Изобретение относится к области производства стали, в частности к контролю кислородно-конвертерного процесса.
Известен способ контроля скорости обезуглероживания ванны кислородного конвертера путем измерения веса конвертера с расплавом по ходу продувки. Однако скорость обезуглероживания и текущее содержание углерода не могут быть определены с достаточной точностью, так как не учитываются параметры, искажающие их зависимость от текущего веса, а именно, интенсивность продувки кислородом, интенсивность газообразования нри кипении металлической ванны и давление кислородной струи на поверхность расплава, которое составляет величину, сравнимую с весом углерода, выгорающего за всю плавку. Информация об интенсивности газообразования содержится в данных по изменению веса конвертера в виде амплитуды колебаний веса по ходу продувки с частотой около 10-16 колебаний в 1 мин. Однако эта информация в известном способе не используется. Кроме того, в известном способе не определяется содержание окислов железа в шлаке, что особенно важно для контроля последнего периода продувки. Таким образом, в известном способе не используется полностью вся информация, содержащаяся в измерениях изменения веса реторты с расплавом, и не учитываются дополнительные факторы: интенсивность продувки, интенсивность газообразования, что уменьшает точность способа и количество контролируемых параметров.
Для повышения точности контроля предлагается измерять амплитуду колебаний изменения веса реторты в области 10-16 колебаний в 1 мин и определяют содержание углерода в металле по уменьшению веса и амплитуде его колебания, а содержание окислов железа - по увеличению веса в носледний период продувки.
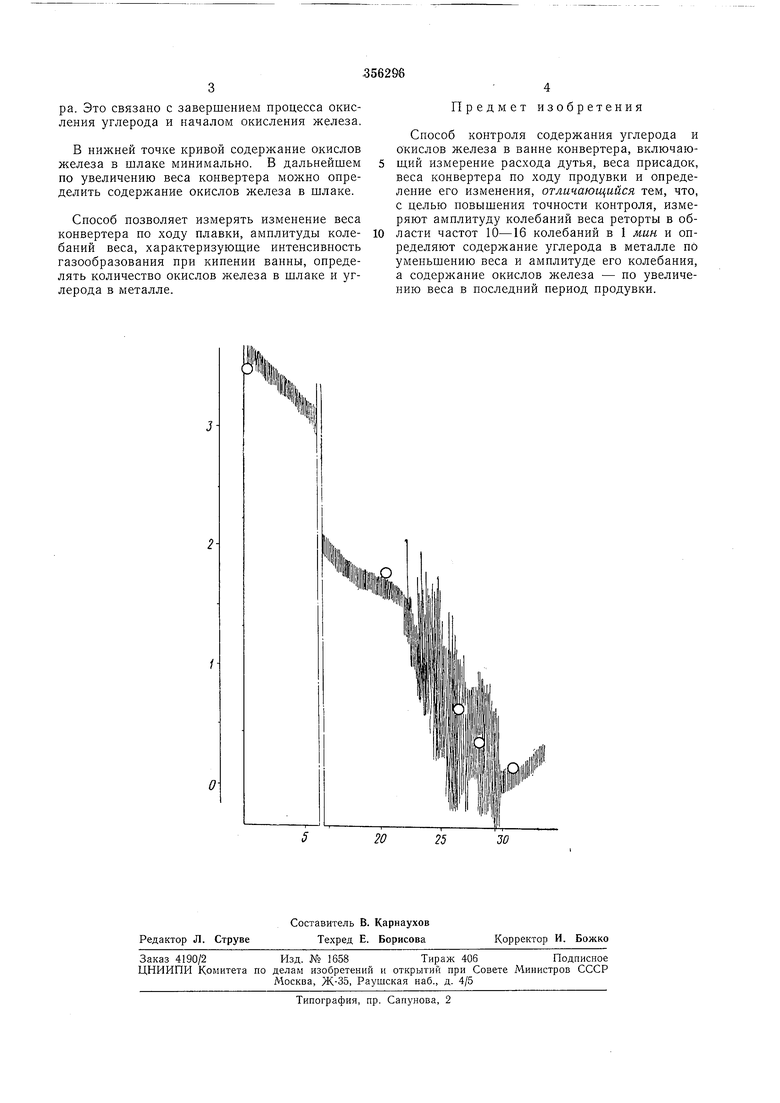
На чертеже изображена кривая изменения веса конвертера. По оси абсцисс отложена продолн ительность продувки в минутах, а по оси ординат - содержание углерода в процентах, измеренное вторичным прибором (кривая) и по результатам анализа проб, отобранных по ходу продувки (точки).
Измерение изменения веса осуществляется датчиками любого типа. В начале продувки вес уменьшается и колебания его незначительны, что характеризует слабое развитие процессов газообразования и кипения в ванне конвертера. По истечении примерно 65% общего времени продувки колебания возрастают, свидетельствуя о развитии процессов газообразования, по истечении 75-80% общего времени продувки колебания резко уменьшаются, и начинается увеличение веса конверте
pa. Это связано с завершением процесса окисления углерода и началом окисления железа.
В нижней точке кривой содержание окислов железа в шлаке минимально. В дальнейшем по увеличению веса конвертера можно определить содержание окислов железа в шлаке.
Способ позволяет измерять изменение веса конвертера по ходу плавки, амплитуды колебаний веса, характеризуюшие интенсивность газообразования при кипении ванны, определять количество окислов железа в шлаке и углерода в металле.
Предмет изобретения
Способ контроля содержания углерода и окислов железа в ванне конвертера, включаюидий измерение расхода дутья, веса присадок, веса конвертера по ходу продувки и определение его изменения, отличающийся тем, что, с целью повышения точности контроля, измеряют амплитуду колебаний веса реторты в области частот 10-16 колебаний в 1 мин и определяют содержание углерода в металле по уменьшению веса и амплитуде его колебания, а содержание окислов железа - по увеличению веса в последний период продувки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДУВКИ КОНВЕРТЕРНОЙ ВАННЫ | 1997 |
|
RU2123056C1 |
| СПОСОБ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2003 |
|
RU2233890C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2107737C1 |
| Способ выплаки стали в конвертере | 1991 |
|
SU1772168A1 |
| СПОСОБ СОВМЕЩЕННОГО ПРОЦЕССА НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА И ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2009 |
|
RU2404261C1 |
| Способ выплавки стали в кислородном конвертере | 1985 |
|
SU1298256A1 |
| Способ выплавки стали | 1982 |
|
SU1046289A1 |
| Способ передела чугуна в конвертере | 1980 |
|
SU931754A1 |
| Способ выплавки низкоуглеродистой стали в конвертере | 1983 |
|
SU1125257A1 |
| Способ производства стали в конвертере | 1982 |
|
SU1016367A1 |
J230
