Известны формы для изготовления из бетонных смесей элементов с закладными деталями для сборных зданий и сооружений, в том числе элементов колонн, включающие поддон, продольные и поперечные борта. Элементы колонн изготовляют в общей опалубочной форме, устанавливая между ними разделительные стальные листы. При этом существенно снижается эффективность капитальных затрат из-за необходимости поставки на строительство колонн полной длины к началу монтажа, в то время как монтаж колонн в целом обычно начинается через год после начала работ по нулевому циклу, что приводит к удорожанию и усложнению транспортных и погрузочных работ и складирования из-за индивидуальной маркировки элементов.
Цель описываемого изобретения - обеспечить изготовление элементов со строго перпендикулярными к их оси торцами. Достигается это тем, что каждый поперечный борт формы состоит из неподвижно прикрепленного к поддону кронштейна и съемного листа, соединенных между собой системой односкосных клиньев, прилегающих друг к другу по наклонным плоскостям.
Такая конструкция формы позволяет перейти на стандартизированное изготовление элементов колонн для зданий и сооружений.
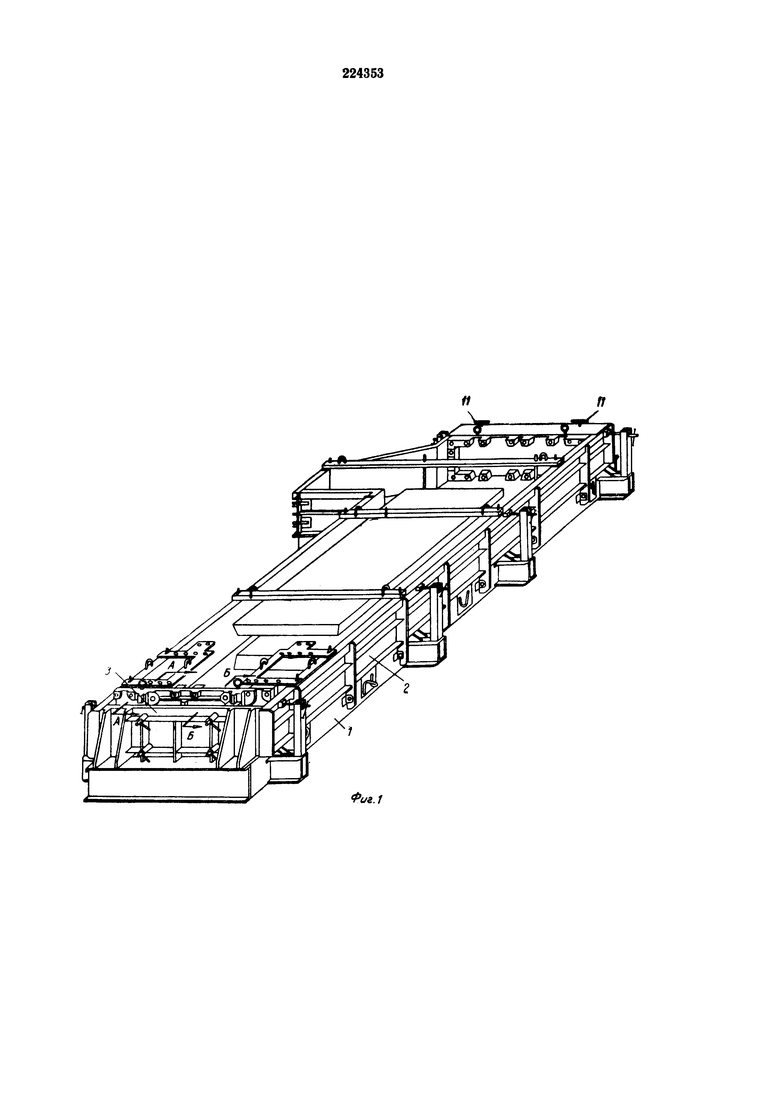
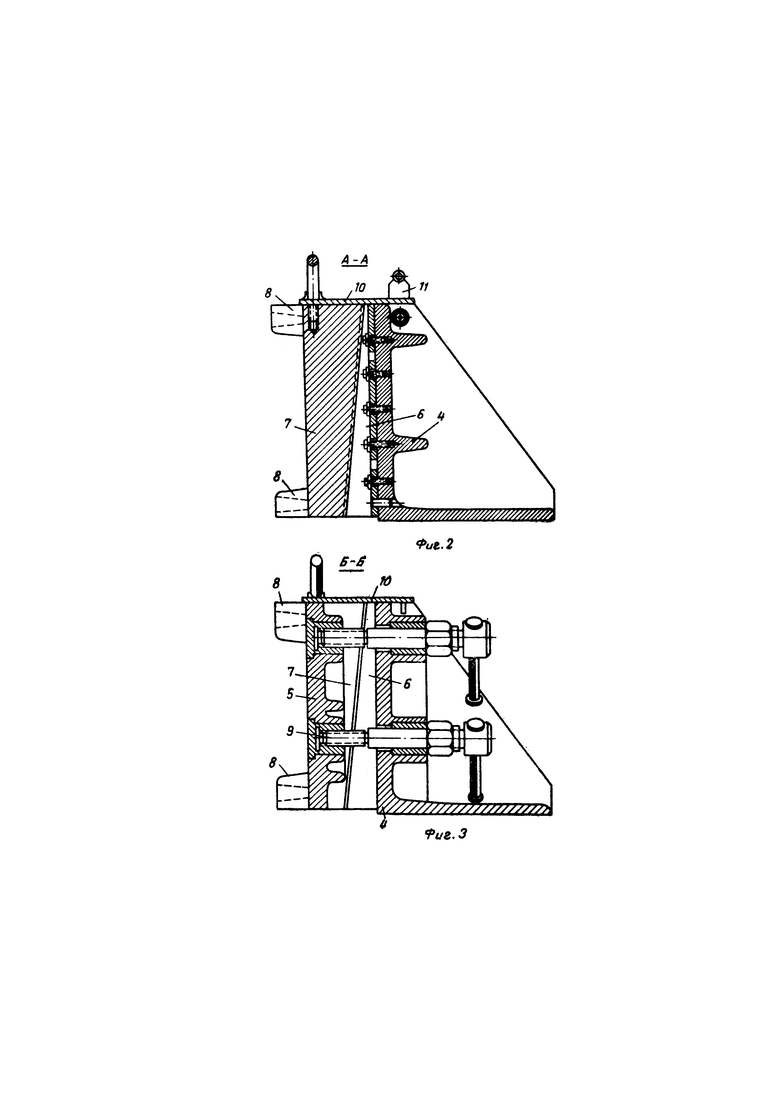
На фиг. 1 изображена описываемая форма в аксонометрии; на фиг. 2 - поперечный разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Форма для изготовления элементов колонн включает поддон 1, продольные борта 2, поперечные борта 3, кронштейн 4, съемный лист 5 и клинья 6 и 7, причем одна пара клиньев принадлежит кронштейну 4, который точно выверяется и устанавливается на поддоне 1, а другая укрепляется на съемном листе 5. Взаимное подобие этих пар клиньев обеспечивает параллельность съемного листа 5 и кронштейна 4 при условии плотного прилегания клиньев по их наклонным граням. Кронштейн 4 выполнен литым с системой ребер, придающих ему необходимую жесткость. Крепление кронштейна к поддону предусмотрено с помощью сварки.
