ОБЛАСТЬ ТЕХНИКИ
[0001] Заявляемое изобретение относится к области огнеупорной футеровки промышленных печей горизонтального типа, преимущественно к футеровке вращающихся цементных печей, и может быть использовано для установки новой огнеупорной футеровки непосредственно внутри печи или для замены вышедшей из строя футеровки.
УРОВЕНЬ ТЕХНИКИ
[0002] Известен способ замены огнеупорной футеровки, заключающийся в том, что разбор вышедшей из строя футеровки и установки на нее новой футеровки производится без снятия свода непосредственно внутри печи. Для этого печь останавливают, охлаждают, устанавливают леса и производят демонтаж старой футеровки. Затем подготавливают поверхность и вручную порядно производят установку новой огнеупорной футеровки (см. книгу А.И. Ващенко, М.А. Глинков и др. Металлургические печи. 1964 г. стр. 197-208).
[0003] Недостатком известного способа является отсутствие механизации при его реализации, что существенно увеличивает время замены футеровки и не обеспечивает ее стабильного качества.
[0004] Известен способ для замены футеровки (см. патент RU 2260756, МПК F27D 1/16, опубликован 20.09.2005 г.), включающий съем с печи секции свода вместе с металлическим каркасом и футеровкой из огнеупорной кладки, установку ее на неподвижные опоры, съем и удаление разрушенной футеровки, укладку новой футеровки на место снятой и установку секции на печь, причем перед съемом и удалением разрушенной футеровки секцию вместе с футеровкой переворачивают относительно опор таким образом, что после установки секции на опоры ее огнеупорная кладка оказалась сверху, а металлический каркас - снизу, при этом укладку новой футеровки осуществляют сверху по отношению к секции, а после укладки новой футеровки производят повторный переворот секции в исходное положение.
Основным недостатком известного способа является невозможность его использования для печей, у которых внешний корпус является неразборным (отсутствует возможность демонтажа и последующего обратного монтажа секций свода). Кроме того, в известном способе установка новой футеровки осуществляется вручную, увеличивая время остановки печи для ремонта, а в местах стыков секций между собой необходимы дополнительные работы по уплотнению торцов футеровки (в противном случае места стыков будут быстро выходить из строя).
[0005] Известны устройство для автоматизированной футеровки вертикальных конвертерных печей и способ футеровки, осуществляемый с его помощью (см. патент ЕР 2199719, МПК F27D1/16, опубликован 23.06.2010 г.). Устройство представляет собой платформу с возможностью ее вертикального перемещения, установленные на платформе манипулятор для установки в горизонтальной плоскости элементов кладки, выполненный с возможностью поворота вокруг своей вертикальной оси, и растворный узел, транспортер, соединенный одним своим концом с платформой, а другим - с местом подачи элементов кладки, а также устанавливаемое отдельно в верхней части конвертера лазерное устройство (сканер) измерения и контроля его габаритов. Управление элементами устройства и их взаимодействием между собой осуществляется блоком управления.
[0006] Футеровку с помощью данного устройства осуществляют следующим образом. Платформу устанавливают внутри конвертера (через разобранную боковую стенку либо специально предусмотренное отверстие в ней). Сканер состояния внутренней поверхности конвертера, предварительно установленный в его верхней части, определяет параметры поверхности (ее неровности, кривизну) и передает данные в блок управления. Блок управления анализирует полученные данные и подает команду на загрузку на транспортер определенных типоразмеров элементов кладки (далее кирпичей), которые подаются на платформу в зону растворного узла, где на них наносится связующий раствор, после чего они манипулятором устанавливаются на внутренней поверхности конвертера. Установка осуществляется последовательно по окружности, ряд за рядом снизу-вверх. При этом установка каждого последующего кирпича осуществляется с поворотом манипулятора на определенный угол, а по мере подъема кладки платформа поднимается вверх так, чтобы каждый ряд кладки осуществлялся в горизонтальной плоскости манипулятора.
[0007] Недостатками известного устройства и способа являются невозможность футеровки горизонтально ориентированных печей, а также низкое качество футеровки вследствие того, что не производится контроль ориентирования манипулятора устройства относительно внутренней поверхности печи, поскольку сканер установлен отдельно и осуществляет контроль только стенок печи, а позиционирование кирпича в манипуляторе в каждый момент времени выполняется за счет нескольких, напрямую не связанных между собой механизмов (отдельно высота, угол поворота и вынос относительно центральной вертикальной оси конвертера).
[0008] Известен принятый в качестве ближайшего аналога способ смены футеровки печи (см. патент RU 2274659, МПК F27D1/16, опубликован 20.04.2006 г.), включающий охлаждение печи, получение доступа внутрь печи через входные отверстия печи путем изолирования печи от источников загружаемых материалов, снятие фурм и открывания входных отверстий, непосредственное снятие с внутренних стенок печи старой футеровки и последующую установку новой футеровки с использованием подвижной платформы для снятия и подъема элементов футеровки.
[0009] В известном способе использовано устройство для футеровки, выполненное с возможностью удержания, а также подъема и спуска элементов футеровки, позволяющее частично механизировать процесс замены футеровки печи.
[0010] Недостатком такого устройства является невозможность его самостоятельного использования в футеровочном процессе (оно позволяет выполнять только вспомогательные действия).
[0011] Известно принятое в качестве ближайшего аналога устройство для кладки футеровки печей (см. патент RU 2561547, МПК F27D1/16, опубликован 27.08.2015 г.), содержащее рабочую платформу, по меньшей мере одного робота для выполнения кладки, расположенного по меньшей мере в одной имеющей форму сектора или сегмента рабочей зоне робота, при этом рабочая зона робота содержит первый периферийный участок рабочей платформы, и по меньшей мере одну рабочую зону для выполнения работ в ней рабочим, при этом рабочая зона выполнена на рабочей платформе в форме сектора или сегмента и содержит по меньшей мере один второй периферийный участок рабочей платформы, отличающаяся тем, что рабочая платформа выполнена поворотной, робот с рабочей зоной расположен на поворотной рабочей платформе, и рабочая зона робота и рабочая зона выполнены на поворотной рабочей платформе на одинаковой высоте, и на поворотной рабочей платформе расположено устройство безопасности в виде защитной ограды, отделяющей рабочую зону робота от рабочей зоны с возможностью безопасного нахождения в рабочей зоне при работе робота в рабочей зоне, или в виде защитного средства электроники, соответственно, в виде защитного модуля программного обеспечения для мгновенного выключения робота при приближении рабочего.
