Известны формы для изготовления из бетонных смесей элементов с закладными деталями для сборных зданий и сооружений, в том числе элементов колонн, включающие иоддон, продольные и поперечные борта. Сборка колонн из отдельных элементов требует абсолютного совпадения стыкуемых торцовых плоскостей при условии сохранения вертикальности колонн после их монтажа, а также соосности подлежащих сварке арматурных выпусков из торцов стыкуемых элемеитов.
Существующая технология заводского изготовления колони с приторцованными стыками предусматривает: изготовление колонн в общей опалубочной форме на всю длину с установкой разделительных стальных листов в места.ч члепеипя колонны на отдельные элементы; сборку опалубочной формы, установку арматурного каркаса и бетонирование непосредственно в пропарочной камере; уилотиеиие бетона ручными глубинными вибраторами; индивидуальную маркировку отдельных элементов и каждой колонны в целом; иоставку заводами на строительство колонн полной длины к периоду монтажа нижних участков колонн и индивидуальный монтаж каждой колонны в соответствии с установленной при изготовлении индивидуальной маркировкой.
Предлагаемая форма позволяет изготавли вать элементы со строго перпендикулярным: к их оси торца: 1И и обеспечивает возможност перехода на стандартизированное изготовле ние элементов колонн для зданий и соорул е НИИ. Для этого каждый поперечный бор формы с-монтпрован с возможностью переме щения в горпзонтальной плоскости посредст ном винтовых приводов, концы винтов котр
рых закреплены на поперечном борту, а гай ки - на поддоне.
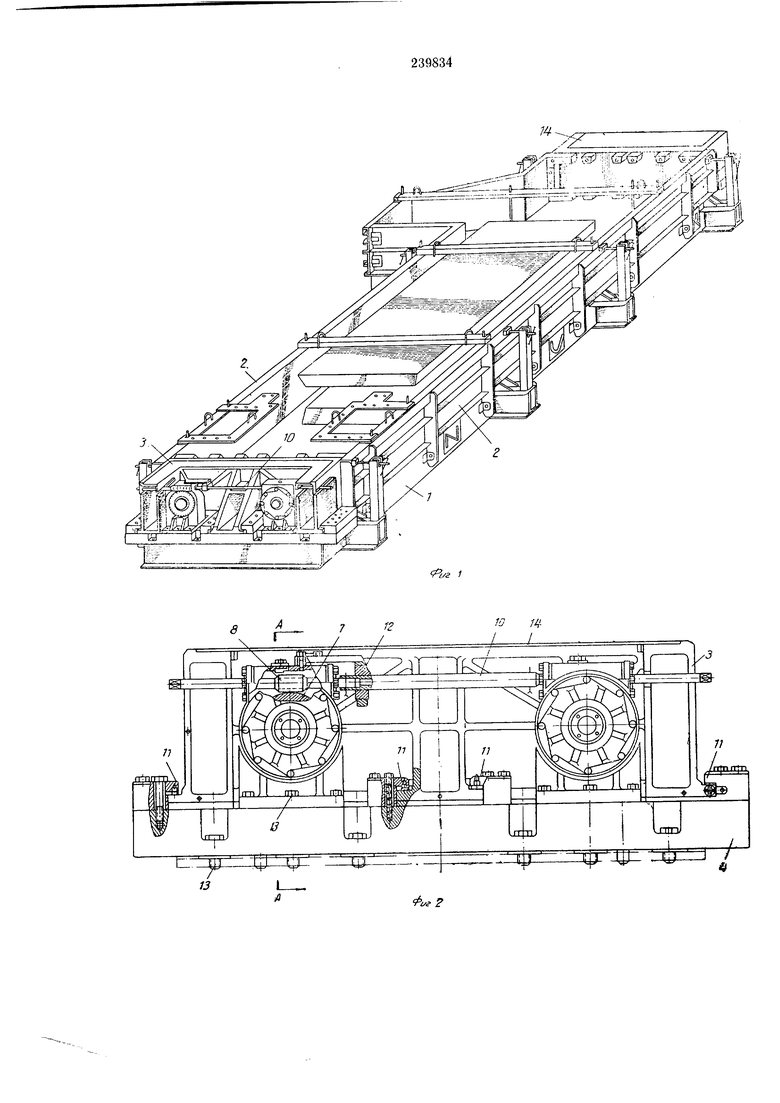
Па фИГ. 1 изображена описываемая форма аксонометрии; на фиг. 2 - ортогональна; проекция .поперечного борта формы; н;
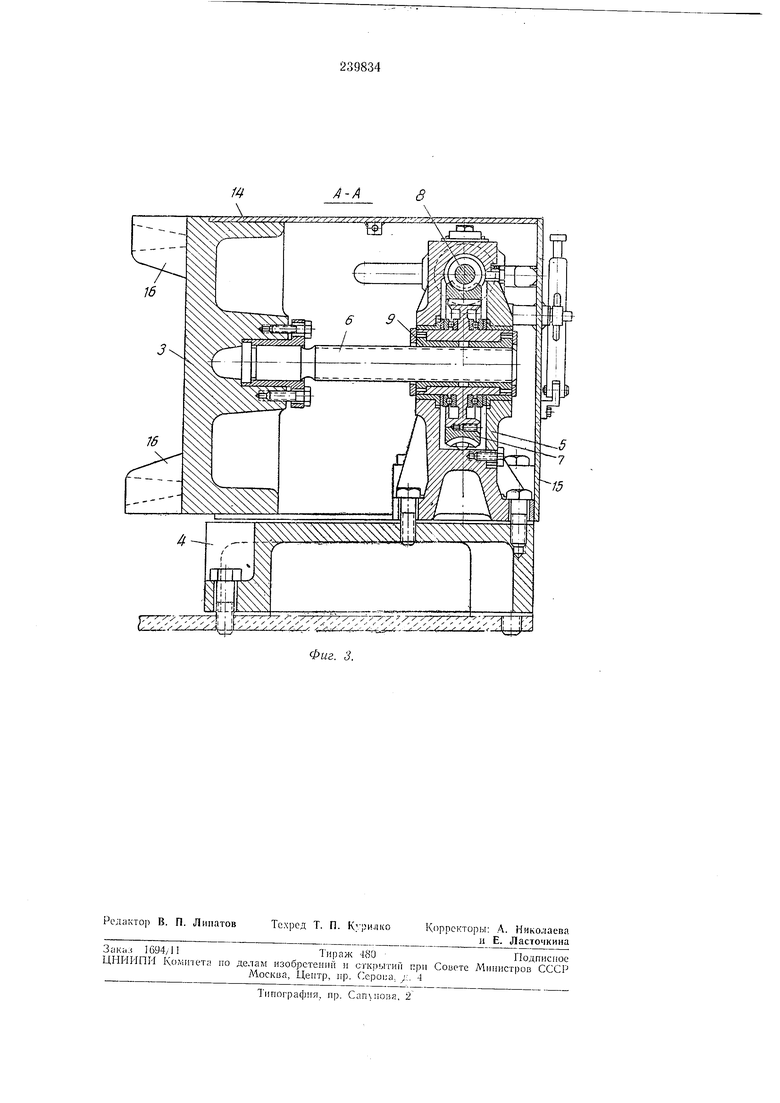
фиг. 3 - поперечиый разрез виитового при вода.
Форма содержит иоддон /, продольные бор та 2, формирующие торцы элементов, попе речные борта 3, каждый пз которых може
перемещаться по жесткому основанию 4 ио средством двух винтовых приводов, с.монтиро ванных в жестком корпусе 5 и включаюи и: винт 6, червячное колесо 7, червячньп вали; 8 и гайку 9. Концы винтов 6 закреплены и;
поперечном борту, а гайки .9 - на поддоне /
