Изобретение относится к штампам для изготовления заклепок из пруткового материала посредством холодной штамповки.
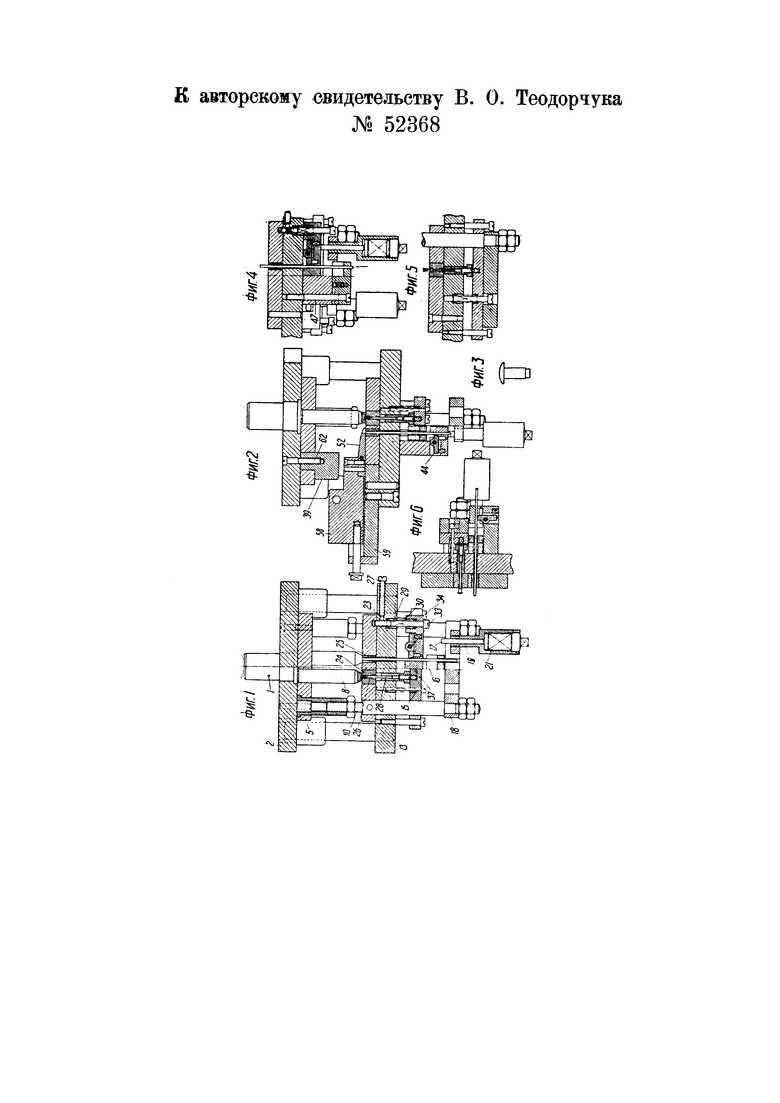
На чертеже фиг. 1 изображает боковой вид штампа в разрезе; фиг. 2 - разрез штампа в рабочем положении в мертвой точке; фиг. 3 - вид изготовляемой заклепки; фиг. 4, 5 и 6 - разрезы штампа.
Штамп предназначен для изготовления специальной заклепки (фиг. 3) посредством холодной штамповки, причем одновременно производится осадка конца и расклепка головки.
В штампе осуществлен принцип автоматической подачи проволоки на нужную длину, срез и подача ее под пунсон специальным ножом с пружинящими лапками.
На штампах изображенной конструкции могут изготовляться всевозможные виды заклепок.
