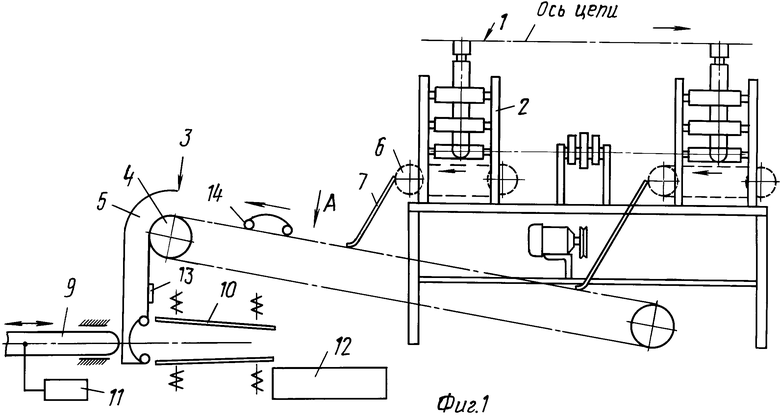
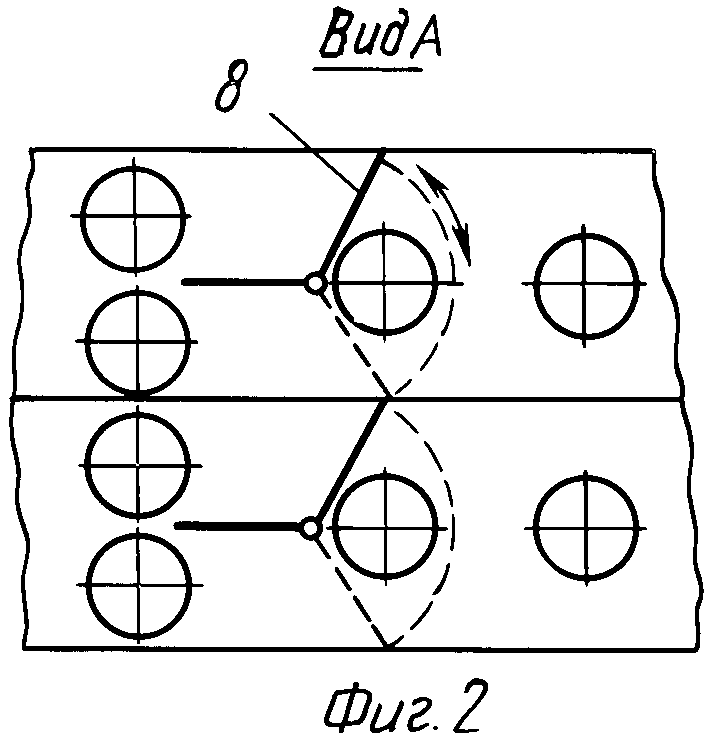
На фиг. 1 показан общий вид устройства; на фиг.2 - вид А фиг.1 (зона разделения потоков изделий).
Устройство содержит транспортирующий орган 1 для попарно расположенных форм с изделиями, средство 2 для закатки и съема изделий с форм, средство для раскатки изделий, приспособление 3 для ориентированной подачи изделий от средства 2 для закатки к средству их раскатки, выполненное в виде отборочного транспортера 4 с направляющим лотком 5 и снабженное расположенными под средством 2 дополнительными транспортерами-сборниками 6, соединенными посредством скатов 7 с отборочным транспортером 7 и разделителями 8 потоков изделий, выполненными в виде смонтированных на подвижных от электромагнитов осях флажков. Средство для раскатки изделий выполнено в виде расположенных в горизонтальной плоскости и смонтированных с возможностью возвратно-поступательного перемещения толкателей 9 и соединенных с выходным концом лотка 5 подпружиненных меаллических пластин 10, причем толкатели выполнены в виде полых трубок с возможностью подачи в них воздуха в конце процесса раскатки изделий. Для подачи воздуха в полые трубки толкателей имеются пневмоцилиндры 11. Устройство снабжено сборником 12 для изделий, расположенным под выходными концами подпружиненных пластин 10. Для регулирования режима работы толкателей лоток снабжен фотодатчиком 13. Количество лотков и указанных выше приспособлений к ним соответствует количеству разделяемых потоков изделий. Подпружиненные металлические пластины являются составной частью средства для раскатки изделий и выступают в качестве внешнего ограничителя зоны раскатки. За счет пружин обеспечивается плавная упругая раскатка изделий, исключающая брак на этой операции.