[0012] Известное устройство обеспечивает более быструю замену футеровки по сравнению с неавтоматизированными способами и позволяет визуально контролировать ее качество, однако обладает недостатками.
[0013] Так, скорость смены футеровки на каждом этапе (без изменения вертикального положения устройства и его углового положения внутри печи) привязана одновременно к скорости укладки элементов футеровки роботом и скорости контроля и доработки людьми на платформе. Сама точность кладки роботом устройства является низкой (по сути робот осуществляет предварительную кладку), что требует постоянного участия в процессе футеровки человека и, соответственно, снижает степень автоматизации и усложняет технологический процесс. Помимо этого, данное устройство также, как и другие не позволяет осуществлять футеровку в горизонтально ориентированных печах, а предназначено исключительно для возведения или обновления кладки металлургического ковша, в частности конвертера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0014] Задачами заявляемого изобретения является способ автоматизированной футеровки горизонтально ориентированных печей, преимущественно вращающихся цементных печей, и роботизированный комплекс в качестве устройства для реализации такого способа.
[0015] В процессе кладки огнеупорными кирпичами цементных печей следует учитывать множество изменяемых параметров, таких как: диаметр печи (например, 3,5-7 метров), угол наклона печи к горизонту, состояние внутренней поверхности корпуса печи (футеруемая поверхность может иметь различные неровности и деформацию, включая, но не ограничиваясь: прогары, повреждения, сварочные швы, кривизна и прочие), размеры огнеупорных кирпичей, используемых для футеровки/кладки, способ кладки/футеровки (кольцевая кладка или способом «в перевязку») и другие. При этом состояние внутренней поверхности корпуса печи, включая диаметр печи, может меняться на каждом футеруемом отрезке (погонном метре печи).
[0016] Учитывая множество изменяемых параметров, в качестве решения задачи автоматизированной футеровки используется блок управления, содержащий программное обеспечение, для формирования и обработки 3D модели, управления роботизированным комплексом и процессом футеровки огнеупорных кирпичей, контролем качества кладки на каждом футеруемом отрезке. Корректировка и обновление 3D модели футеровки и процесса футеровки печи осуществляется непрерывно на протяжении всего процесса футеровки с учетом информации с датчиков технического зрения, расположенных на платформе манипулятора для кладки огнеупорных кирпичей рядом с манипулятором, либо непосредственно на манипуляторе для кладки огнеупорных кирпичей.
[0017] Техническими результатами изобретения являются возможность футеровки горизонтально ориентированных печей, в частности вращающихся цементных печей, без непосредственного участия человека в рабочей зоне во время непосредственного производства футеровочных работ, автоматизация процесса и сокращение времени футеровки, обеспечение ее высокого качества, позволяющего существенно сократить время простоя печи на проведение футеровочных работ (на установку новой футеровки).
[0018] Технические результаты изобретения достигаются тем, что для автоматизированной огнеупорной футеровки горизонтально ориентированных печей, в частности вращающихся цементных печей, применяется способ, включающий:
[0019] Подготовительные этапы, включая: формирование 3D модели футеровки печи или загрузку модели в блок управления, содержащий соответствующее программное обеспечение для использования 3D модели и управления процессом футеровки, монтаж элементов комплекса: манипулятор для подачи огнеупорных кирпичей в печь, транспортер, установка для нанесения раствора для кладки, передвижная платформа для манипулятора и манипулятор, который установлен на платформе и который непосредственно ведет кладку огнеупорных печей и обладает не менее, чем четырьмя степенями свободы, снабженный не менее, чем одним датчиком технического зрения, соединяемый через транспортер с установленными вне зоны печи манипулятором для подачи огнеупорных кирпичей в печь и установкой для нанесения раствора для кладки, разделение общей зоны футеровки на отдельные участки для кладки в зависимости от способа кладки (кольцевая или способом «в перевязку») и с учетом соответствующих зон цементной печи (например, зона выхода, нижняя переходная зона, зона обжига, верхняя переходная зона, прочие), где могут быть использованы различные марки огнеупорных кирпичей, сканирование внутренней поверхности печи, определение количества циклов футеровки, корректировку 3D модели футеровки, установку передвижной платформы с манипулятором внутри печи в начале первого со стороны порога печи участка, где выполняется кладка, по центру осевой линии.
[0020] Выполнение кладки огнеупорных кирпичей (цикл футеровки), которое осуществляется с помощью Блока управления, содержащего программное обеспечение, который одновременно управляет роботизированным комплексом и процессом футеровки и осуществляет обновление 3D модели внутренней поверхности печи или футеруемого отрезка печи с учетом данных от датчиков технического зрения.
[0021] Технический результат также достигается конструкцией роботизированного комплекса для осуществления способа автоматизированной огнеупорной футеровки печей, содержащего блок управления, включающий компьютер с установленной на него программой для занесения или формирования автоматической обработки и корректировки 3D модели внутренней поверхности печи или футеруемого отрезка печи, выполнение расчета количества, вида и последовательности использования и кладки огнеупорных кирпичей, соединенный со всеми остальными элементами роботизированного комплекса, управляющий роботизированным комплексом, а также процессом футеровки с помощью программы для ЭВМ, а также установленный на платформе манипулятор для кладки огнеупорных кирпичей с не менее, чем четырьмя степенями свободы, снабженный не менее, чем одним датчиком технического зрения, соединяемый через транспортер с установленными вне зоны печи манипулятором для подачи кирпичей и установкой для нанесения раствора для кладки.
