Известен способ ориентировки по заданной точке начала обработки на изделии соответствующей точки на чертеже-коЛИре посредством световой фотоголовки, установленной ;на чертеже-копире.
Многообразие контуров, подлежащих наплавке, а также единичный характер восстановления или .изготовления нового изделия с применением наплавки делают экономически нецелесообразным автоматизацию этото процесса в станках с программным управлением.
Предложенный способ обеспечивает ориентировку чертежа-копира по всему контуру наплавляемой кромки изделия, произвольно расположенного на горизонтальной плоскости, для чего фиксируют световую орбиту на чертеже-копире, полученную от первой произвольной точки изделия, и затем рабочий инструмент направляют на вторую точку наплавляемого контура и поворачивают чертеж-копир вокруг зафиксированной первой световой орбиты до совмещения второй соответствующей точки чертежа-копира со второй световой орбитой, после чего производят наплавку.
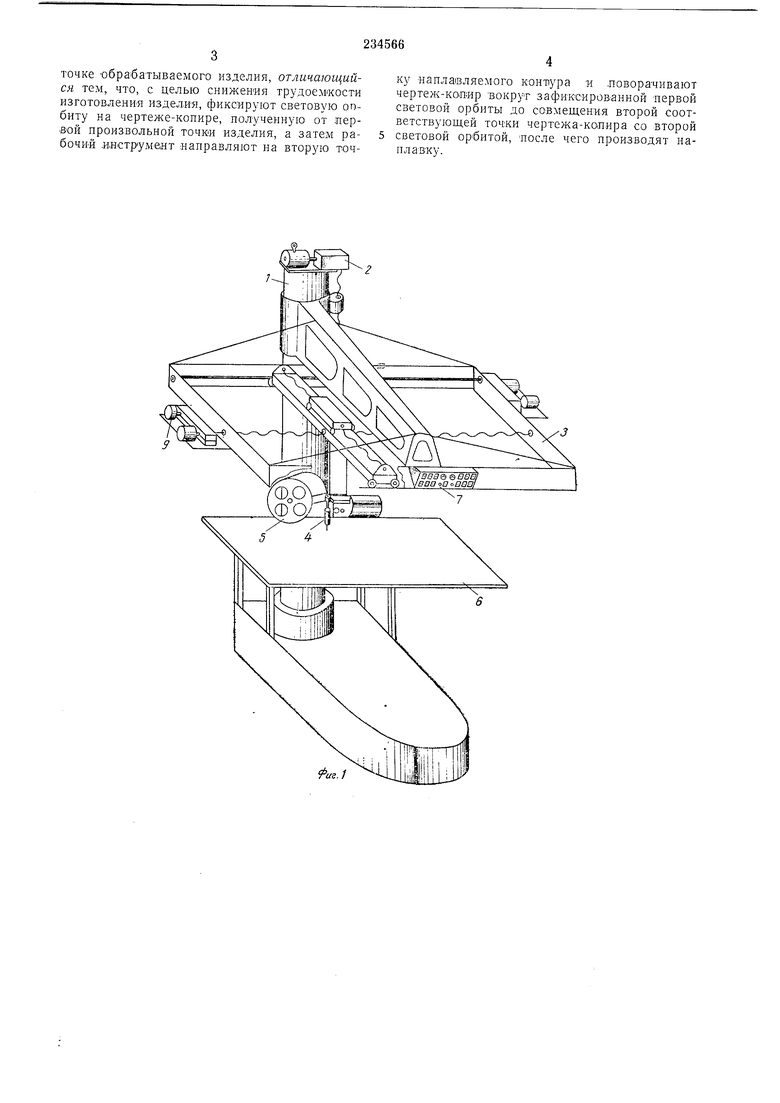
Па фиг. 1 изображен наплавочный станок; на фи1Г. 2 - аппаратный шкаф.
Предложенная установка состоит из станины / с подъемным устройством 2, исполнительного механизма 3, обеспечивающего продольные и поперечные перемещения, наплавочной
головки 4 с кассетой 5, наплавочного стола 6, пульта управления 7 и аппаратного шкафа.
В аппаратном шкафу установлены: копировальный стол 8, связанный с исполнительным механизмом 3 при помощи сельсинов 9 с электрическим валом, фотоголовка 10 и дублирующий пульт управления //.
Направляемый контур задается на чертеже. Чертеж размещают на .копировальном столике S и ориентируют относительно детали, расположенной на паплавочном столе 6 следующим образом: электрод наплавочной головки 4 устанавливают 1В произвольно выбранную точку на паплавляемой детали, соответствующую точку на чертеже располагают под световой орбитой развертки 12, затем кнопками маршевого перемещения нaпvтaвoчиoй головки 4 передвигают электрод в другую выбранную точку на паплавляемом контуре детали, а первоначально выбранную точку на чертеже фиксируют кнопочной иглой с последующим поворотом чертежа «округ нее до совпадения с точкой чертежа, соответствующей второй выбранной точке на наплавляемом контуре. Сориентированный с деталью чертеж закрепляют на столике 8.
точке обрабатываемого изделия, отличающийся тем, что, с целью снижения трудоемкости изготовленИЯ изделия, фиксируют световую опбиту на чертеже-копире, полученную от первой произвольной точки изделия, а затем рабочий ,и.нструме|Нт направляют на вторую точку наплавляемого KOHTiypa и .поворачивают чертеж-копир вокруг зафиксированной первой световой орбиты до совмещения второй соответствующей точки чертежа-копира со второй световой орбитой, после чего производят паил азку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1970 |
|
SU435077A1 |
| ГАЗОРЕЗАТЕЛЬНАЯ МАШИНА С МАСШТАБНОЙ ФОТОКОПИРОВАЛЬНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ | 1969 |
|
SU254320A1 |
| ФОТОКОПИРОВАЛЬНО-ПРОГРАММНАЯ СИСТЕМА | 1973 |
|
SU365222A1 |
| ФОТОКОПИРОВАЛЬНОЕ УСТРОЙСТВО | 1972 |
|
SU348337A1 |
| Фотокопировальная система | 1974 |
|
SU484067A1 |
| ФОТОКОПИРОВАЛЬНАЯ СИСТЕМА | 1970 |
|
SU279325A1 |
| ФОТОКОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КОПИРОВАНИЯ КОНТУРОВ ПО ЭКВИДИСТАНТНЫМ ТРАЕКТОРИЯМ | 1973 |
|
SU406705A1 |
| ФОТОКОПИРОВАЛЬНАЯ СИСТЕМА С ПЕРЕМЕННЫМ ДЕМПФИРОВАНИЕМ | 1972 |
|
SU344408A1 |
| УСТРОЙСТВО ДЛЯ КОПИРОВАНИЯ КРИВЫХ ПО ЭКВИДИСТАНТНЫМ ТРАЕКТОРИЯМ | 1972 |
|
SU415141A1 |
| УСТРОЙСТВО для ПОВОРОТА и ЗАКРЕПЛЕНИЯ ИЗДЕЛИЯ | 1967 |
|
SU192315A1 |

иг.}