Перед началом работы съемный лист 5 вынимают из опалубочной формы, подготовленной к бетонированию в соответствии с известной технологией изготовления железобетонных изделий (очистка формы, смазка ее внутренних поверхностей, установка бортов в рабочее положение, закрепление их с помощью винтовых упоров и т.д.). На торцы заранее изготовленного арматурного каркаса надевается съемный лист 5 с помощью фиксаторов 8, посаженных на съемный лист 5, после чего каркас вставляется в форму.
Съемный лист закрепляется четырьмя прижимными винтами 9. Плотность его прилегания к кронштейну 4 проверяется специальным механическим прибором.
Поперечный борт 3 закрывается крышкой 10, которая закрепляется специальным накидным болтом 11, и форма заполняется бетонной смесью. Заполненная форма подвергается вибрации и пропаривается по известной технологии.
После выемки формы из пропарочной камеры откидывается болт 11, снимается крышка 10 поперечного борта, вывинчиваются прижимные винты 9. Изделие вынимается из формы вместе со съемным листом и фиксаторами. Съемный лист снимается с изделия вместе с фиксаторами либо отдельно от них.
Форма для изготовления из бетонных смесей элементов с закладными деталями для сборных колонн зданий и сооружений, включающая поддон, продольные и поперечные борта, отличающаяся тем, что, с целью изготовления элементов со строго перпендикулярными к их оси торцами, каждый поперечный борт формы состоит из неподвижно прикрепленного к поддону кронштейна и съемного листа, соединенных между собой системой односкосных клиньев, прилегающих друг к другу по наклонным плоскостям.