[0022] При этом, в процессе футеровки платформа с манипулятором для кладки огнеупорных кирпичей установлена вертикально осевой плоскости печи. Блок управления может быть соединен с остальными элементами электрически.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
[0023] Присутствующие в тесте данной заявки термины имеют следующие значения:
[0024] Бандаж - конструктивный элемент цементной печи, иногда называемый бандажными кольцами, обычно состоит из одинарной литой стали, подвергаются обработке гладкой цилиндрической поверхности, которая неплотно присоединяется к обечайке печи через различные кронштейны. Бандаж, как правило, устанавливается на переходах зон печи по ее длине;
[0025] Блок управления - устройство осуществляющее управление роботизированным комплексом и процессом кладки/футеровки. Содержит контроллеры, микропрограммные автоматы, электрические схемы. Обязательным элементом Блока управления является промышленный компьютер, содержащий программное обеспечение;
[0026] Датчик технического зрения - устройство, формирующее двумерную или трехмерную картину окружающего пространства. В качестве таких устройств наиболее известными являются, например, лидары (лазерные радары), сонары (ультразвуковые радары), видео камеры, механические и магнитные концевики;
[0027] Манипулятор для кладки огнеупорных кирпичей - механизм для управления пространственным положением огнеупорных кирпичей с несколькими степенями свободы, предназначен для выполнения кладки огнеупорных кирпичей, расположен на платформе внутри цементной печи; [0028] Манипулятор для подачи огнеупорных кирпичей - механизм, который служит для перемещения огнеупорных кирпичей заданных типоразмеров с поддонов на транспортер. Располагается вне печи;
[0029] Огнеупорный кирпич - элемент футеровки цементной печи, предназначенный для защиты внутренней поверхности корпуса печи. Для футеровки цементных печей используют определенные типоразмеры огнеупорных кирпичей серии VDZ и ISO. Выбор типа кирпича (его типоразмеров) зависит от таких параметров, как диаметр цементной печи и способ кладки (кольцевая кладка или кладка способом «в перевязку»). Как правило, если выполняется кольцевая кладка, то используют типоразмеры серии VDZ, если способом «в перевязку», то типоразмеры серии ISO;
[0030] Платформа - самоходная/передвижная площадка (колесного или гусеничного типа), предназначенная для установки на нем необходимого оборудования и манипулятора для кладки огнеупорного кирпича;
[0031] Порог печи - торец печи со стороны выхода готового продукта. Под готовой продукцией понимается цемент, клинкер или иной продукт, который может быть произведен с использованием горизонтально ориентированных печей.
[0032] Раствор для кладки - огнеупорный раствор специальных марок, предназначенный для использования с огнеупорными кирпичами в процессе футеровки. Наносится на продольную поверхности огнеупорного кирпича толщиной не более 2 мм. Используется для выравнивания неровностей корпуса печи, на участках под бандажом, для корректировки огнеупорных кирпичей в процессе кладки (кольцевая кладка и кладка способом «в перевязку»).
[0033] Типоразмер серии VDZ - огнеупорный кирпич европейского унифицированного стандарта со средней конусностью 71,5 мм.
[0034] Типоразмер серии ISO - огнеупорный кирпич унифицированного формата с внешней конусностью 103 мм.
[0035] Транспортер - конвейер непрерывного типа, служит для транспортировки огнеупорного кирпича от манипулятора для подачи огнеупорных кирпичей к манипулятору для кладки огнеупорных кирпичей. Содержит конвейерную лента (транспортерная).
[0036] Цикл футеровки - процесс кладки огнеупорных кирпичей на определенном участке печи с помощью роботизированного комплекса.
[0037] Электрическое соединение - соединение участков и элементов роботизированного комплекса в общую электрическую цепь.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
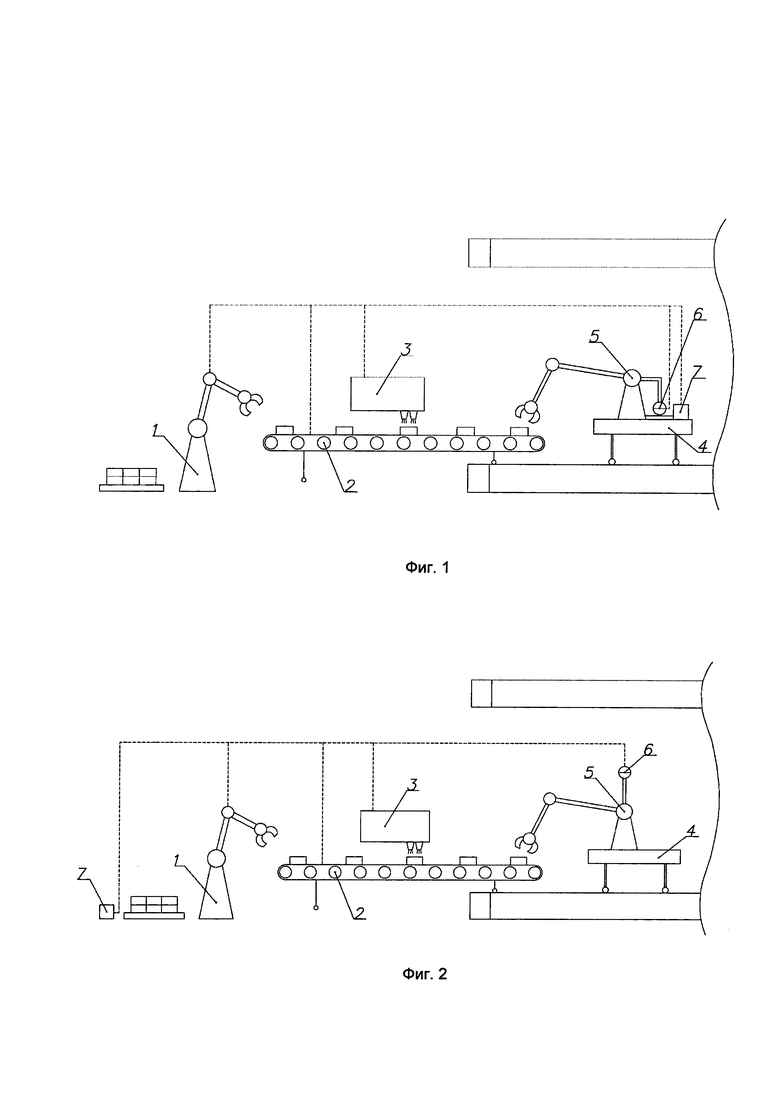
[0038] На чертеже на фиг. 1 схематически представлен роботизированный комплекс в базовом варианте с блоком управления, установленным на передвижной платформе и одним датчиком технического зрения, установленном на передвижной платформе для манипулятора для кладки огнеупорных кирпичей.
