Предлагаемый станок, в котором применен серийный штамп дЛя пробивки отверстий в пластинах и разрезания последних, назначается для изготовления сердечников Божко для радиотелеграфии.
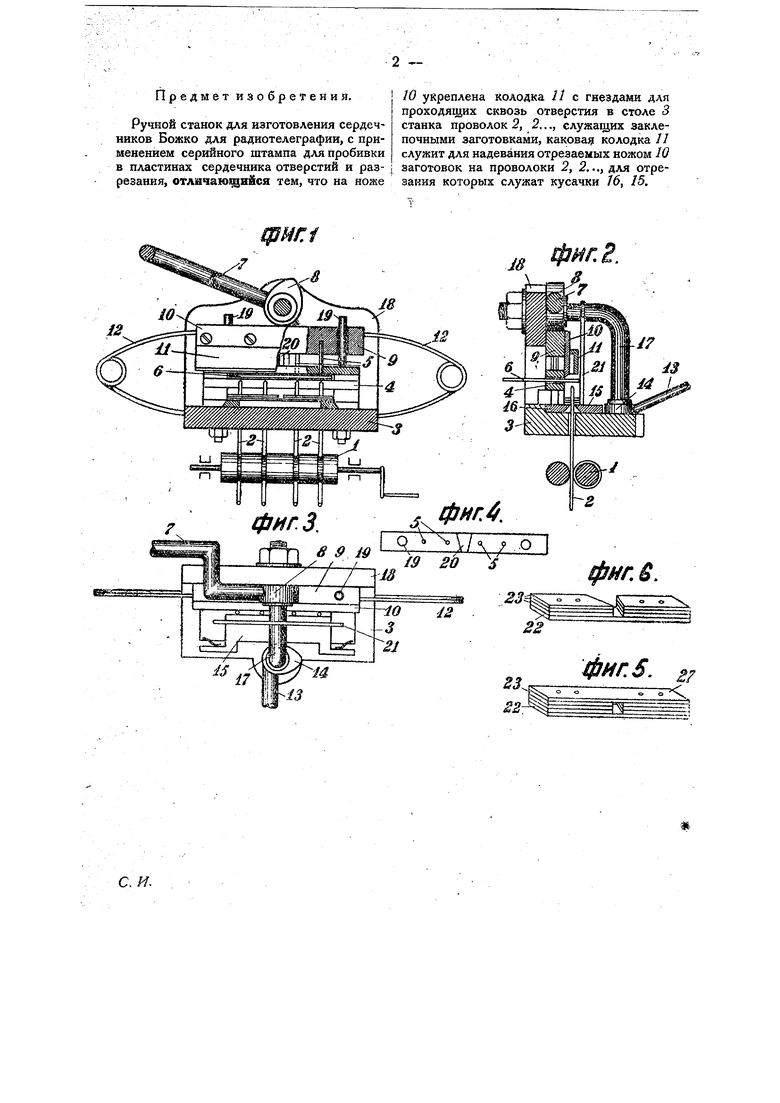
На чертеже фиг. 1 изображает вид станка сзади с частичным разрезом; фиг. 2 - вертикальный поперечный разрез станка; фиг. 3 - вид его сверху; фиг. 4 - вид снизу пунсона станка; фиг. 5 и 6 - изготовляемые пластины.
На столе 3 станка укреплена матрица 4 с передним окном для вкладывания в нее заготовочных пластин 6. Верхняя часть матрицы, снабженная двумя направляющими пунсон 9 стержнями 19, имеет отверстия для пропуска находящихся на нижней рабочей стороне пунсона четырех дыропробивных штемпелей 5 (фиг. 4) и трапецоидальной призмы 20; последняя по высоте своей ниже штифтов. Для опускания пунсона 9 служит рукоятка 7 с эксцентриком 5 на оси, укрепленной в стойках 17, 18,-z для обратного поднятия служат пружинь 12. К задней стороне пунсона 9 прикреплен винтами длинный нож 10, а к ножу - колодка //, в которой имеется ряд гнезд, расположенных соответственно дыропробивным штемпелям 5. В соответствии же с ними в столе 5 сделаны четыре отверстия, в которью снизу, при помощи вращаемого от руки подающего валка /, пропускаются проволоки 2,2..., а около них на столе устроены кусачки /5-/6,
приводимые в действие эксцентриком 14 от рукоятки 13,
Работа станка заключается в следующем. По закладке в окно матрицы заготовочной пластины б соответствующей для изготовляемых сердечников длины, при небольшом опускании пунсона, от действия рукоятки 7 на эксцентрик 5, нож 10 дает упор для заготовочной пластины 6, а штифтами 5 пунсона 9 в пластине будут пробиты только круглые отверстия (фиг. 5), при более же глубоком опускании пунсона призма 20 пробьет, кроме того, трапецоидальный прорез (фиг. 6). После каждого опускания пунсона, более или менее глубокого в зависимости от того, какого вида, 22 или 23 пластина готовится, и последующего поднятия его и ножа пружинами 12, продвигают заготовку далее в окно до упора 21, и тогда, при новом поворачивании эксцентрика 8 до отказа, нож 10 отрезает от нее полосу требуемой ширины, а колодка 11 надевает эту полосу на проволоки 2,2...
Приготовленные таким образом в нуя;-, ном количестве, уложенные друг на друга и надетые на проволоки в известном требуемом порядке, пластины образуют пачку (фиг. 5), представляющую почти готовый сердечник Божко; остается только кусачками /5-/бобрезать проволоки 2,2... и расклепать концы их из станка всей пачки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Дыропробивной станок | 1931 |
|
SU25838A1 |
| Станок для изготовления сшивателей для приводных ремней | 1932 |
|
SU29827A1 |
| Станок для изготовления ременных сшивателей | 1930 |
|
SU32473A1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| Станок для изготовления гвоздей из ленточного металла | 1932 |
|
SU33125A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| Дыропробивной станок с несколькими пунсонами | 1929 |
|
SU31350A1 |
| Комбинированный штамп к станку для изготовления наконечников к сапожным шнуркам | 1928 |
|
SU21876A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |