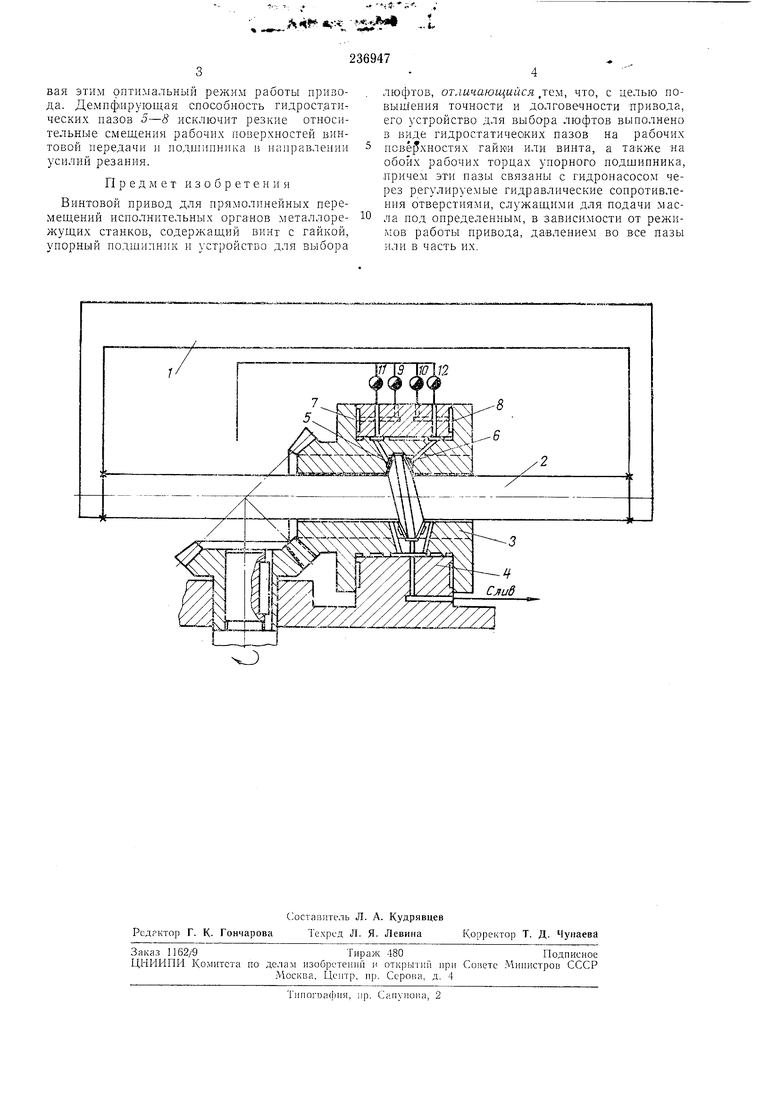
Известен винтовой нривод для прямолинейны.х перемеидений иснолнительных органов металлорежущих станков, содержащий винт с гайкой, утгор.ный лодшинник и устройство для выбора люфтов. Последнее выиолнено в виде второй пары винт-гайка и переключаюи1,его Л1еханизма, что снижает долговечность привода. Предложенный винтовой привод отличается от Известного тем, что его устройство для выбора люфтов выполнено в виде гидростатических пазов на рабочих поверхностях гайки или винта, а также на рабочих ториах упорного подшииника, причем эти пазы связаны с гидронасосом через регулируемые гидравлические сопротивления отверстиями, служащими для подачи масла иод определенным, в завиаимости от режимов работы привода, давлением во все пазы или в часть их. При такой конструкции повышается точность и долговечность привода. На чертеже дана схема описываемого привода. В столе / привода расположен неподвижно винт 2 и гайка 3, вращающаяся в иодшипнике 4. Привод можно выполнить так, чтобы вращался винт, а неподвижной была гайка. Зазор в винтовой передаче и в подшипнике можно регулировать. На винтовых поверхностях гайк;1 3 вьгполнены иазы (карманы) 5 и 6, на поверхностях подшипвика -/ - иазы (карманы) 7 и S. При вращении гайки винту и столу сообщается иостунательное движение. Если силы резания нагружают поверхности, на которых выполнены иазы 5 и 7, то жидкость под давлением подают в карманы 6 и 8. При этом давление жидкости в иазах 6 и 8 осуществляет натяг в винтовой ларе и подшипнике. Если силы резания действуют в обратном наиравлении, то жидкость подают в карманы 5 И 7. Силу натяга можно легко регулировать, изменяя давление жидкости. В этом случае нагруженные силами резания рабочие поверхности винтовой передачи и подшплни1ка нагружены дополнительно силами давления жлдкости, осуществляющимИ натяг. Чтобы исключить эту дополнительную нагрузку, жидкость .можно подавать в пазы 5-8 одновременно, соответственно через гидросопротивления 9- 12. В этом случае пазы 5-8 будут обладать некоторой гидростатической несущей и демпфирующей сиособностями. В BiiHTOBoii передаче и податилнике установлены минимальные зазоры. Настройкой входных гидросопротивлений 9-12 и изменением давления насосной установки можно регулировать гидравлический натяг, устанавливая этим оптимальный режим работы привода. Демпфирующая способность гидростатических пазов 5-8 исключит резкие относительные смещения рабочих поверхностей винтовой иередачи и иодпшпника в и шравлении усилий резания.
Предмет изобретения
Винтовой привод для прямолинейных перемещений исполнительных органов металлорежущих станков, содержащий винт с гайкой, упорный подшиини ; и устройство для выбора
236947
люфтов, отличающийся ,тем, что, с целью повышения точности и долговечности привода, его устройство для выбора люфтов выполнено в виде гидростатических пазов на рабочих поверхностях гайии или винта, а та:кже На обоих рабочих торцах упорного подшипника, причем эти пазы связаны с гидронасосом через регулируемые гидравлические сопротивления отверстиями, служащими для подачи масла иод определенным, в зависимости от режимов работы привода, давлением во все пазы или в часть их.
| название | год | авторы | номер документа |
|---|---|---|---|
| Передача винт-гайка качения | 2020 |
|
RU2756797C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| Передача винт-гайка скольжения | 2022 |
|
RU2790536C1 |
| ШПИНДЕЛЬ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2012 |
|
RU2506397C1 |
| Безлюфтовый винтовой привод | 1967 |
|
SU238990A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU311710A1 |
| Передача винт-гайка скольжения | 2020 |
|
RU2767381C2 |
| ГИДРОСТАТИЧЕСКИЙ ПОДШИПНИК | 1972 |
|
SU344184A1 |
| Гидростатическая передача винт-гайка | 2022 |
|
RU2791631C1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