[0039] На чертеже на фиг. 2 схематически представлен роботизированный комплекс с блоком управления, установленным вне передвижной платформы.
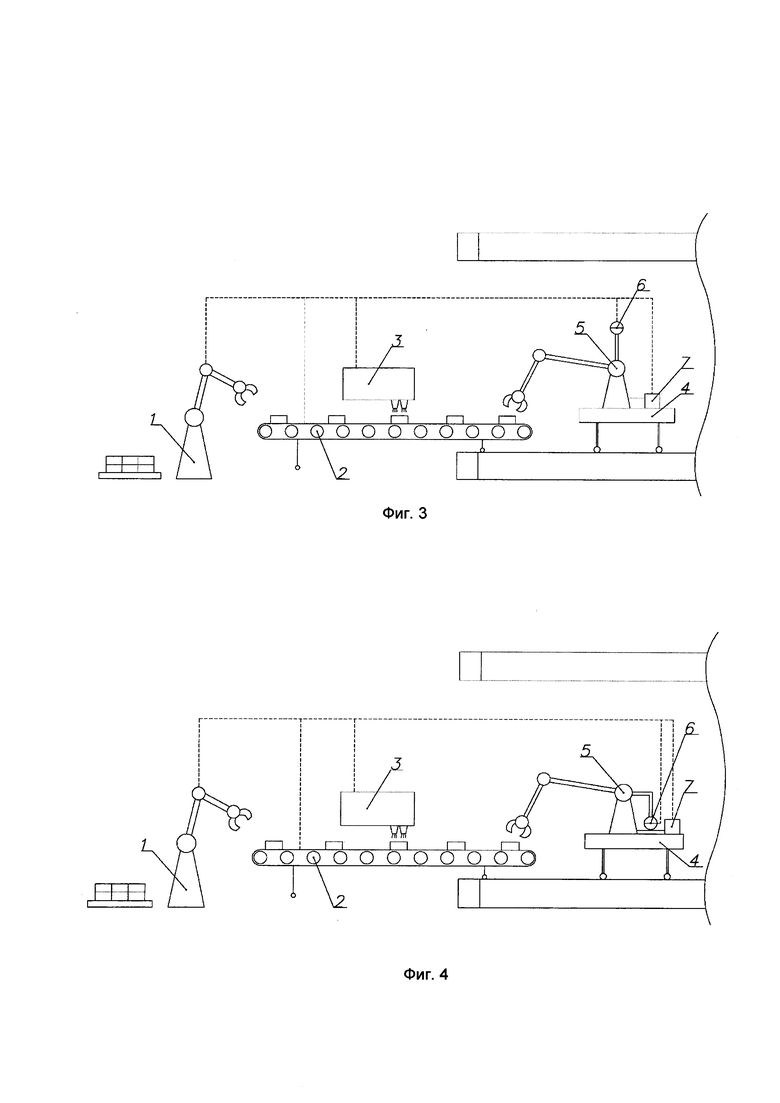
[0040] На чертеже на фиг. 3 схематически представлен роботизированный комплекс с одним датчиком технического зрения, установленном на манипуляторе для кладки огнеупорных кирпичей на передвижной платформе.
[0041] На чертеже на фиг. 4 схематически представлен роботизированный комплекс с двумя датчиками технического зрения, один из которых установлен на манипуляторе для кладки огнеупорных кирпичей, второй - на передвижной платформе вне манипулятора для кладки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0042] Описание работы устройства. Роботизированный комплекс содержит манипулятор 1 для подачи огнеупорных кирпичей, транспортер 2, установку 3 для нанесения раствора для кладки, установленный на платформе 4 манипулятор 5 для кладки огнеупорных кирпичей, снабженный как минимум одним датчиком 6 технического зрения, и блок 7 управления.
[0043] Манипулятор 1 для подачи огнеупорных кирпичей устанавливается вне зоны печи, рядом с местом складирования огнеупорных кирпичей. С его помощью осуществляется перемещение огнеупорных кирпичей заданных типоразмеров и в определенной последовательности на транспортер 2, который одним своим концом размещен рядом с манипулятором 1 для подачи огнеупорных кирпичей, а другой заведен внутрь печи в зону футеровки и расположен непосредственно рядом с платформой 4 таким образом, чтобы манипулятор 5 для кладки огнеупорных кирпичей, установленный на платформе 4, имел возможность снятия с него огнеупорных кирпичей. Установка 3 для нанесения раствора для кладки размещена снаружи печи непосредственно рядом с транспортерной лентой транспортера 2 таким образом, чтобы обеспечивать нанесение раствора для кладки на перемещаемые транспортером огнеупорные кирпичи в печь. Манипулятор 5 для кладки огнеупорного кирпича установлен на самоходной и передвижной платформе 4 и снабжен как минимум одним датчиком 6 технического зрения. Блок 7 управления может располагаться как на манипуляторе 5 для кладки огнеупорных кирпичей, так и отдельно вне зоны печи, но в любом случае электрически соединен со всеми элементами роботизированного комплекса, чтобы обеспечивать их взаимодействие между собой. Блок 7 управления включает промышленный компьютер (ЭВМ), содержащий программное обеспечение, осуществляющее управление роботизированным комплексом и процессом футеровки. Программа для ЭВМ, установленная на компьютере Блока 7 управления позволяет формировать, заносить, обрабатывать 3D модель футеровки, осуществлять построение и корректировать 3D модель внутренней поверхности печи или футеруемого отрезка печи, выполнять расчет количества, требуемого типоразмера огнеупорного кирпича, последовательности использования и кладки огнеупорных кирпичей.
[0044] Реализация конструкции манипулятора 5 для кладки огнеупорных кирпичей может быть различной. Основным требованием к ней является наличие не менее четырех степеней свободы для обеспечения досягаемости к любому участку кладки/футеровки огнеупорных кирпичей.
[0045] Данное требование может быть выполнено путем установки манипулятора, имеющего, например, три шарнирных узловых соединения, два сустава и механизм захвата (схематично представлен на чертеже), однако возможны любые другие конструкции, обеспечивающие вышеуказанное требование о наличии не менее четырех степеней свободы.
[0046] В качестве датчиков 6 технического зрения могут быть использованы лидары (лазерный радар), либо камеры технического зрения, которые позволяют получать данные для построения и обновления 3D модели внутренней поверхности печи или футеруемого участка печи.
[0047] Датчики 6 технического зрения устанавливаются на платформу 4 для манипулятора 5 для кладки огнеупорного кирпича и на сам манипулятор 5 для кладки огнеупорных кирпичей. В заявляемом изобретении использован как минимум один датчик технического зрения, установленный как просто на платформе 4 для манипулятора (фиг. 1), так и на манипуляторе 5 для кладки огнеупорных кирпичей, находящемся на передвижной платформе 4 (фиг. 3). Однако, возможно использование нескольких датчиков 6 технического зрения, часть из которых (не менее одного) расположена на передвижной платформе и манипуляторе 5 для кладки огнеупорных кирпичей, другая часть (не менее одного) - просто на передвижной платформе 4 (фиг. 4).
[0048] Блок 7 управления включает промышленный компьютер (ЭВМ) для размещения программного обеспечения. Блок 7 управления получает данные от всех датчиков 6 технического зрения, расположенных на платформе 4 и на манипуляторе 5 для кладки огнеупорных кирпичей, и управляет всеми элементами роботизированного комплекса, включая построение и обновление 3D модели внутренней поверхности корпуса печи либо футеруемого отрезка печи, определяет последовательность и управляет процессом футеровки, включая кладку каждого отдельно взятого огнеупорного кирпича. Блок 7 управления может быть расположен как на платформе 4 для манипулятора 5 для кладки огнеупорных кирпичей, так вне передвижной платформы 4 (фиг. 2).
[0049] Подробное описание изобретения в части заявляемого способа:
[0050] Способ автоматизированной огнеупорной футеровки горизонтально ориентированных печей при помощи заявляемого роботизированного комплекса осуществляется следующим образом.
[0051] Подготовительный этап перед началом футеровки:
[0052] В соответствии с данными, предоставленными предприятием, эксплуатирующим печь, производят построение проекта 3D модели футеровки цементной печи, включающую данные о диаметре печи, общую зону, в которой будет произведена футеровка огнеупорных кирпичей, раскладку огнеупорных кирпичей на каждом из участков печи, количестве огнеупорных кирпичей и типоразмеры, способе кладки (кольцевая кладка или способом «в перевязку»), марок огнеупорных кирпичей с привязкой к зонам печи, зон бандажей и прочие данные. Данную 3D модель загружают в Блок 7 управления, либо создают с помощью программы на компьютере Блока 7 управления.
[0053] Производят монтаж элементов роботизированного комплекса в соответствии с представленной схемой (фиг. 1).
[0054] Осуществляют разделение общей зоны футеровки на участки, каждый из которых, предпочтительно, не должен превышать 12 п. м. и быть не менее 4 п. м.
[0055] Типоразмеры огнеупорных кирпичей, которые используются при футеровке, в большей степени зависят от проекта футеровки, который был сделан производителем цементной печи при строительстве цементного завода или в процессе его модернизации, а также от способа кладки (кольцевая кладка или способом «в перевязку»). Марка огнеупорного кирпича, которая будет использована при футеровке на каждом участке печи или зоны печи (например, зона выхода, нижняя переходная зона, зона обжига, верхняя переходная зона и прочие) определяется предприятием, эксплуатирующим цементную печь, самостоятельно.
[0056] Например, при диаметре печи 5 метров и при кольцевой кладке в качестве способа кладки могут быть использованы, например, огнеупорные кирпичи серии VDZ типоразмеров В320 и В620. При этом в одно кольцо согласно проекта футеровки, как правило, требуется уложить 40 штук огнеупорных кирпичей размера В320 и 171 штук огнеупорных кирпичей размера В620 (используются клиновидные кирпичи двух типов).
[0057] Создание уточненной 3D модели футеровки:
[0058] Установленная в начало участка футеровки со стороны порога печи или в место того участка, который является ближайшим к порогу печи платформа 4 с манипулятором 5 для кладки огнеупорного кирпича, выполняет с помощью датчиков 6 технического зрения сканирование внутренней поверхности печи по всей длине зоны, планируемой к футеровке. Полученные данные обрабатываются Блоком 7 управления роботизированным комплексом, который с помощью программного обеспечения строит первую версию 3D модели футеровки с учетом фактического состояния внутренней поверхности корпуса печи, уточненная 3D модель строится с учетом уже занесенных данных на подготовительном этапе о типоразмерах, способе кладки и последовательности укладки кирпичей, а также о необходимости использования раствора для кладки, его количества и зон, где раствор для кладки будет использоваться с помощью программы, установленной на компьютер Блока 7 управления, либо другой ЭВМ с последующей загрузкой программы в компьютер Блока 7 управления.
[0059] Сканирование внутренней поверхности корпуса печи выполняется для оценки фактического состояния корпуса печи, так как за время эксплуатации корпус печи деформируется под воздействием различным технологических факторов.
[0060] При деформации корпуса печи отношение огнеупорных кирпичей в каждом кольце (при кольцевой кладке) может отличаться от проектной, например, при диаметре печи 5 метров и при использовании огнеупорных кирпичей серии VDZ типоразмеров В320 и В620, вместо раскладки 40/171 в одном кольце, отношение может составить, например, 35 штук типоразмера В320 и 176 штук типоразмера В620 или любое иное отклонение от проектной в большую или меньшую степень по количеству одного типоразмера по отношению ко второму типоразмеру.
