Известна поточная линия для производства обрезиненного корда, состоящая из последовательно установленных устройств для разматывания рулонов кордного полотна и соединения концов нолотна, роликового компенсатора, устройств для пропитки корда и для вытягивания пропитанного корда, сушилки с тянульными органами, другого роликового компенсатора, устройства для подсушивания корда перед обрезиниванием, .каландра для обрезинивания корда, устройства для охлаждения обрезиненного корда, комиенсатора и устройства для рулонирования обрезиненного корда, а также устройств для поддержания ширины кордного полотна, В этой поточной линии ири обработке шинных кордов для создания заданных натяжений на разных технологических участках линии применены пневматические устройства, необесиечивающие точности поддержания заданного режима, что приводит к снижению качества обработанного корда, а устройства для ширения материала установлены только на входе и выходе в линии, что не обеспечивает поддержания технологической ширины полотна корда во все время процесса его обработки.
Предлагаемая поточная линия обеспечивает автоматическое регулирование и заданное натяжение кордного полотна тем, что в ней применены датчики контроля натяжения, каждый
1;з которых выполнен, например, в виде вращающегося ролика, взаимодействующего через буферные пружины с сельсином, установленные между тянульными органами петлевого комиенсатора и устройства для пропитки корда, лгежду последним и тянульным органом на входе сушилки, между тяиульными органами на входе и выходе сушилки, между сушилкой и устройством для иодсушивания корда, между иоследн11.м и каландром для обрезинивания корда и мелчду каландром и устройством для охлаждения обрезиненного корда с передачей импульсов, при изменении натяжения, от датчиков в систему управления электроприводов тянульных органов для изменения их скоростей, а устройства для постоянного поддержания ширины движущегося полотна iKOpда и его центрирования, выполненные, напри ep, в виде дугообразного ролика с иеременным углом охвата его кордным иолотном, установлены на выходе всех устройств в линии от петлевого комиенсатора до каландра и непосредственно иеред ним.
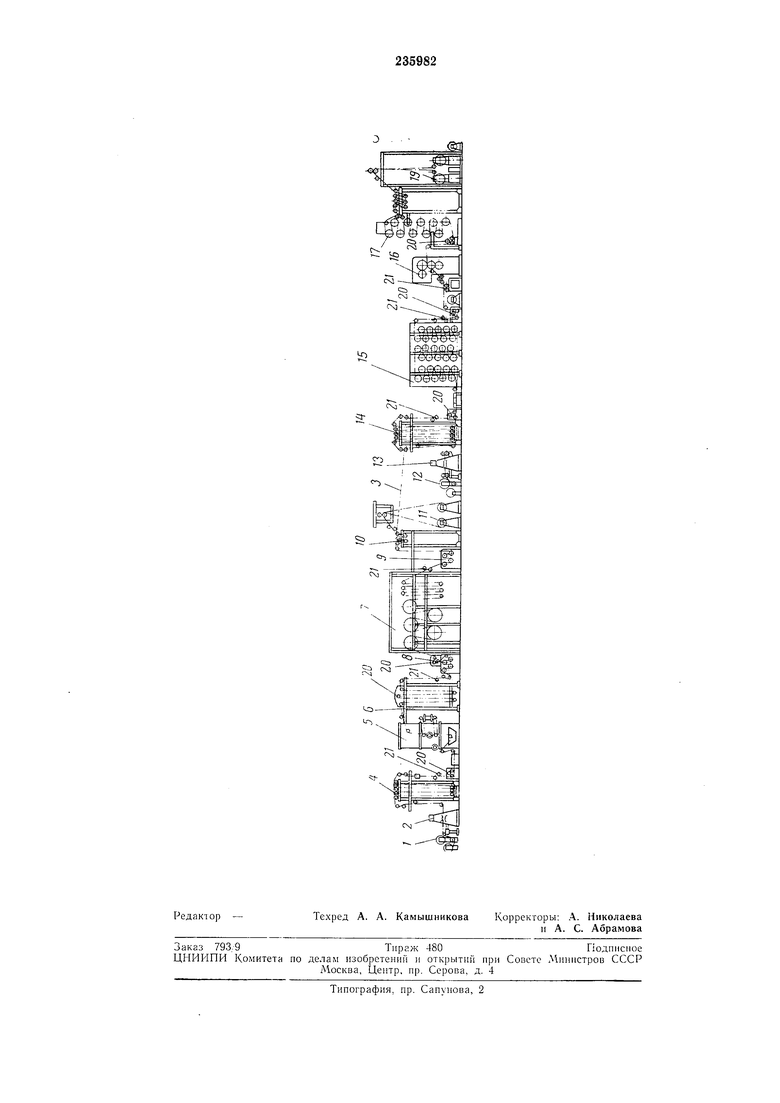
На чертеже пзображеиа схема иоточной линии для производства обрезиненного корда.
Поточная линия состоит из иоследовательно установленных }стройства 7 для разматывания кордного полотна; устройства 2 для соединения концов корда в непрерывное полотно 3; петлевого роликового комиенсатора 4; устройства о для пропитки корда, папример, латексом; устройства 6 для вытягивания ироиитанного корда; сушилки 7 с тяиульными органами 8 и 5, установленными на входе и выходе сушнлкн, и компенсатора 10. На устройстве 11 для рулонирования пропитанное нолотно 3 корда может быть скатано в рулон с последуюгцей установкой его в устройство 12 Дя разматывания и в устройство 13 для сое.ишення конпов корда и направлено во вторую часть поточной линии с целью обрезинивания корда. Пропитанное непрерывное кордное полотно из компенсатора 10 нап завляется ср; Л в петлевой ролпковый компенсатор 14, заюм в устройство 15 для иод.сушивания корда II далее в каландр 16 для его обрезпнпваН 1я. Из каландра обрезиненное полотно 3 направляется в устройство 17 для охлаждения :и, и)ойдя через компенсатор 18, поступает в устройство 19 для рулонирования.
С целью автоматического регулирования иатяжения корда на различных технологических участках между тянульными органами устройств и машин в линии установлены датчики 20 контроля натяжения движущегося полотна корда. Каждый датчик выполнен в виде свободно вращающегося подвижного ролика, подшиинпки которого опираются на тарированные буферные пружины и кинематическп связаны с сельсином. При изменении патяжения он передает имиульс в систему управления электроприводов тянульных органов ДЛ51 измеиеиия их скорости. Датчики установлены между тянульнььми органами петлевого роликового 1комиенсатора 4 п устройства 5 для иропитки корда, между последним и тянульным органом 8 7, причем этот датчик встроен в устройство 6 для вытягивания иропитанного корда с использованием его паправЛЯЮП1ИХ ролпков. Для регулирования натяжения кордного иолотна в сушилке 7 датчик 20 установлен тянульными оргапамп 6 и .9 на входе и выходе сушилки. Датчики также установлены между тянульными органами ,9 на выходе сушилки и устройством 15 для иодеушивания корда, между 1 оследним и каландром 16 для обрезиниваНпя корда и между каландром и устройством 17 для охлаждения его.
С целью постоянного поддержания ширины двил ущегося полотна корда и его центрирования применены устройства 21, выполненные, например, в виде дугообразного ролика с иеременным углом охвата его кордньш полотном. Эти устройства установлены на выходе всех устройств в линии от петлевого компенсатора 4 до каландра 16 и непосредственно перед ним.
Предмет изобретен и я
Поточная линия для ироизводства обрезиненного корда, состояигая из носледовательио установленных устройств для разматывания рулонов кордного иолотиа и соединения концов полотна, петлевого компенсатора, устройств для ироп1ггки корда ii для вытягивания иропитаппого корда, сушплки с тяиульными органами, другого роликового компенсатора, устройства д;1я подсушивания корда перед обрезиниванием, каландра для обрезинивания корда, устройства для охлаждения обрезиненного корда, комиенсатора и устройства для рхлонирования обрезнненного корда, а также устройств для ширенпя кордпого иолотиа, оглича1ои(аяся тем, что, с целью авто.матического регхчппрования и обеспечения задаииэго иатяжеиия движущегося кордпого полотна, в ней ир1-;меиеиы датчцки к;/птроля 1 атяжс;1ия, 1 аждый из которых вьиполнеи, папример, в виде вращающе1ося ролика, взап.модействующего через буферпые нружпны с сельсином, устаиовленные между тяиульными органами петлевого компенсатора и устройства для иропптки корда, между последпим и тянульиым оргаиом па входе сушилки, между тянульиыми органами на входе и выходе сушилки, между сушилкой и устройством для подсушпваипя корда, .между последним и каландро; 1 для обрез1н-1ивания корда и между калаидром п устройством для охлаждения обрезииеппого корда с передачей импудьсов при изменении натяжения, от датчиков в спсте.му управлеппя электроприводов тяиульных органов для изменения их скорости, а устройства для постояниого иоддержания шпрпны движущегося полотна корда п его нептрпровапия, в; 1иолпеииые, напрпмер, в виде дугообразного с иере.меппым углом охвата его кордиым иолотиом, устаповлепы иа выходе всех устройств в липни от петлевото компенсатора до каландра п неносредетвенио перед ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ КАПРОНОВОГО КОРДА | 1991 |
|
RU2017870C1 |
| Способ изготовления кордного полотна для покрышек пневматических шин | 1980 |
|
SU977528A1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| СПОСОБ СКЛЕИВАНИЯ КОНЦОВ РУЛОНОВ НЕОБРАБОТАННОГО ПОЛИАМИДНОГО КОРДА | 1972 |
|
SU430143A1 |
| СПОСОБ КРЕПЛЕНИЯ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВК РЕЗИНЕ | 1973 |
|
SU394384A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПОЛОСОВОГО ПОЛИМЕРНОГО МАТЕРИАЛА НА РАЗНОТОЛЩИННОСТЬ ПО ПОПЕРЕЧНОМУ СЕЧЕНИЮ И СООТВЕТСТВИЕ РЕГЛАМЕНТНОЙ НОРМЕ | 2005 |
|
RU2293948C2 |
| Система управления скоростью каландрирования | 1982 |
|
SU1106777A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1972 |
|
SU432252A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| УСТРОЙСТВО ДЛЯ ШИРЕНИЯ КОРДА ПЕРЕД ОБРЕЗИНИВАНИЕМ | 1991 |
|
RU2021400C1 |
iO
5Шп