Каждая гайка разделена на две части )0р осевого зазора осуществляется простым разворотом обеих шоловин гайки в разные :тороны до тех пор, пока бурты (на чертежах ie показаны) полугаек не упрутся в торцы корпуса червячного колеса 7. В этом нолокении обе .нолугайкн жестко фнкснруются в лорпусе червячного колеса. После выбора осевых зазоров винтовые 1риводы окончательно монтнруются на жест ом основании 4; при этом должна быть обес1ечена соосность -червячных валиков 8 и соосюсть осей винтов с осями отверстий под их олоБКИ в тыльной .плоскости поперечного зорта. Вращая за червячные валики 8 винтоjbix приводов, каждый поперечный борт 3 /станавливают в строго перпендикулярное поюжение относительно продольной геометригеской оси оиалубочной формы. Затем червяч1ые валики 8 жестко скрепляют трубой 10, юединяя их как бы в одно целое. Это обеспешвает строгую синхронизацию перемещения каждого поперечного борта обоими винтами ), а следовательно, исключает перекос торгующего борта в горизонтальной илоскости. 3 вертикальной илоскости точность обеспечишется направляющими планками 11. Для предохранения торцующего борта от ;мещення при вибрации на соединительной рубе 10 предусмотрен тормоз 12, действие которого основано на силе трения между си1,ящим на валу тормозным диском и охваты ающим его стяжным хомутом. Для того, что)ы все разъемные сочленения деталей могли Зыть надежно зажаты и затянуты в период нбрацин формы, предусмотрены необходимые .ажимы. Таким образом все направляющие юверхности предохранены от взаимного юударення при вибрации н, следовательно, от 1арушення их целостности. Все трущиеся нафавляющие поверхности и винты емазывают;я консистентной тугоилавкой смазкой. Сборка жесткого основания 4 с формой, а акже корпусов 5 винтовых приводов с жест;им основанием осуществляется, например, на юлтах 13, закрепленных от самораскручнва ия. Для предохранения от засорения попереч ый борт закрывают съемными крышками - 1ерхней 14 и задней 15. Поскольку в приторшванных стыках железобетонных колонн поШмо полного совпадения торцовых плоскостей стыкуемых элементов требуется также и полная соосность арматурных выпусков, подлежащих сварке ванно-шовным способом, то в описываемой форме .предусмотрены фиксаторы 16 для выпусков арматуры. Эти фиксаторы, кроме того, образуют в теле бетона нити вокруг арматурных выпусков, доиускаюHj:ne нормальный доступ к арматуре для ее сварки. Для изготовления элементов колонн верхпюю крышку 14 н заднюю крышку 13 снимают; тормоз соединительной трубы 10, а также замки, прижимающие налравляющие планки J1, освобождаются, поперечные борта 3 отодвигаются в крайнее заднее положение. Форму подготавливают к бетонированию