[0061] Кроме того, при деформации корпуса печи в местах, где используется раствор для кладки, например, в зонах бандажа или для корректировки положения огнеупорного кирпича, чтобы сохранить радиальное положение кольца, каждый огнеупорный кирпич дает незначительное отклонение в кольце, поэтому, когда остается положить последние 3-5 кирпичей, чтобы «закрыть» кольцо, как правило, типоразмеры В320 и В620 не подходят по толщине, чтобы заполнить оставшуюся зону в кольце. Для этих целей используют замковые (клиновидные) огнеупорные кирпичи, которые отличаются от типоразмеров В320 и В620 в большую и меньшую степень. Поэтому фактически в одном кольце могут быть использованы, например, 2 (два) огнеупорных кирпича типоразмеров В620 и 1 кирпич серии VDZ типоразмера Р221.
[0062] Таким образом, построенная 3D модель футеровки с учетом фактических данных о состоянии корпуса печи содержит данные об общем количестве огнеупорных кирпичей, требуемых для футеровки как одного кольца, так и всей зоны, предполагаемой для футеровки, а также данные о последовательности кладки каждого отдельно взятого огнеупорного кирпича, а именно его типоразмера и с учетом необходимого количества раствора для кладки.
[0063] Блок 7 управления, обеспечивающий управление как всего роботизированного комплекса, так и каждого его отдельного элемента, контролирует работу манипулятора 5 для кладки огнеупорных кирпичей в процессе футеровки.
[0064] Кроме того, в процессе футеровки позиционирование каждого отдельно взятого огнеупорного кирпича и последующего за ним будет определяться Блоком 7 управления с помощью полученных данных от датчиков 6 технического зрения. Каждый раз, после укладки отдельно взятого огнеупорного кирпича, датчики 6 технического зрения сканируют поверхность корпуса, включая место, куда будет положен следующий огнеупорный кирпич, и передают данные в Блок 7 управления, где полученные данные, сравниваются с построенной 3D моделью, которая в случае необходимости автоматически обновляется.
[0065] Например, на основании первичной версии 3D модели на диаметре 5 метров, получили раскладку в каждом кольце на всей длине зоны футеровки 3:1, то есть: сперва укладываются 3 кирпича типоразмера В622, затем 1 кирпич типоразмера В322, затем опять 3 кирпича В622, затем 1 кирпич В322 и так, пока кольцо не будет набрано. Однако в процессе кладки на основании данных, полученных с датчиков 6 технического зрения, была обнаружена зона деформация (например, углубление в корпусе печи), поэтому Блок 7 управления, учитывая данную неровность, выполняет корректировку 3D модели и передает команду манипулятору 5 для кладки огнеупорных кирпичей. В итоге, например, на участке, где была определена деформация, будет положено 4 штуки огнеупорного кирпича типоразмера В622 (в том числе не исключено нанесение раствора для кладки на некоторые огнеупорные кирпичи в зависимости от степени деформации данного участка футеровки), вместо 3 штук, как было предусмотрено в первичной версии 3D модели, следующий огнеупорный кирпич будет использован типоразмером В322, затем будет положен типоразмер огнеупорного кирпича согласно описанной последовательности после очередной корректировки и обновления 3D модели футеровки.
[0066] Установка Платформы и Манипулятора для кладки огнеупорных кирпичей:
[0067] Установка платформы 4 и манипулятора 5 для кладки огнеупорных кирпичей выполняется вертикально осевой плоскости печи. Осевая плоскость, в случае необходимости, предварительно определяется стандартными геометрическими расчетами, в том числе с помощью отвеса или строительного уровня, при этом точкой 0 будет являться положение датчика 6 технического зрения, расположенного на манипуляторе 5 для кладки огнеупорных кирпичей. В случае необходимости положение манипулятора 5 для кладки огнеупорных кирпичей и точки 0 корректируется и заносятся в Блок 7 управления.
[0068] Цикл футеровки:
[0069] Установка первого огнеупорного кирпича по своей сути является калибровочной операцией для настройки работы манипулятора 5 для кладки огнеупорных кирпичей, в том числе для корректировки/обновления 3D модели футеровки. Первый огнеупорный кирпич привязан к точке 0, которой является положение датчика 6 технического зрения', расположенного на манипуляторе 5 для кладки огнеупорных кирпичей. Первый огнеупорный кирпич позиционируется таким образом, чтобы вплотную примыкать к порогу печи или упорному (стопорному кольцу) печи или к старой футеровке, если кладка новой футеровки требуется только в определенной зоне печи, например, в только в зоне обжига, поэтому первый кирпич примыкает к старой футеровке, оставшейся в нижней переходной зоне, которую не планируют заменить. В любом случае первый кирпич позиционируется таким образом, чтобы примыкать к опорной зоне, от которой будет произведена новая футеровка. Кладка огнеупорных кирпичей выполняется строго по направлению от порога печи в зону загрузки сырья в печь.
[0070] Манипулятор 5 для кладки огнеупорных кирпичей производит последовательную установку огнеупорных кирпичей на высоту предпочтительно в  диаметра печи по длине отдельного отрезка футеровки или всей зоны футеровки.
диаметра печи по длине отдельного отрезка футеровки или всей зоны футеровки.
[0071] При этом контроль позиционирования каждого кирпича и последующего, устанавливаемого в кольце, если кладка выполняется кольцевой или в ряде, если способом «в перевязку», происходит с помощью датчиков 6 технического зрения, полученная с них информация обрабатывается Блоком 7 управления, который подает соответствующие команды манипулятору 1 для подачи огнеупорных кирпичей о подаче огнеупорных кирпичей определенного типоразмера в определенной последовательности на транспортер, транспортеру 2 о перемещении установленных на него огнеупорных кирпичей в зону футеровки к платформе 4 с определенной скоростью, и установке 3 для нанесения раствора - при необходимости нанесения раствора для кладки на определенные места огнеупорного кирпича и в необходимом количестве, после чего каждый огнеупорный кирпич устанавливается манипулятором 5 для кладки огнеупорных кирпичей на внутренней поверхности корпуса печи. Установка каждого огнеупорного кирпича осуществляется последовательно (каждый последующий огнеупорный кирпич укладывается на ранее установленный либо примыкает к нему) по окружности или ряд за рядом снизу-вверх. В процессе кладки платформа 4 самостоятельно с заданной скоростью перемещается в заданном направлении (по направлению от порога печи в сторону загрузки сырья в печь) строго по осевой линии печи и с заданной скоростью.