Штамп устанавливается на наклонном эксцентриковом прессе. Наклон пресса нужен для свободного падения заклепок из-под штампа. Верхняя часть штампа укрепляется при помощи хвостовика 1, соединенного с верхней плитой 2, в ползуне пресса, а нижняя часть укрепляется на столе пресса болтами посредством нижней плиты 13. Около пресса устанавливаются две катушки с проволокой, концы которой заправляются через нижнюю часть штампа до выхода из матрицы 25. Дальнейшая подача проволоки производится автоматически. Когда ползун пресса идет вверх, то вместе с закрепленной в нем верхней частью штампа поднимаются тяги 10, скрепленные с пунсонодержателем 5. Тяги поднимают плиту 18 толкателей, в которую ввернуты обоймы 19 толкателей, в полости которых находятся на сильных пружинах толкатели 17, 17. Толкатели, упираясь о коробку подачи 34, заставляют ее вместе с проволокой, зажатой собачкой 33 подачи, подыматься вверх. Коробка подачи прикрепляется к нижней плите 13 винтами 30, на которых находятся пружины 29, служащие для возврата коробки подачи в первоначальное положение.
Расстояние между верхней гранью коробки подачи 34 и нижней плоскостью нижней плиты 13 равно точно величине подачи проволоки. Эта точность достигается регулировкой винтов 30 и закреплением их при помощи винтов 27 через вкладыши 23.
Для предотвращения опускания вниз проволоки служат собачки 44 тормоза, находящиеся в коробке 16 тормоза. Последняя прикрепляется неподвижно к нижней плите штампа винтами 47. В тот момент, когда коробка подачи упирается в нижнюю плиту, т.е. когда проволока уже подана на необходимую величину, нож 52, продвигаясь вперед под действием кулисы, соединенной с эксцентриком вала пресса, срезает проволоку. Отрезок, прижатый пружиной к ножу, подносится точно к обжимной матрице 24. Таким образом, тяги, продолжая двигаться вверх, не должны подавать проволоку в момент ее среза. Это поднятие тяг и амортизируется сжатием пружины 21. Опускающийся пунсон 8 достигает в это время конца отрезка проволоки и заставляет его опускаться в обжимную матрицу 24. Одновременно нож отходит в обратную сторону. Опускаясь дальше, пунсон производит одновременно расклепку головки и осадку нижнего конца заклепки. Затем пунсон поднимается. Тяги заставляют коробку снова подать проволоку на нужную величину и одновременно, через плиту толкателей 18, поднимают вверх опорную планку 37. Последняя давит на толкатель 28, который заставляет продвигаться вверх выбрасыватель 26, толкающий готовую заклепку. От собственного веса заклепка падает по поверхности наклонной матрицы вниз в ящик. Фиксатор ползуна 39 служит для ограничения хода ползуна, чем достигается точность установки отрезков проволоки над отверстиями обжимных матриц.
Опорная планка 37 возвращается в первоначальное положение под действием пружин, находящихся на винтах 15.
Нож 52 прикреплен к ползуну 58, который ходит в направляющих лотка 59.
Ползун 58 соединен с кулисой, дающей ему перемещение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| Пресс с револьверным столом для изготовления мелких заклепок, контактов и т.п. | 1934 |
|
SU37672A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ из ПРОВОЛОКИ | 1973 |
|
SU404534A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| ШТАМП-АВТОМАТ ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1965 |
|
SU175472A1 |
| РУЧНОЙ ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СВИНЦОВЫХ ПЛОМБ | 1925 |
|
SU4388A1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ШТАМПОВКИ СТЕРЖНЯ ЗОЛОТНИКА АВТОВЕНТИЛЯ | 1934 |
|
SU44775A1 |
1. Штамп для изготовления заклепок из проволоки, отличающийся применением соединенной с пунсоном пресса подвижной плиты 18, снабженной подпружиненными толкателями 17, 17, воздействующими в нужный момент на коробку подачи 34, несущую качающиеся собачки 33-33, предназначенные для удержания проволоки во время продвижения ее через отверстие матрицы.
2. Применение в штампе, охарактеризованном в п. 1, механизма для предотвращения опускания проволоки вниз, состоящего из соединенной с нижней плитой штампа коробки 16 тормоза, несущей подпружиненную качающуюся собачку 44.