Устройство работает следующим образом.
С транспортирующего органа 1 изделия, например резиновые шары, надетые на формы, поступают к средству для закатки, где оболочки шаров сворачиваются бесконечным ремнем, средство закатки в катушки 14 и падают на транспортеры-сборники 6. Далее, через скаты 7 поступают на отборочный транспортер 4 двумя потоками. В процессе перемещения по нему благодаря разделителям 8 потоков происходит разделение двух потоков скатанных шаров сначала на четыре, а затем и на восемь потоков, чтобы увеличить время последующей раскатки шаров до 5 с, и таким образом обеспечить запас времени, необходимый для выполнения полного цикла движения толкателей 9. Скатанные шары попадают в лотки 5 и поступают в зону раскатки, где раскатываются с помощью толкателей 9, протаскивающих скатанные шары через окно в лотке и далее между двух подпружиненных пластин 10. Толкатели 9 приводятся в движение от пневмоцилиндров 11, причем скорость рабочего хода существенно меньше скорости обратного хода. Пневмоцилиндры отрабатывают только один двойной ход и далее "ждут" следующего шара, который, попадая в лоток, перекрывает луч фотодатчика 13. В этот момент фотодатчик дает разрешительный сигнал пневмоцилиндру на отработку одного двойного хода, а затем ждет следующего сигнала. В конце рабочего хода в трубку толкателя 9 подается воздух, сдувающий раскатанный шар в сборник 12.
Таким образом, описанная конструкция обеспечивает непрерывный процесс съема маканых изделий с форм при закатке изделий, при последующей их раскатке, что позволяет повысить производительность процесса съема изделий с форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема маканых резиновых изделий с форм | 1983 |
|
SU1111870A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| УСТРОЙСТВО для РАСПРАВЛЕНИЯ МАКАНЫХ ЛАТЕКСНЫХИЗДЕЛИЙ | 1969 |
|
SU252587A1 |
| Агрегат для раскроя и стыковки полосового материала | 1985 |
|
SU1570930A1 |
| СПОСОБ ПРОИЗВОДСТВА ПШЕНИЧНОГО ИЛИ ПШЕНИЧНО-РЖАНОГО ХЛЕБА | 1995 |
|
RU2084155C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 1967 |
|
SU200145A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1985 |
|
SU1279838A1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ И СТЫКОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1988 |
|
SU1621316A2 |
| Устройство для нанизывания на гибкий элемент кольцеобразных изделий | 1977 |
|
SU686709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
Использование: для съема маканых резиновых изделий с форм в резинотехнической промышленности. Сущность изобретения: в устройстве для съема маканых резиновых изделий с форм приспособление для ориентированной подачи изделий снабжено расположенными под средством для закатки и съема изделий с форм дополнительными транспортерами - сборниками. Последние соединены посредством скатов с отборочным транспортером. Приспособление снабжено также разделителями потоков изделий. Разделители выполнены в виде смонтированных на подвижных от электромагнитов осях флажков. Средство для раскатки изделий выполнено в виде расположенных в горизонтальной плоскости и смонтированных с возможностью возвратно-поступательного перемещения толкателей и соединенных с выходным концом лотка подпружиненных металлических пластин. Толкатели выполнены в виде полых трубок с возможностью подачи в них воздуха в конце процесса раскатки изделий. Лоток снабжен фотодатчиком для регулирования режима работы толкателей. Количество лотков соответствует количеству разделяемых потоков изделий. 1 з.п. ф-лы, 2 ил.
| Устройство для съема маканых резиновых изделий с форм | 1983 |
|
SU1111870A1 |
| Солесос | 1922 |
|
SU29A1 |