[0072] Установка каждого последующего кирпича происходит в вышеприведенной последовательности.
[0073] После установки необходимого количества кирпичей на высоту предпочтительно в диаметра печи, платформа 4 с манипулятором 5 для кладки огнеупорных кирпичей перемещается по осевой линии на длину уже произведенной футеровки по направлению от обреза печи и повторяется цикл футеровки.
[0074] После футеровки диаметра печи (нижняя часть печи) по всей длине отдельного отрезка или всей зоны футеровки производят фиксацию краев футеровки и поворачивают печь на угол от 30° до 180°. Фиксация может производится как вручную специалистом, так и автоматически манипулятором 5 для кладки огнеупорных кирпичей. При этом, в случае, если фиксация осуществляется вручную специалистом, платформа 4 с манипулятором 5 для кладки огнеупорных кирпичей остается внутри печи, наличие элементов для передвижения, например, прикрепленных к платформе колес (шарнирное крепление обеспечивает вращение каждого из колес вокруг вертикальной оси), позволяет ей оставаться в нижнем положении внутри печи (скатываться в процессе поворота по поверхности печи). Конкретная величина угла поворота зависит от внутреннего диаметра печи (в случае, если полный переворот печи на 180° соответствует нормам безопасности, производят его, в противном случае - поворот на меньший угол). Далее повторяют очередность действий цикла футеровки с учетом величины угла поворота.
[0075] После последнего поворота печи производят фиксацию зоны замка (обычно 3-4 кирпича).
[0076] В дальнейшем весь порядок действий проводят на следующем участке футеровки.
[0077] Точность кладки обеспечивается за счет размещения датчиков 6 технического зрения непосредственно на платформе 4 (фиг. 1) и на манипуляторе 5 для кладки огнеупорных кирпичей (фиг. 2) и автоматической корректировки 3D модели участка футеровки, что позволяет в режиме реального времени контролировать соблюдение радиальности футеровки и при необходимости корректировать как положение огнеупорных кирпичей, так и толщину наносимого на них раствора для кладки.
[0078] Для обеспечения точности кладки датчиков может быть более одного. При этом часть датчиков располагается на манипуляторе для кладки огнеупорных кирпичей, а другая часть - просто на платформе для манипулятора (фиг. 4). Расположение одного и более датчиков технического зрения на манипуляторе для кладки огнеупорных кирпичей обеспечивает получение точной проекции и координат места позиционирования каждого огнеупорного кирпича. С учетом ограничений, имеющихся у производителей датчиков технического зрения, по дальности, проценту отклонения и количества точек для обеспечения оптимальной точности позиционирования кирпича могут применяться два и более датчиков технического зрения на манипуляторе для кладки огнеупорных кирпичей. Расположение датчиков технического зрения на передвижной платформе (как минимум одного) необходимо для контроля расстояния и скорости передвижной платформы и корректировку в связи с полученными данными процесса футеровки.
[0079] Наличие и постоянное обновление 3D модели футеровки с укладкой каждого отдельно взятого огнеупорного кирпича с помощью программного обеспечения в Блоке управления 7, позволяет производить корректировку раскладки, типоразмера и необходимости нанесения раствора в режиме реального времени, что сокращает по времени процесс футеровки и обеспечивает ее качество.
[0080] Описанные в тексте данной заявки варианты реализации последовательности действий в способе не являются единственно возможными и приведены с целью наиболее наглядного раскрытия сути изобретения.
[0081] Заявляемые способ огнеупорной футеровки и роботизированный комплекс для его осуществления позволяют производить футеровку горизонтально ориентированных печей, преимущественно вращающихся цементных печей, с высокой скоростью, обеспечивают максимальную автоматизацию работ и позволяют сократить период простоя печей, требуемое на время установки новой футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор и футеровочный блок для выполнения торкретирования промышленного оборудования | 2023 |
|
RU2818700C1 |
| Опорный элемент для выполнения кладки формованных материалов и способ футеровки с использованием опорного элемента | 2022 |
|
RU2794071C1 |
| Способ укладки футеровки | 1977 |
|
SU657223A1 |
| Способ возведения конструкций из мелкоштучных изделий, робот-манипулятор и комплекс для его осуществления | 2021 |
|
RU2754505C1 |
| Роботизированный реабилитационный аппаратно-программный комплекс с биологической обратной связью и модулем электромиостимуляции | 2024 |
|
RU2838938C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Способ автоматизированного возведения сооружений | 2021 |
|
RU2761783C1 |
| Смесительно-зарядная машина для роботизированной технологии создания скважинных зарядов с переменной энергетической насыщенностью и способы формирования детонационных систем на их основе | 2019 |
|
RU2789093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