в соответствии с известной технологией изготовления железобетонных изделий (очистка формы, смазка ее внутренних новерхностей, установка бортов в рабочее положение, закрепление их € помощью винтовых упоров и т. д.). Затем заранее изготовленный армокаркас элемента колонны устанавливают в форму. На поперечные борта надевают фиксаторы 16, смазанные по их наружным плоскостям; также смазывается поверхность внутреннего коинческого отверстия каждого фиксатора. Понеречный борт 3 надвигается в рабочее положеиие, при этом арматурные выпуски, предназначенные для сварки в торце изделия, должны войти в фиксаторы, тормоз 12 затягнвают. Замки направляющих планок 11 тоже затягнвают. Поперечные борта закрывают крыш1ка:ми 14 и 15, и форму з-аполняют бетонной смесью. Заполненную форму подвергают вибрации н пропариванию по известной технологии, после чего производят распалубку формы. Предмет изобретения Форма для изготовления из бетонных смесей эле.ментов с закладными деталями для сборных колонн зданий и сооружений, включающая поддон, продольные и поперечные борта, отличающаяся тем, что, с целью и готовлення элементов со строго перпендикулярныли; к их оси торцамн, каждый поперечный борт смонтирован с возможностью пере.мещения в горизонтальной плоскости посредством винтовых приводов, концы винтов которых закреплены на поперечном борту, а гайки - на поддоне.
/
/9
I . xTv-i/S

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА-ВАГОНЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОН1]ЬЫ*,, И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙВСЕСОЮЗНАЯБИБЛИОТЕКА-TEXIiHHECKAf | 1971 |
|
SU304132A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ БЕТОННЫХ СМЕСЕЙ ЭЛЕМЕНТОВ С ЗАКЛАДНЫМИ ДЕТАЛЯМИ ДЛЯ СБОРНЫХ КОЛОНН ЗДАНИЙ И СООРУЖЕНИЙ | 1964 |
|
SU224353A1 |
| Стыковое соединение сборных железобетонных колонн | 1977 |
|
SU771269A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1970 |
|
SU271359A1 |
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ КОЛОННА, СТЫКОВОЕ СОЕДИНЕНИЕ КОЛОНН И СПОСОБ ВЫПОЛНЕНИЯ СТЫКОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2244789C1 |
| Стыковое соединение железобетонных элементов | 1974 |
|
SU573544A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ КОРЫТООБРАЗНОГО ПРОФИЛЯ | 1972 |
|
SU326073A1 |
| Стыковое соединение элементов сборной железобетонной колонны | 1983 |
|
SU1081304A1 |
ti-±m±zJ5±:g :- ±::щ± 1: г: ф1 . и 3
f -rJ X X X (/ . f. XФиг. 3.
