Известен способ футеровки колена трубопровода для транспортировки абразивных материалов путем укладки примыкающих друг к другу ПОЛЫХ элементов, наружная поверхность которых прилагает к внутренней поверхности трубопровода.
футеровка из фарфоровых, камнелитых труб довольно сложной формы не является универсальной, так как футеруемое колено трубопровода должно быть строго определенного диаметра и радиуса кривизны.
Цель изобретения - обеспечить возможHociD футеровки колена трубопровода с различным радиусом кривизны.
Достигается это тем, что полые элементы двух типоразмеров укладывают, чередуя мелсду собой, 1И каждый из них выполнен в виде усеченного с двух сторон сходящимися плоскостями цилиндрического кольца, причем отнощение максимальной образующей кольца к его минимальной образующей одного типораз1мера составляет 1,08-1,12, а отногпение максимальной образующей кольца к его минимальной образующей другого типоразмера составляет 1,18-1,51.
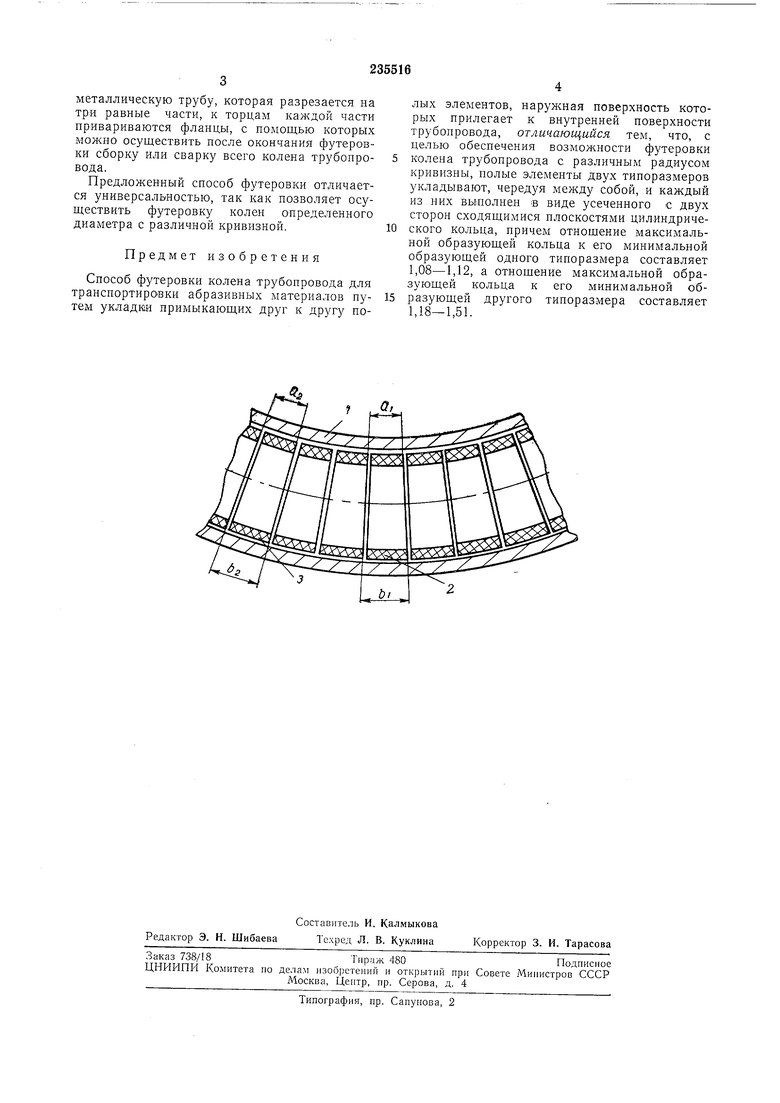
Па чертеже изображен участок трубоорсеода, зафутеровачный .предложенными элементами. Полые элементы укладывают внутри колена / трубопровода. Каждый элемент 2 н 3 футер01вки вьшОЛнен в виде цилиндрическото
кольца, усеченного с двух сторон сходящимися плоскостями иерпсндикулярно плоскости продольного сечения колена.
Элементы укладывают внутри колена трубопровода таким образом, что их наружные поверхности прилегают к внутренней поверхности колена. Элементы выполнены двух типоразмеров, отличающихся длиной максимальной и минимальной образующих. Элемент 1 имеет длину ui и 6i, а элемент 2 - длину ао и Ь2Длину в максимальной образующей обоих типоразмеров выбирают опытным путем для максимального и MUHHMavibHoro радиуса кривизны футеруемого колена. Длина а минимальной образующей определяется расчетным путем в зависимости от длины Ь, диаметра трубы и радиуса кривизны колена.
Определено, что отношение b к а для максимального радиуса кривизны колена трубопровода равно 1,08-1,12, а для минимального - 1,18-1,51.
Для футеровки колена любого промежуточного радиуса кривизиы требуется чередованне элементов футеровки двух типоразмерсз 2 и 3.
металлическую трубу, которая разрезается на три равные части, к торцам каждой части привариваются фланцы, с помощью которых можпо осуществить после окончания футеровки сборку или сварку всего колена трубопровода.
Предложенный способ футеровки отличается универсальностью, так как позволяет осуществить футеровку колен определенного диаметра с различной кривизной.
Предмет изобретения
Способ футеровки колена трубопровода для транспортировки абразивных материалов путем укладюи примыкающих друг к другу полых элементов, наружная поверхность которых прилегает к внутренней поверхности трубопровода, отличающийся тем, что, с целью обеспечения возможности футеровки колена трубопровода с различным радиусом кривизны, полые элементы двух типоразмеров укладывают, чередуя между собой, и каждый из них выполнен )В виде усеченного с двух сторон сходящимися плоскостями цилиндрического кольца, причем отнощение макси.мальной образующей кольца к его минимальной образующей одного типоразмера составляет 1,08-1,12, а отнощение максимальной образующей кольца к его минимальной образующей другого типоразмера составляет 1,18-1,51.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ КОЛЕНА ТРУБОПРОВОДА | 1991 |
|
RU2005952C1 |
| Способ автоматизированной огнеупорной футеровки печей и роботизированный комплекс для его осуществления | 2018 |
|
RU2700435C2 |
| СПОСОБ ФУТЕРОВКИ КОЛЕНА ТРУБОПРОВОДА | 2002 |
|
RU2232934C2 |
| Шаблон для футеровки вагранки | 1990 |
|
SU1721422A1 |
| Футеровка конического корпуса шаровых мельниц | 1990 |
|
SU1748866A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА КРУГЛОЙ ФОРМЫ | 2021 |
|
RU2783942C1 |
| УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПОДОГРЕТОГО ВОЗДУХА В ШАХТНУЮ ПЕЧЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ УСТРОЙСТВА ДЛЯ ВДУВАНИЯ ПОДОГРЕТОГО ВОЗДУХА В ШАХТНУЮ ПЕЧЬ | 1991 |
|
RU2025493C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ОЗДОРОВИТЕЛЬНОГО МАССАЖА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2381779C2 |
