Известны устройства автоматической коррекции для слежения ио стыку npai сварке, содержащие передающую электроннолучевую трубку, усилитель, блок разверток, блок преобразования сигнала ошибки в управляющее воздействие и исполнительный механизм. Такие устройства получают и обрабатывают информацию только о положении стыка относительно передающей трубки и могут выполнять функции коррекции положения сварочной ванны относительно стыка сварки с низкой точностью при значительном усложнении приемно-передающих трактов устройств.
Целью данного устройства является увеличение точности коррекции положения ван}1ы расплавленного металла относительно стыка сварки путем автоматического наведен-ия «электронного нятна на стык свариваемых изделий ири электроннолучевой сварке. Для этого в предлагаемое устройство введен блок формирования импульсного сигнала ошибки положения сварочной ванны относительно стыка сварки с линией задержки таким образом, что выход усилителя видеоимпульсов соединен с двумя входами упомянутого блока непосредственно и через линию задержки, а этот блок подключен к входу блока преобразования сигнала ощ«бки в управляющее воздействие, соединенного с отклоняющей системой электроннолучевой сварочиой установки.
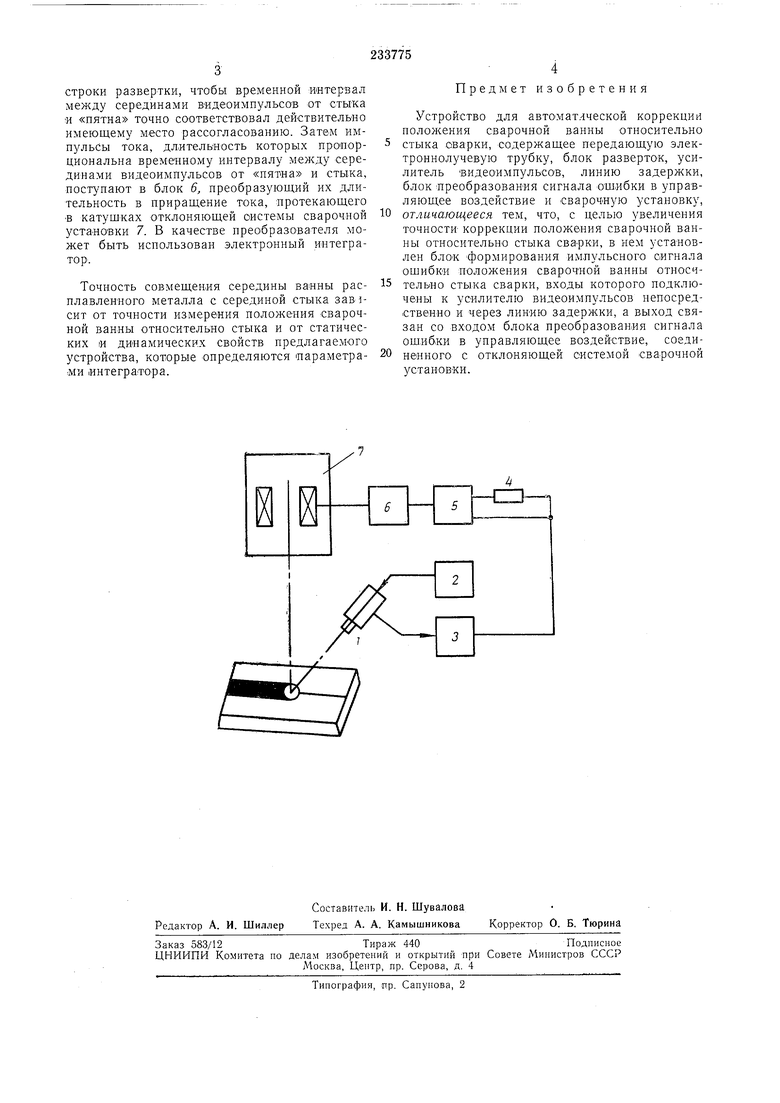
На чертеже представлена блок-схема описываемого устройства для автоматической коррекции иоложения сварочной ванны относительно стыка свариваемых изделий. Оно содержит Передающую электроннолучевую трубку /, боток разверток 2, усилитель 3 видеоимпульсов, линию 4 задерл ки, блок 5 формирования и.мпульсного сигнала ошибки положения сварочной ванны относительно стыка сварки, блок 6 преобразования сигнала ошибки в управляющее воздействие и сварочную установку 7.
Устройство работает следующим . Изображение стыка свариваемых изделий
и «электронного пятна проектируют на мнHicHb нередающей электроннолученой трубки У. Блок раз верток 2 обеспечивает двухстрочную развертку электронного луча по мишени трубки таким образом, что в первой
строке получают видеоимпульс от стыка, а во второй строке - видеоимпульс от «электронного пятна.
Видеоимпульсы усиливаются и разделяются на два канала усилителем 3, после чего они
постунают -непосредственно через линию 4 на два входа блока 5, причем непосредственно поступает видеоимпульс от «электронного пятна, а через линию задерл ки 5 - видеоимпульс от стыка. Постоянную вре.мени линии
строки развертки, чтобы временной интервал серединами видеоимпульсов от стыка и «пятна точно соответствовал действительно имеющему место рассогласованию. Затем импульСы тока, длительность которых пропорциональна временному интервалу между серединами видеоимпульсов от «пятна и стыка, поступают в блок 6, преобразующий их длительность в приращение тока, протекающего в катушках отклоняющей системы сварочной установки 7. В качестве преобразователя может быть использован электронный интегратор.
Точность совмещения середины ванны расплавленного металла с серединой стыка зависит от точности измерения положения сварочной ванны относительно стыка и от статических и динамических свойств предлагаемого устройства, которые определяются параметрами интегратора.
Предмет изобретения
Устройство для автОМатлческой коррекций положения сварочной ванны относительно стыка сварки, содержащее передающую электроннолучевую трубку, блок разверток, усилитель видеоимпульсов, линию задержки, блок преобразования сигнала ошибки в управляющее воздействие и -сварочную установку, отличающееся тем, что, с целью увеличения точности коррекции положения сварочной ванны относительно стыка сва-рки, в нем установлен блОК формирования импульсного сигнала ошибки положения сварочной ванны относительно стыка сварки, входы которого подключены к усилителю видеои.мпульсов непосредственно и через линию задержки, а выход связан со входом блока преобразования сигнала ошибки в управляющее воздействие, соединенного с отклоняющей системой сварочной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ВРЕМЕННОГО ИНТЕРВАЛА МЕЖДУ СЕРЕДИНАМИ ВИДЕОИМПУЛЬСОВ | 1970 |
|
SU275851A1 |
| УСТАНОВКА ДЛЯ ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ | 1967 |
|
SU197002A1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКОЕ УСТРОЙСТВО для ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1969 |
|
SU244634A1 |
| СКАНИРУЮЩИЙ АВТОМАТ НА ЭЛЕКТРОННОЛУЧЕВОЙТРУБКЕ | 1972 |
|
SU351229A1 |
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| ИМИТАТОР СВАРОЧНОЙ ВАННЫ | 1973 |
|
SU373109A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯЗА СТЫКОМ | 1971 |
|
SU315542A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