Изобретение относится к области огнеупорной футеровки промышленных печей горизонтального типа. Создают 3D модель футеруемого участка печи. Осуществляют монтаж элементов роботизированного комплекса, содержащего платформу, манипулятор для кладки кирпичей и блок управления. Разделяют общую зону футеровки на участки, сканируют футеруемый участок, корректируют 3D модель футеруемого участка с учетом данных, полученных в результате сканирования. Определяют количество циклов футеровки. Устанавливают платформу и манипулятор для кладки огнеупорных кирпичей, выполняют цикл футеровки, осуществляют поворот печи вокруг центральной оси и повторную очередность операций цикла. При этом на протяжении всего цикла футеровки обновление и корректировку 3D модели футеровки печи осуществляют автоматически с помощью программы для ЭВМ и корректируют типоразмер и последовательность кладки огнеупорных кирпичей с помощью данных, полученных с датчика технического зрения, и программы для ЭВМ. Изобретение позволяет производить футеровку с высокой скоростью, обеспечивают максимальную автоматизацию работ и позволяют сократить период простоя печей, требуемый на время установки новой футеровки. 2 н. и 16 з.п. ф-лы, 4 ил.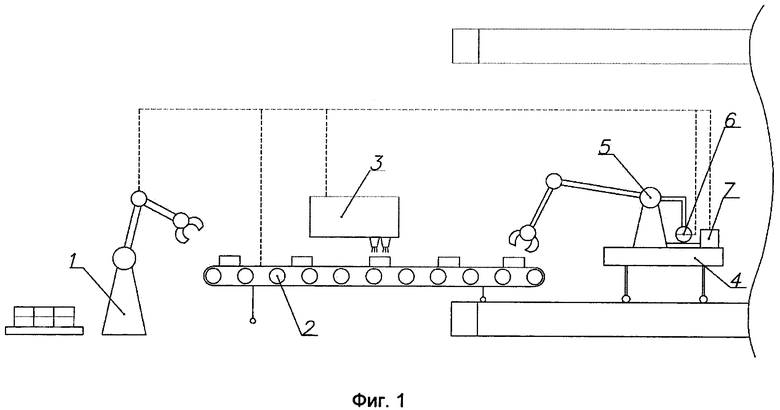
1. Способ автоматизированной огнеупорной футеровки вращающейся горизонтальной печи, включающий создание 3D модели футеруемого участка печи, монтаж элементов роботизированного комплекса, содержащего платформу, манипулятор для кладки кирпичей и блок управления, разделение общей зоны футеровки на участки, сканирование футеруемого участка, корректировку 3D модели футеруемого участка с учетом данных, полученных в результате сканирования, определение количества циклов футеровки, установку платформы и манипулятора для кладки огнеупорных кирпичей, выполнение цикла футеровки, включающего определение места и установку в него первого кирпича, кладку огнеупорных кирпичей с помощью манипулятора для кладки огнеупорных кирпичей на определенную высоту печи до конца первого участка, фиксацию краев произведенной кладки, поворот печи вокруг центральной оси, повторную очередность операций цикла, окончательную фиксацию кладки, при этом на протяжении всего цикла футеровки обновление и корректировку 3D модели футеровки печи осуществляют автоматически с помощью программы для ЭВМ, и корректируют типоразмер и последовательность кладки огнеупорных кирпичей с помощью данных, полученных с датчика технического зрения, и с использованием программы для ЭВМ.
2. Способ по п. 1, отличающийся тем, что создание 3D модели осуществляют путем ее формирования на компьютере блока управления.
3. Способ по п. 1, отличающийся тем, что создание 3D модели осуществляют путем загрузки и обработки 3D модели программой для ЭВМ на компьютере блока управления.
4. Способ по п. 1, отличающийся тем, что футеруемым отрезком является вся внутренняя поверхность печи, подлежащая футеровке.
5. Способ по п. 1, отличающийся тем, что манипулятор для кладки огнеупорных кирпичей устанавливают в начале первого участка со стороны обреза печи.
6. Способ по п. 1, отличающийся тем, что манипулятор для кладки огнеупорных кирпичей устанавливают вертикально осевой плоскости печи.
7. Способ по п. 1, отличающийся тем, что количество циклов футеровки равно количеству полученных участков печи.
8. Способ по п. 1, отличающийся тем, что посредством блока управления определяют необходимость и количество нанесения раствора для кладки.
9. Способ по п. 1, отличающийся тем, что окончательную фиксацию кладки осуществляют в замок по всей длине.
10. Способ по п. 1, отличающийся тем, что контроль позиционирования манипулятора для кладки огнеупорных кирпичей осуществляют на протяжении всего периода цикла футеровки.
11. Способ по п. 1, отличающийся тем, что обновление и корректировку 3D модели футеровки печи осуществляют с помощью программы для ЭВМ, установленной на компьютере блока управления.
12. Способ по п. 1, отличающийся тем, что по завершении цикла футеровки поворот печи вокруг центральной оси осуществляют на угол от 30° до 180°.
13. Роботизированный комплекс для автоматизированной огнеупорной футеровки вращающейся горизонтальной печи, содержащий блок управления, включающий компьютер, на котором установлена программа для создания 3D модели внутренней поверхности печи и расчета типоразмера и последовательности использования кирпичей, управляющий элементами роботизированного комплекса, установленный на передвижной платформе манипулятор для кладки огнеупорных кирпичей с не менее, чем четырьмя степенями свободы, снабженный не менее, чем одним датчиком технического зрения, установленным на платформе манипулятора для кладки огнеупорных кирпичей, взаимодействующий через транспортер с установленными вне зоны печи манипулятором подачи огнеупорных кирпичей и установкой для нанесения раствора.
14. Комплекс по п. 13, отличающийся тем, что в процессе футеровки манипулятор для кладки огнеупорных кирпичей установлен вертикально осевой плоскости печи.
15. Комплекс по п. 13, отличающийся тем, что датчик технического зрения установлен на манипуляторе для кладки огнеупорных кирпичей, размещенном на передвижной платформе.
16. Комплекс по п. 13, отличающийся тем, что он содержит не менее двух датчиков технического зрения, часть из которых установлена на передвижной платформе для манипулятора для кладки огнеупорных кирпичей, а вторая часть - на манипуляторе для кладки огнеупорных кирпичей, размещенном на передвижной платформе.
17. Комплекс по п. 13, отличающийся тем, что он выполнен с возможностью формирования 3D модели и ее корректировки по итогам обработки данных от датчиков технического зрения.
18. Комплекс по п. 13, отличающийся тем, что блок управления соединен с остальными элементами электрически.
| US 4107244 A1, 15.08.1978 | |||
| US 5018923 A1, 28.05.1991 | |||
| US 4786227 A1, 22.11.1988 | |||
| CN 105571324 A, 11.05.2016 | |||
| RU 2010119703 A, 27.11.2011. |

